Para lograr tolerancias ajustadas en el mecanizado de Teflón (PTFE), debe utilizar herramientas excepcionalmente afiladas, implementar una gestión térmica meticulosa con refrigerantes, recocer el material para aliviar la tensión y utilizar accesorios especializados que eviten la deformación. Estos pasos contrarrestan directamente la blandura inherente del PTFE, su alta expansión térmica y su tendencia a fluir bajo presión, que son los principales obstáculos para la precisión.
El éxito en el mecanizado de PTFE no consiste en forzar el material a someterse; se trata de adaptarse a sus propiedades únicas. El desafío central es gestionar su extrema expansión térmica y blandura, lo que requiere una estrategia centrada en el corte limpio, el control constante de la temperatura y la liberación de tensiones.

Comprender los desafíos centrales del mecanizado de PTFE
Antes de aplicar las mejores prácticas, es esencial comprender por qué el PTFE es tan difícil de mecanizar. Sus propiedades son fundamentalmente diferentes a las de los metales y la mayoría de los otros plásticos.
El problema de la blandura y la deformación
El PTFE es extremadamente blando y tiene un bajo coeficiente de fricción. Esto significa que las herramientas desafiladas no lo cortarán limpiamente; empujarán y deformarán el material, lo que provocará un mal acabado superficial y dimensiones imprecisas.
Además, los métodos estándar de sujeción o sujeción de la pieza de trabajo pueden aplastar o distorsionar fácilmente la pieza, destruyendo cualquier posibilidad de lograr tolerancias ajustadas antes de realizar el primer corte.
El arma de doble filo de las propiedades térmicas
El PTFE tiene dos propiedades térmicas que crean un desafío significativo. Primero, su índice de expansión térmica es muy alto, casi diez veces el del acero. Cualquier calor generado durante el mecanizado hará que el material se expanda significativamente.
En segundo lugar, tiene una baja conductividad térmica. Esto significa que el calor generado por la herramienta de corte no se disipa por todo el material. En cambio, se concentra en el punto de corte, lo que provoca una expansión localizada e imposibilita las mediciones precisas hasta que la pieza se haya enfriado y estabilizado por completo.
El impacto de la tensión interna
El proceso de fabricación del material en bruto de PTFE induce tensiones internas. Durante el mecanizado, a medida que se elimina material, estas tensiones se liberan de manera desigual, lo que hace que la pieza se deforme y se mueva de formas impredecibles. Esto hace que mantener tolerancias ajustadas en una pieza terminada sea extremadamente difícil sin la liberación de tensión adecuada.
Los pilares del mecanizado de PTFE de precisión
Una estrategia exitosa para mecanizar PTFE se basa en algunos principios fundamentales que abordan directamente sus propiedades desafiantes.
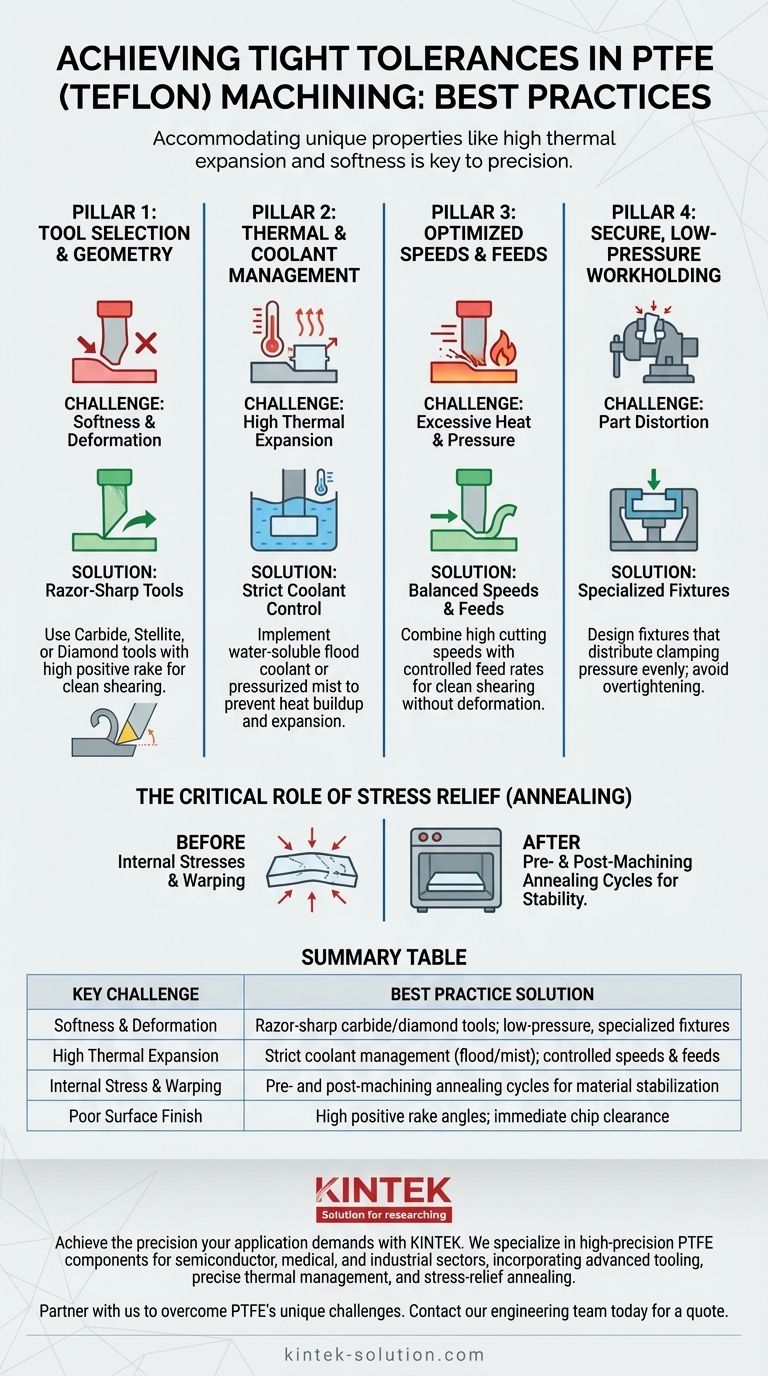
Pilar 1: Selección y geometría de la herramienta
