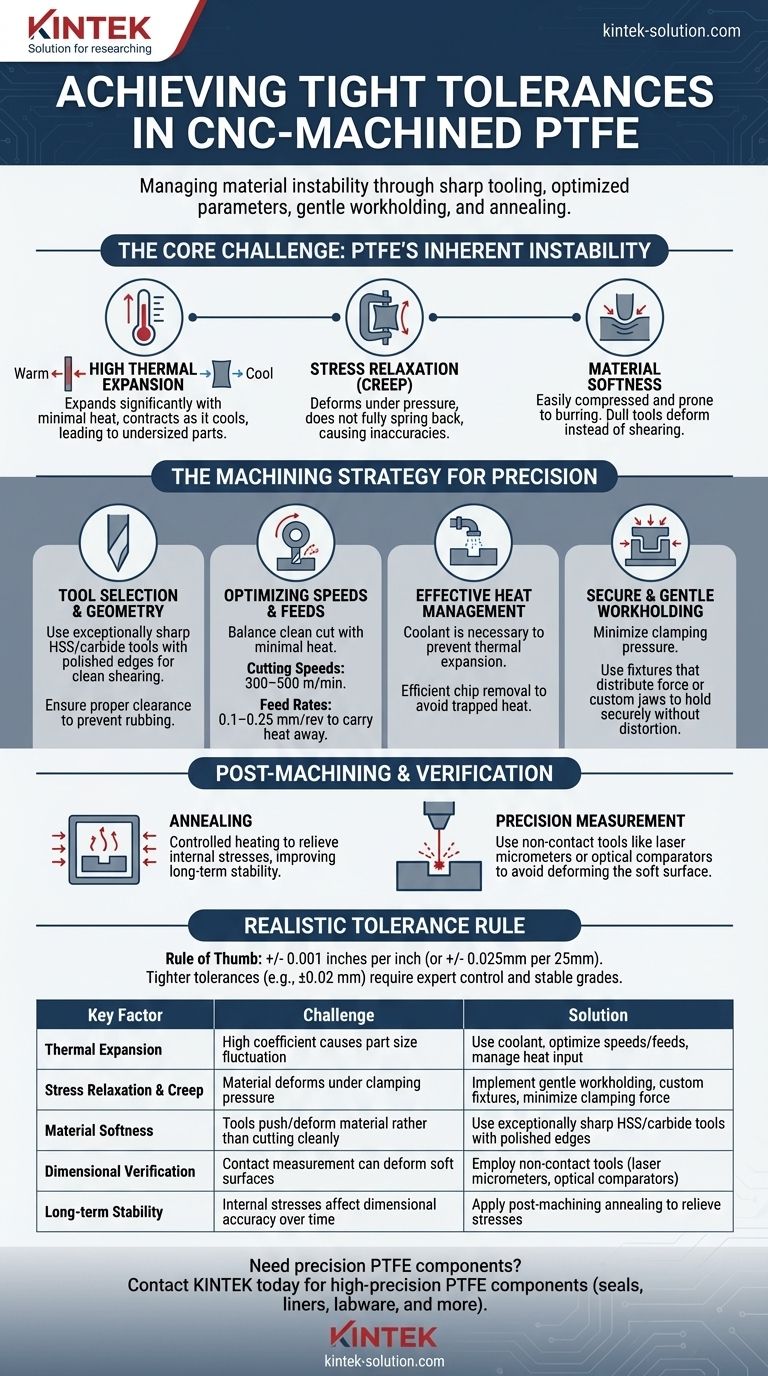
Lograr tolerancias estrictas en PTFE mecanizado por CNC es un proceso de gestión de la inestabilidad inherente del material. Requiere una combinación de herramientas extremadamente afiladas, parámetros de corte optimizados para minimizar el calor, sujeción suave de la pieza y técnicas de estabilización posteriores al mecanizado, como el recocido, para aliviar las tensiones internas.
El desafío central no es cortar PTFE, sino controlar su alta expansión térmica, su suavidad y su tendencia a fluir bajo tensión. El éxito depende más de la gestión de estas propiedades del material que de la operación de corte en sí.

El Desafío Central: La Inestabilidad Inherente del PTFE
Para mecanizar PTFE con precisión, primero debe comprender las propiedades que dificultan su control. El material en sí es fácil de cortar, pero su comportamiento físico durante y después del mecanizado es lo que complica el logro de tolerancias estrictas.
