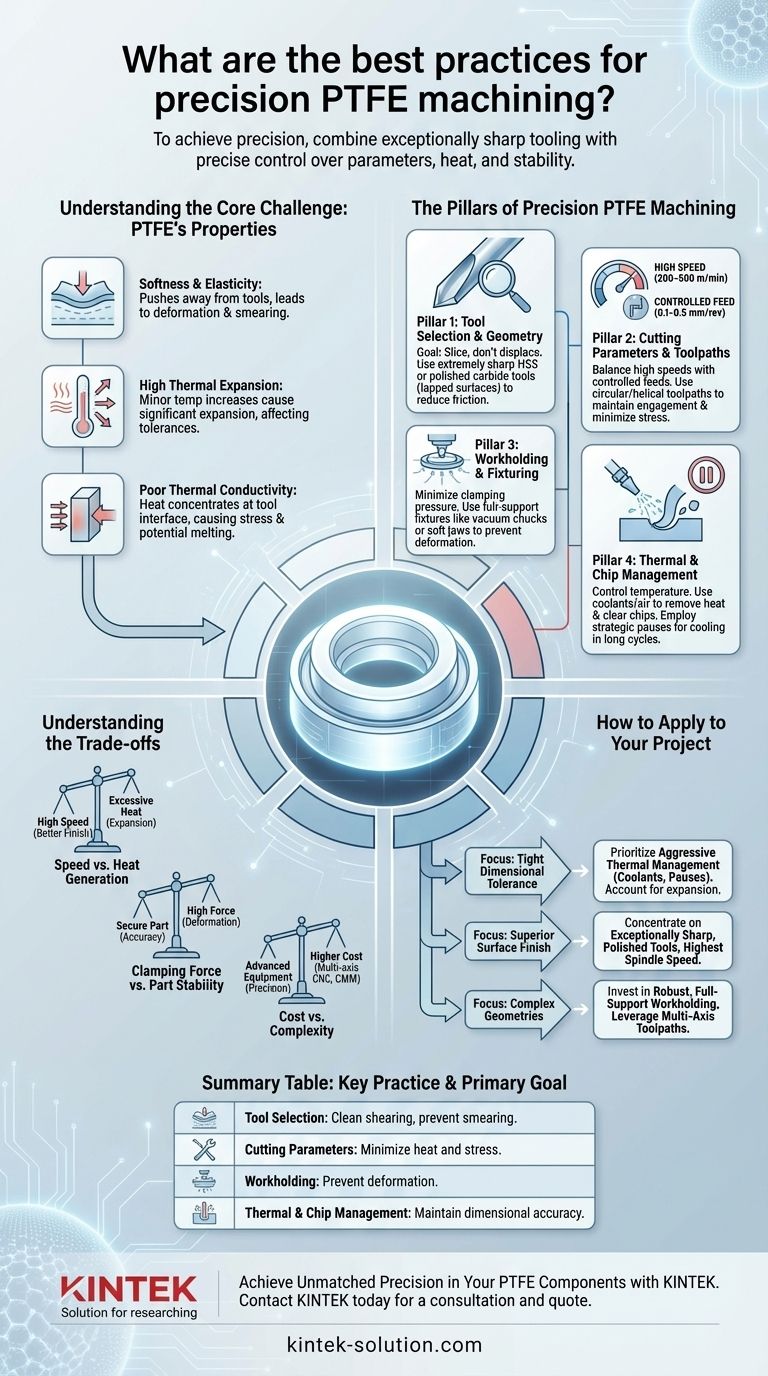
Para lograr precisión al mecanizar politetrafluoroetileno (PTFE), debe combinar utillaje excepcionalmente afilado con un control preciso de los parámetros de corte, la generación de calor y la estabilidad de la pieza de trabajo. Las prácticas fundamentales incluyen el uso de herramientas de HSS o carburo pulido, el mantenimiento de altas velocidades de corte (200–500 m/min) con velocidades de avance controladas (0.1–0.5 mm/rev) y el empleo de sujeciones seguras y de baja presión, como platos de vacío, para evitar que el material se deforme.
El desafío central del mecanizado de PTFE no es cortar el material, sino gestionar sus propiedades físicas únicas. Su suavidad, mala conductividad térmica y alta expansión térmica significan que el éxito depende más del control de la deformación y el calor que de la eliminación agresiva del material.