El factor más importante es la nitidez de la herramienta. Las herramientas deben afilarse hasta obtener un filo de navaja para cortar el material limpiamente en lugar de empujarlo.
Se recomiendan herramientas de carburo, con punta de estelita o incluso herramientas de diamante debido a su capacidad para mantener un borde afilado. Un ángulo de desprendimiento positivo alto ayuda a levantar la viruta de la pieza de trabajo, reduciendo la fricción y la acumulación de calor.
Pilar 2: Gestión térmica y de refrigerantes
El control estricto de la temperatura no es negociable. El objetivo es eliminar el calor tan rápido como se genera para evitar que la expansión térmica afecte la precisión dimensional.
Un refrigerante de inundación soluble en agua es muy eficaz. Alternativamente, se pueden utilizar sistemas de aire a presión o nebulización para gestionar el calor y, lo que es igual de importante, eliminar las virutas que de otro modo podrían engancharse y dañar la superficie blanda.
Pilar 3: Velocidades y avances optimizados
El enfoque general es utilizar altas velocidades de corte combinadas con tasas de avance controladas. Las altas velocidades del husillo ayudan a garantizar un corte limpio, mientras que una velocidad de avance moderada evita una presión excesiva de la herramienta que podría deformar la pieza.
Encontrar el equilibrio adecuado es clave para lograr un buen acabado superficial sin generar calor excesivo.
Pilar 4: Sujeción de la pieza de trabajo segura y de baja presión
Los accesorios deben diseñarse específicamente para PTFE. Utilice accesorios que soporten una gran superficie de la pieza para distribuir uniformemente la presión de sujeción.
Evite apretar demasiado las mordazas o los mandriles. El objetivo es sujetar la pieza con la suficiente firmeza para resistir las fuerzas de corte, pero con la suficiente suavidad para evitar cualquier distorsión.
El papel crítico de la liberación de tensión (Recocido)
El recocido es el proceso de calentar un material a una temperatura específica y luego enfriarlo lentamente. Para piezas de PTFE con tolerancias ajustadas, este no es un paso opcional.
Recocido previo al mecanizado
Recocer el material en bruto de PTFE antes del mecanizado es crucial para estabilizar el material. Este proceso alivia las tensiones internas de la fabricación, proporcionando una pieza de trabajo más predecible y dimensionalmente estable para comenzar.
Recocido posterior al mecanizado
Después del mecanizado en bruto, se puede realizar un segundo ciclo de recocido para aliviar las tensiones inducidas por el proceso de corte. Esto es particularmente importante para piezas con geometrías complejas o tolerancias extremadamente ajustadas, ya que asegura que la pieza final no se deformará ni cambiará de dimensiones con el tiempo.
Comprender las compensaciones y las limitaciones
Incluso con una técnica perfecta, es vital reconocer las limitaciones inherentes del material.