Alta Expansión Térmica
El PTFE tiene un coeficiente de expansión térmica muy alto. Incluso el calor mínimo generado durante el corte hará que el material se expanda significativamente. Cuando se enfría a temperatura ambiente, se contraerá, lo que significa que una pieza medida como correcta mientras está caliente estará por debajo del tamaño una vez que se haya estabilizado.
Relajación de Tensiones y Fluencia (Creep)
El PTFE es propenso a la relajación de tensiones o "fluencia". Si sujeta el material con demasiada fuerza en una mordaza o mandril, se deformará bajo la presión. A diferencia del metal, no volverá completamente a su forma original después de liberar la presión, lo que provocará imprecisiones dimensionales.
Suavidad del Material
La suavidad del PTFE significa que se comprime fácilmente y es propenso a formar rebabas. Las herramientas de corte que no están excepcionalmente afiladas tenderán a empujar y deformar el material en lugar de cortarlo limpiamente. Esto da como resultado un acabado superficial deficiente y hace que mantener dimensiones precisas sea casi imposible.
La Estrategia de Mecanizado para la Precisión
Una estrategia exitosa para mecanizar PTFE se centra en mitigar las inestabilidades descritas en cada etapa del proceso.
Selección y Geometría de la Herramienta
Utilice herramientas excepcionalmente afiladas. Las herramientas de Acero Rápido (HSS) o de carburo son efectivas, pero su estado es fundamental. Deben tener un filo de corte afilado y pulido para garantizar una acción de corte limpia. Proporcionar el ángulo de desprendimiento adecuado también es esencial para evitar que la herramienta roce contra la pieza de trabajo, lo que genera calor.
Optimización de Velocidades y Avances
El objetivo es equilibrar un corte limpio con una entrada de calor mínima.
- Velocidades de Corte: Se recomiendan velocidades moderadas a altas, típicamente en el rango de 300–500 m/min.
- Avances: Avances altos de 0.1–0.25 mm/rev ayudan a producir una viruta más gruesa que transporta el calor lejos de la pieza.
Gestión Eficaz del Calor
Controlar la temperatura es el factor más importante. Para operaciones con alta generación de calor, es necesaria la aplicación de un refrigerante para evitar que la expansión térmica arruine la precisión dimensional. La eliminación eficiente de las virutas también es crucial, ya que las virutas residuales pueden atrapar el calor contra la pieza de trabajo.
Sujeción de la Pieza Segura y Suave
Para contrarrestar la relajación de tensiones, se debe minimizar la presión de sujeción. Utilice dispositivos de sujeción que distribuyan la fuerza de sujeción sobre un área amplia o emplee mordazas personalizadas que se ajusten a la forma de la pieza. El objetivo es sujetar la pieza de forma segura sin comprimirla ni distorsionarla.
Post-Mecanizado y Verificación
El trabajo no termina una vez que se detiene el corte. A menudo se requieren pasos posteriores al mecanizado para garantizar que la pieza final cumpla con las especificaciones.
El Papel del Recocido
Para las tolerancias más estrictas, a menudo es necesario el recocido posterior al mecanizado. Este proceso implica calentar la pieza de manera controlada para aliviar las tensiones internas inducidas durante el mecanizado. Esto mejora significativamente la estabilidad dimensional a largo plazo del componente.
Medición de Precisión
Debido a que el PTFE es blando, las herramientas de medición de contacto estándar pueden deformar la superficie y proporcionar lecturas inexactas. Se recomiendan encarecidamente herramientas de medición sin contacto, como micrómetros láser o comparadores ópticos, para garantizar una verificación dimensional real.
Comprender las Compensaciones y Limitaciones
Si bien se pueden lograr tolerancias estrictas, es fundamental abordar el PTFE con expectativas realistas y una sólida comprensión de sus limitaciones.
La Regla Práctica de Tolerancia
Una regla práctica para el PTFE estándar es una tolerancia de +/- 0.001 pulgadas por pulgada de dimensión (o +/- 0.025 mm por 25 mm). Lograr tolerancias más estrictas que esta, como ±0.02 mm, es posible, pero requiere un control experto del proceso y, a menudo, el uso de grados de PTFE reforzados más estables.