Comprender el desafío central: las propiedades del PTFE
Para mecanizar el PTFE de manera efectiva, primero debe respetar sus características fundamentales. Estas propiedades son ventajas en la aplicación final, pero crean obstáculos significativos durante la fabricación.
El impacto de la suavidad y la elasticidad
El PTFE es un material excepcionalmente blando que tiende a apartarse de la herramienta de corte en lugar de cortarse limpiamente.
El uso de herramientas desafiladas o con una forma incorrecta dará como resultado deformación, untado del material y rebabas significativas en lugar de un corte preciso.
El problema de la alta expansión térmica
El PTFE tiene un coeficiente de expansión térmica muy alto. Incluso los aumentos leves de temperatura debidos a la fricción del corte pueden hacer que el material se expanda significativamente.
Esta expansión puede alterar las dimensiones críticas, lo que dificulta mantener tolerancias ajustadas si el calor no se gestiona meticulosamente.
El desafío de la mala conductividad térmica
A diferencia de los metales, el PTFE es un excelente aislante térmico. No disipa bien el calor de la zona de corte.
El calor se concentra en la interfaz herramienta-material, lo que conduce rápidamente a la expansión térmica, una posible fusión y tensión en la pieza de trabajo.
Los pilares del mecanizado de precisión de PTFE
Dominar el PTFE requiere un enfoque holístico que aborde las propiedades del material a través de cuatro áreas clave de enfoque.
Pilar 1: Selección y geometría de la herramienta
La herramienta adecuada es el factor más crítico. El objetivo es rebanar el material, no desplazarlo.
Utilice bordes de corte extremadamente afilados. Un filo pulido y afilado como una navaja es innegociable para evitar empujar y deformar el material.
Seleccione el material de herramienta adecuado. Tanto las herramientas de acero de alta velocidad (HSS) como las de carburo son efectivas, pero las herramientas de carburo deben tener superficies muy pulidas (lapeadas) para reducir la fricción y la acumulación de material.
Pilar 2: Parámetros de corte y trayectorias de la herramienta
La configuración de su máquina debe optimizarse para minimizar la generación de calor y el estrés mecánico.
Equilibre las altas velocidades con avances controlados. Utilice altas velocidades de corte (200–500 m/min) para garantizar que la herramienta corte de manera eficiente, pero combínelo con una velocidad de avance moderada (0.1–0.5 mm/rev) para evitar una fricción excesiva.
Emplee trayectorias de herramienta estratégicas. Utilice trayectorias circulares o helicoidales para mantener un compromiso constante de la herramienta y minimizar las vibraciones. Evite cortes agresivos y de ancho completo, especialmente en secciones de pared delgada, para reducir la tensión.
Pilar 3: Sujeción y fijación de la pieza de trabajo
Dado que el PTFE se deforma fácilmente, la forma en que sujeta la pieza de trabajo es tan importante como la forma en que la corta.
Minimice la presión de sujeción. Apretar demasiado un tornillo de banco estándar comprimirá y distorsionará el material, lo que provocará dimensiones finales inexactas una vez que se libere la presión.
Proporcione soporte completo. Utilice accesorios que soporten toda la pieza de trabajo, como platos de vacío o mordazas blandas moldeadas a medida para la forma de la pieza, para garantizar la máxima estabilidad sin deformación.
Pilar 4: Gestión térmica y de virutas
Controlar la temperatura es esencial para mantener la precisión dimensional.
Utilice refrigerantes apropiados. Los refrigerantes de inundación o el aire comprimido pueden ayudar a eliminar el calor de la zona de corte y despejar las virutas fibrosas que el PTFE a menudo produce.
Considere pausas estratégicas. Para ciclos de corte largos o cortes profundos, la programación de pausas periódicas permite que el material se enfríe y se estabilice, evitando que la acumulación de calor comprometa las tolerancias.
Comprender las compensaciones
Lograr precisión con PTFE implica equilibrar factores en competencia. Comprender estos compromisos es clave para la solución de problemas y la optimización de procesos.
