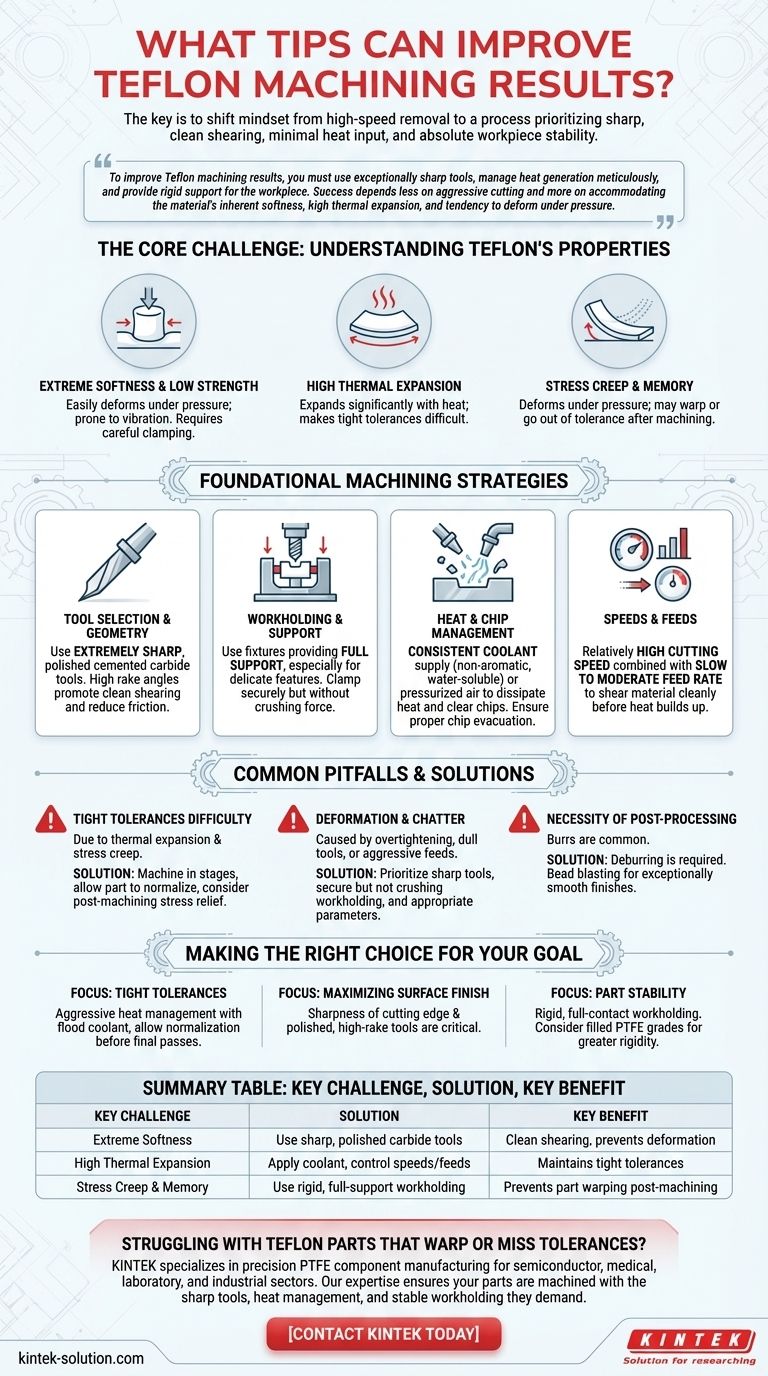
Para mejorar los resultados del mecanizado de Teflón, debe utilizar herramientas excepcionalmente afiladas, gestionar meticulosamente la generación de calor y proporcionar un soporte rígido a la pieza de trabajo. El éxito depende menos del corte agresivo y más de adaptarse a la blandura inherente del material, su alta expansión térmica y su tendencia a deformarse bajo presión.
El desafío central del mecanizado de Teflón (PTFE) no es su dureza, sino su combinación única de blandura, inestabilidad térmica y memoria de tensión. La clave del éxito es cambiar su mentalidad de la eliminación a alta velocidad a un proceso que priorice el cizallamiento limpio y nítido, la mínima aportación de calor y la estabilidad absoluta de la pieza de trabajo.