Diseño para el Material
Las piezas de PTFE más exitosas se diseñan teniendo en cuenta las propiedades del material, no en su contra. Evite características innecesariamente complejas o esquinas internas afiladas que puedan concentrar la tensión. Siempre que sea posible, diseñe con las tolerancias más generosas que su aplicación pueda permitir.
Consideraciones de Seguridad
El polvo de PTFE puede ser peligroso si se inhala. Use siempre una mascarilla o mecanice el material bajo refrigerante para suprimir el polvo y garantizar un entorno de trabajo seguro.
Cómo Aplicar Esto a Su Proyecto
Su enfoque debe dictarse por los requisitos específicos de su componente.
- Si su enfoque principal es la precisión extrema (±0.02 mm o menos): Su proceso debe incluir recocido posterior al mecanizado, control meticuloso del calor con refrigerante y métodos de inspección sin contacto.
- Si su enfoque principal son piezas funcionales generales: Las prácticas estándar con herramientas afiladas, velocidades optimizadas y sujeción suave serán suficientes, pero siempre diseñe teniendo en cuenta los cambios térmicos.
- Si está prototipando un nuevo diseño: Comience con tolerancias generosas para reducir el costo y la complejidad, y ajústelas solo en las características donde sea absolutamente crítico para la función.
Al respetar las propiedades únicas del material e implementar un proceso controlado, puede producir de manera confiable componentes de PTFE precisos y estables.
Tabla Resumen:
| Factor Clave | Desafío | Solución |
|---|---|---|
| Expansión Térmica | El alto coeficiente provoca fluctuación del tamaño de la pieza | Usar refrigerante, optimizar velocidades/avances, gestionar la entrada de calor |
| Relajación de Tensiones y Fluencia | El material se deforma bajo la presión de sujeción | Implementar sujeción suave de la pieza, dispositivos de sujeción personalizados, minimizar la fuerza de sujeción |
| Suavidad del Material | Las herramientas empujan/deforman el material en lugar de cortarlo limpiamente | Utilizar herramientas HSS/carburo excepcionalmente afiladas con bordes pulidos |
| Verificación Dimensional | La medición por contacto puede deformar superficies blandas | Emplear herramientas sin contacto (micrómetros láser, comparadores ópticos) |
| Estabilidad a Largo Plazo | Las tensiones internas afectan la precisión dimensional con el tiempo | Aplicar recocido posterior al mecanizado para aliviar las tensiones |
¿Necesita componentes de PTFE de precisión que cumplan con sus especificaciones exactas?
En KINTEK, nos especializamos en la fabricación de componentes de PTFE de alta precisión (sellos, revestimientos, material de laboratorio y más) para los sectores de semiconductores, médico, laboratorio e industrial. Nuestra experiencia en la gestión de las propiedades únicas del PTFE garantiza que sus piezas logren tolerancias estrictas con una excepcional estabilidad dimensional.
Combinamos estrategias de herramientas afiladas, parámetros de corte optimizados y técnicas de estabilización posteriores al mecanizado para entregar componentes que funcionan de manera confiable en sus aplicaciones más exigentes. Desde prototipos hasta producción de gran volumen, priorizamos la precisión en cada paso.
Contacte a KINTEK hoy mismo para discutir sus requisitos de mecanizado de PTFE y permita que nuestros expertos le proporcionen los componentes de precisión que su proyecto demanda.
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Disco de dispersión PTFE grado alimenticio y cosmético, paleta de agitación grande antiadherente y resistente a la corrosión, impulsor personalizable
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
La gente también pregunta
- ¿Se pueden personalizar las piezas de PTFE según requisitos específicos? Logre componentes de PTFE personalizados de precisión
- ¿Se pueden personalizar las piezas de PTFE mecanizadas? Logre soluciones de precisión para aplicaciones exigentes
- ¿Qué hace que el PTFE mecanizado sea adecuado para aplicaciones industriales? Rendimiento inigualable en condiciones extremas
- ¿Cómo se fabrican típicamente los recipientes y aparatos de laboratorio de PTFE? Dentro del proceso de mecanizado de precisión
- ¿Cuáles son las ventajas de mecanizar PTFE sobre otros materiales? Desbloquee un rendimiento superior en entornos hostiles



