Inestabilidad inherente del material
Debido a su alta expansión térmica y tendencia a la fluencia por tensión (deformación lenta bajo carga), el PTFE no es ideal para componentes que requieren una estabilidad dimensional absoluta a largo plazo en comparación con materiales como el acero o el PEEK. Las tolerancias deben establecerse de manera realista.
Menor resistencia mecánica
El PTFE tiene una resistencia a la tracción y a la compresión relativamente baja en comparación con otros polímeros de ingeniería como el nailon o el Delrin. Se elige por su lubricidad y resistencia química, no por su fortaleza mecánica.
Seguridad y producción de humos
Una consideración de seguridad crítica es que el PTFE produce humos tóxicos cuando se expone a temperaturas superiores a 500 °F (260 °C). Los procesos de mecanizado deben controlarse para garantizar que las temperaturas se mantengan muy por debajo de este umbral.
Una lista de verificación práctica para su próximo proyecto de PTFE
Utilice estas pautas para alinear su estrategia de mecanizado con su objetivo principal.
- Si su enfoque principal es la máxima precisión y estabilidad: Debe incorporar ciclos de recocido tanto previos como posteriores al mecanizado en su proceso.
- Si su enfoque principal es un excelente acabado superficial: Dé prioridad a herramientas excepcionalmente afiladas con un ángulo de desprendimiento positivo alto y utilice un refrigerante de inundación o nebulización constante para eliminar las virutas inmediatamente.
- Si su enfoque principal es evitar la deformación de la pieza: Diseñe accesorios especializados de baja fuerza de sujeción y minimice la presión de la herramienta utilizando herramientas afiladas y velocidades de avance controladas.
Dominar estos principios transforma el PTFE de un material desafiante a un componente predecible y confiable para aplicaciones de alto rendimiento.
Tabla de resumen:
| Desafío clave | Solución de mejores prácticas |
|---|---|
| Blandura y deformación | Herramientas de carburo/diamante como cuchillas de afeitar; accesorios especializados de baja presión |
| Alta expansión térmica | Gestión estricta del refrigerante (inundación/nebulización); velocidades y avances controlados |
| Tensión interna y deformación | Ciclos de recocido previos y posteriores al mecanizado para la estabilización del material |
| Mal acabado superficial | Ángulos de desprendimiento positivos altos; eliminación inmediata de virutas para evitar mellas |
Logre la precisión que exige su aplicación con KINTEK.
Mecanizar PTFE con tolerancias ajustadas requiere experiencia especializada y una atención meticulosa a los detalles, exactamente lo que ofrecemos. En KINTEK, fabricamos componentes de PTFE de alta precisión (sellos, revestimientos, material de laboratorio y más) para los sectores de semiconductores, médico, laboratorio e industrial. Nuestro proceso incorpora las mejores prácticas críticas descritas aquí, incluidas herramientas avanzadas, gestión térmica precisa y recocido para alivio de tensiones, para garantizar que sus piezas cumplan con las especificaciones exactas y funcionen de manera confiable.
Ya sea que necesite prototipos o producción de gran volumen, nos asociamos con usted para superar los desafíos únicos del PTFE. Hablemos de los requisitos de su proyecto y de cómo podemos ofrecerle la precisión que necesita.
Póngase en contacto con nuestro equipo de ingeniería hoy mismo para solicitar un presupuesto
Guía Visual
Productos relacionados
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Reactor de Politetrafluoroetileno (PTFE) Personalizable y Matraz de Teflón Resistente a la Corrosión
- Disco Dispersor de PTFE Resistente a la Corrosión y Pala de Agitación de Hélice para Altas Temperaturas para Mezcla Química de Laboratorio
- Bolas Personalizadas de PTFE Teflón para Aplicaciones Industriales Avanzadas
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
La gente también pregunta
- ¿Cuáles son los tamaños mínimos y máximos para mecanizar piezas de PTFE? Diseñe para el éxito sin límites universales
- ¿Cuáles son los beneficios clave del PTFE en la fabricación personalizada? Desbloquee el rendimiento en condiciones extremas
- ¿Qué industrias utilizan piezas de PTFE personalizadas y con qué fines? Resuelva desafíos críticos con materiales de alto rendimiento
- ¿Qué industrias se benefician más de las piezas de PTFE personalizadas? Resuelva desafíos de entornos extremos
- ¿Qué ventajas ofrecen las piezas de PTFE personalizadas para la eficiencia industrial? Aumente el tiempo de actividad y reduzca los costes



