El Desafío Central: Comprender las Propiedades Únicas del Teflón
Para mecanizar Teflón eficazmente, primero debe comprender por qué se comporta de manera tan diferente a los metales e incluso a otros plásticos. Sus características principales influyen directamente en cada elección que realice, desde las herramientas hasta los refrigerantes.
Blandura Extrema y Baja Resistencia
El Teflón es excepcionalmente blando y tiene una rigidez estructural muy baja en comparación con materiales como el nailon o el acetal.
Esto significa que se deformará o comprimirá fácilmente bajo la presión de la herramienta en lugar de cortarse limpiamente. También hace que el material sea propenso a la vibración y el golpeteo si no se soporta adecuadamente.
Alta Expansión Térmica
El Teflón tiene uno de los coeficientes de expansión térmica más altos entre los materiales de ingeniería comunes. Incluso una pequeña cantidad de calor generado por la fricción de la herramienta hará que se expanda significativamente.
Esta expansión hace que mantener tolerancias estrictas sea extremadamente difícil, ya que la pieza puede cambiar de tamaño durante y después del proceso de mecanizado a medida que se enfría.
Fluencia por Tensión y Memoria
Cuando se somete a presión por sujeción o corte, el Teflón puede "fluir" o deformarse lentamente. Después de liberar la presión, es posible que no recupere completamente su forma original.
Esta memoria del material puede hacer que las piezas se comben o queden fuera de tolerancia horas o incluso días después de haber sido mecanizadas.
Estrategias Fundamentales de Mecanizado
Con una comprensión clara de los desafíos del material, puede implementar estrategias específicas para contrarrestarlos y producir piezas de alta calidad.
Selección y Geometría de la Herramienta
La herramienta adecuada es el factor más importante para el éxito.
Utilice filos de corte extremadamente afilados, ya que una herramienta desafilada empujará y deformará el material en lugar de cizallarlo. Las herramientas de metal duro cementado son una excelente opción, pero su nitidez y el acabado del filo son primordiales.
Las herramientas con una superficie muy pulida y ángulos de desprendimiento altos son ideales. Esta geometría promueve una acción de cizallamiento limpia y reduce la fricción, lo que a su vez minimiza la acumulación de calor y evita que el material se adhiera a la herramienta.
Sujeción y Soporte de la Pieza de Trabajo
Debido a su blandura, el Teflón debe sujetarse de forma segura pero sin una fuerza excesiva que pueda aplastarlo o distorsionarlo.
Utilice accesorios que proporcionen soporte total a la pieza de trabajo, especialmente para características de pared delgada o delicadas. Esto evita la vibración y la desviación durante el corte, que son causas importantes de un mal acabado superficial e imprecisión.
Gestión del Calor y las Virutas
Controlar la temperatura no es negociable para el trabajo de precisión.
Utilice un suministro constante de refrigerante para disipar el calor y prevenir la expansión térmica. Los refrigerantes solubles en agua no aromáticos son muy eficaces. Para algunas operaciones, el aire a presión puede ser suficiente para eliminar las virutas y proporcionar algo de refrigeración.
La correcta evacuación de las virutas también es vital. Las herramientas con estrías profundas ayudan a evacuar las virutas blandas y fibrosas de manera eficiente, evitando que se enrollen alrededor de la herramienta y generen más fricción.
Velocidades y Avances
Sus parámetros deben centrarse en crear un corte limpio sin generar calor excesivo.
Generalmente, esto implica utilizar una velocidad de corte relativamente alta combinada con una velocidad de avance lenta a moderada. Esto permite que la herramienta afilada cizalle el material limpiamente antes de que se acumule calor significativo.
Comprender las Compensaciones y los Errores Comunes
El mecanizado de Teflón implica equilibrar factores en competencia. Ser consciente de los puntos de fallo comunes le ayudará a solucionar problemas y evitarlos.
La Dificultad con las Tolerancias Estrechas
Lograr tolerancias estrictas es la lucha principal. Esto es un resultado directo de la expansión térmica y la fluencia por tensión. Una pieza que mide perfectamente en la máquina puede estar fuera de especificación una vez que alcanza la temperatura ambiente.