Velocidad frente a generación de calor
Si bien las altas velocidades de corte promueven un mejor acabado superficial, llevarlas demasiado lejos sin una refrigeración adecuada generará un calor excesivo, lo que provocará que la pieza se expanda y quede fuera de tolerancia. La velocidad óptima es a menudo la más alta posible antes de que los efectos térmicos se vuelvan inmanejables.
Fuerza de sujeción frente a estabilidad de la pieza
Una pieza segura previene el golpeteo y garantiza la precisión. Sin embargo, la suavidad del PTFE significa que la fuerza necesaria para la estabilidad en los metales causará una deformación significativa. El objetivo es encontrar la fuerza de sujeción mínima que aún elimine cualquier movimiento o vibración de la pieza.
Costo frente a complejidad
Lograr los niveles más altos de precisión a menudo requiere equipos avanzados. Las máquinas CNC multieje permiten geometrías complejas, y las máquinas de medición por coordenadas (CMM) son necesarias para verificar tolerancias ajustadas, lo que aumenta el costo y la complejidad general del proceso.
Cómo aplicar esto a su proyecto
Su estrategia de mecanizado específica debe guiarse por el resultado más crítico para su componente.
- Si su enfoque principal es la tolerancia dimensional ajustada: Priorice la gestión térmica agresiva utilizando refrigerantes y pausas, y asegúrese de que sus dimensiones programadas tengan en cuenta cualquier posible expansión térmica.
- Si su enfoque principal es un acabado superficial superior: Concéntrese en utilizar herramientas pulidas excepcionalmente afiladas a la mayor velocidad de husillo posible con una velocidad de avance controlada y constante.
- Si su enfoque principal es el mecanizado de geometrías complejas: Invierta en sujeción de piezas de trabajo robusta y de soporte completo y aproveche las trayectorias de herramienta multieje que minimizan la tensión y los cambios de herramienta.
En última instancia, mecanizar PTFE con precisión es un ejercicio de sutileza, lo que demuestra que una comprensión profunda del material es la herramienta más importante de todas.
Tabla de resumen:
| Práctica clave | Objetivo principal | Consideración clave |
|---|---|---|
| Selección y geometría de la herramienta | Corte limpio, prevenir el untado | Utilice herramientas de HSS o carburo pulido extremadamente afiladas. |
| Parámetros de corte | Minimizar el calor y la tensión | Altas velocidades (200-500 m/min), avances controlados (0.1-0.5 mm/rev). |
| Sujeción y fijación de la pieza de trabajo | Prevenir la deformación | Utilice métodos de soporte completo y baja presión, como platos de vacío. |
| Gestión térmica y de virutas | Mantener la precisión dimensional | Emplee refrigerantes/aire y pausas estratégicas para controlar el calor. |
Logre una precisión inigualable en sus componentes de PTFE con KINTEK
Mecanizar PTFE con estándares exigentes requiere experiencia especializada y un enfoque en la sutileza sobre la fuerza. En KINTEK, fabricamos componentes de PTFE de precisión —incluidos sellos, revestimientos y material de laboratorio personalizado— para los sectores de semiconductores, médico, laboratorio e industrial. Dominamos el equilibrio crítico de utillaje afilado, parámetros precisos y sujeción segura para entregar piezas con una precisión dimensional y acabados superficiales excepcionales, desde prototipos hasta tiradas de producción de gran volumen.
Permítanos aplicar nuestro profundo conocimiento del material a sus proyectos más desafiantes. Contacte con KINTEK hoy mismo para una consulta y presupuesto.
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Barras de PTFE personalizables para aplicaciones industriales avanzadas
La gente también pregunta
- ¿Qué opciones de personalización están disponibles para los materiales de PTFE? Adapte el rendimiento a su aplicación
- ¿Se pueden personalizar las piezas de PTFE mecanizadas? Logre soluciones de precisión para aplicaciones exigentes
- ¿Por qué el PTFE mecanizado es popular en el campo médico? Biocompatibilidad y precisión inigualables
- ¿Cómo se fabrican típicamente los recipientes y aparatos de laboratorio de PTFE? Dentro del proceso de mecanizado de precisión
- ¿Cuáles son las principales ventajas de usar PTFE para piezas personalizadas? Resuelva Desafíos de Ingeniería Complejos



