Para dimensiones críticas, considere mecanizar por etapas, permitiendo que la pieza se normalice entre pasadas de desbaste y acabado. En algunos casos, puede ser necesario un alivio de tensión posterior al mecanizado.
El Riesgo de Deformación y Golpeteo
Apretar demasiado un tornillo de banco, usar herramientas desafiladas o emplear una velocidad de avance agresiva causará problemas inmediatos.
Estas acciones introducen demasiada presión en el material blando, lo que provoca deformación de la pieza, golpeteo de la herramienta y un terrible acabado superficial. Priorice siempre las herramientas afiladas y una sujeción segura, pero no aplastante.
La Necesidad del Postprocesamiento
Incluso con una técnica perfecta, las piezas de Teflón tendrán rebabas después del mecanizado.
El desbarbado es un paso estándar y necesario. Para aplicaciones que requieren una superficie excepcionalmente lisa, el chorreado con microesferas puede ser un proceso de acabado final eficaz.
Tomar la Decisión Correcta para su Objetivo
Su enfoque específico debe adaptarse al resultado más crítico para su componente.
- Si su enfoque principal es lograr tolerancias estrictas: La gestión agresiva del calor con refrigeración por inundación y permitir que el material se normalice antes de las pasadas finales son innegociables.
- Si su enfoque principal es maximizar el acabado superficial: La nitidez de su filo de corte y el uso de herramientas pulidas y de alto ángulo de desprendimiento son los factores más críticos.
- Si su enfoque principal es garantizar la estabilidad de la pieza después del mecanizado: Céntrese en una sujeción rígida y de contacto total y considere usar un grado de PTFE relleno (como el reforzado con vidrio) si la aplicación lo permite, ya que ofrece mayor rigidez.
Al respetar las propiedades únicas del Teflón en lugar de luchar contra ellas, puede lograr resultados precisos y repetibles en sus operaciones de mecanizado.
Tabla Resumen:
| Desafío Clave | Solución | Beneficio Clave |
|---|---|---|
| Blandura Extrema | Utilizar herramientas de carburo pulidas y extremadamente afiladas | Cizallamiento limpio, previene la deformación |
| Alta Expansión Térmica | Aplicar refrigerante, controlar velocidades/avances | Mantiene tolerancias estrictas |
| Fluencia por Tensión y Memoria | Utilizar sujeción rígida y de soporte total | Previene la deformación de la pieza post-mecanizado |
¿Tiene problemas con piezas de Teflón que se deforman o no cumplen las tolerancias? KINTEK se especializa en la fabricación de componentes de PTFE de precisión para los sectores de semiconductores, médico, laboratorio e industrial. Nuestra experiencia en fabricación personalizada, desde prototipos hasta pedidos de gran volumen, garantiza que sus piezas de Teflón se mecanizen con las herramientas afiladas, la gestión del calor y la sujeción estable que exigen.
Contacte con KINTEK hoy mismo para analizar su proyecto y lograr resultados fiables y de alta calidad.
Guía Visual
Productos relacionados
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
- Barras de PTFE personalizables para aplicaciones industriales avanzadas
- Disco de dispersión PTFE grado alimenticio y cosmético, paleta de agitación grande antiadherente y resistente a la corrosión, impulsor personalizable
La gente también pregunta
- ¿Qué ventajas ofrecen las cestas de flores de PTFE para la industria fotovoltaica y de energía solar? Aumente la eficiencia de las celdas
- ¿Cuál es el rango de temperatura de funcionamiento de las cestas de flores de PTFE? Límites térmicos y rendimiento de -200 °C a +260 °C.
- ¿Cuál es el principio de funcionamiento de una canasta floral de PTFE? Optimice el flujo de fluidos y la pureza para la inmersión química
- ¿Cómo contribuye una cesta de flores de PTFE al enjuague y secado eficientes de los sustratos? Eficiencia de procesos de Boost Lab
- ¿Qué factores contribuyen a la integridad mecánica a largo plazo de las cestas florales de PTFE bajo ciclado térmico? Guía de expertos.