En esencia, las empaquetaduras de PTFE son la opción preferida en las industrias alimentaria y farmacéutica porque sus propiedades fundamentales —ser químicamente inertes, no tóxicas y no contaminantes— abordan directamente la necesidad primordial de pureza y seguridad del producto. Este material no es solo un componente; es una parte integral del mantenimiento de los estrictos estándares regulatorios e higiénicos que definen estos sectores.
El desafío central en el procesamiento de alimentos y productos farmacéuticos es prevenir cualquier interacción entre el equipo y el producto en sí. El PTFE es la solución predeterminada porque su estabilidad molecular inherente garantiza que no reaccionará, no se filtrará ni contaminará productos sensibles, lo que lo convierte en una piedra angular de la fabricación segura y conforme a la normativa.

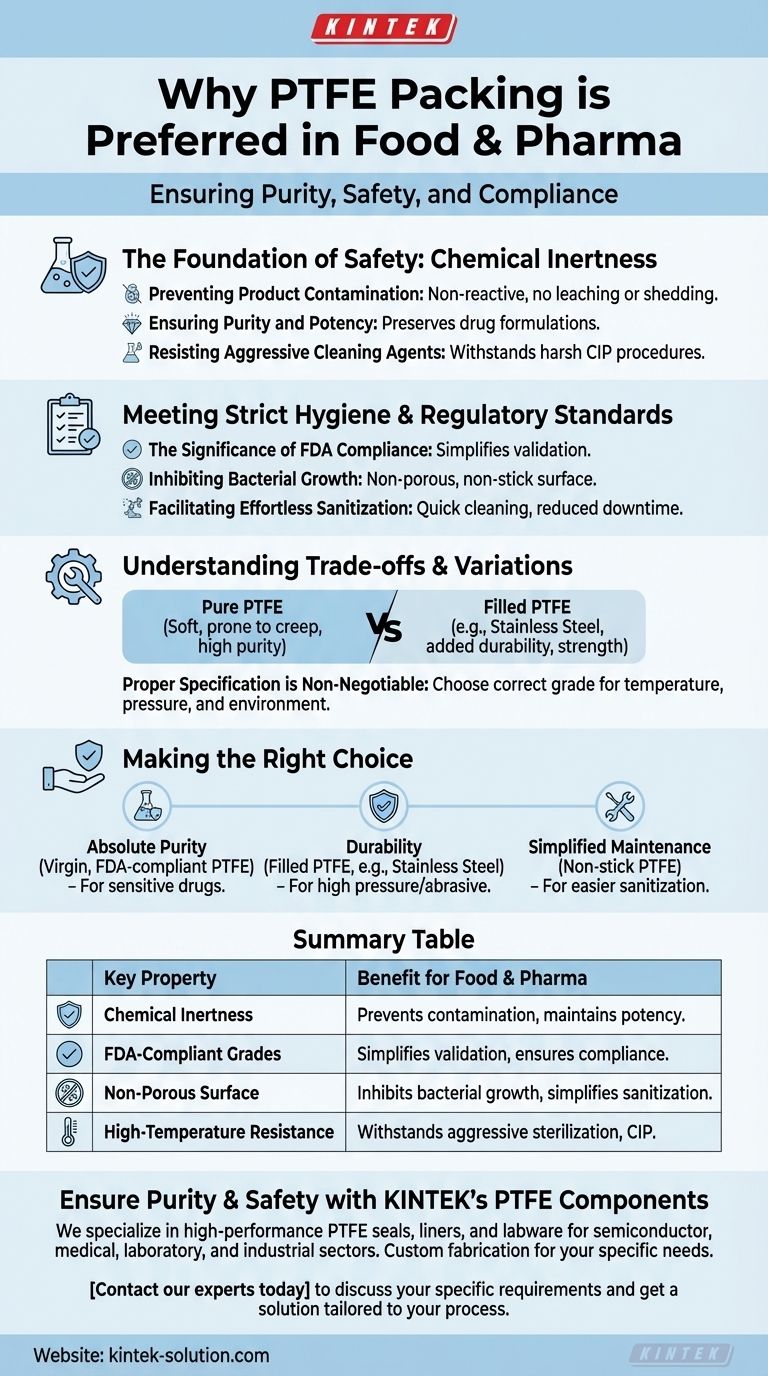
La base de la seguridad: inercia química
El atributo más crítico del PTFE (Politetrafluoroetileno), ampliamente conocido por la marca Teflon, es su inercia química. Esta propiedad no es una característica añadida, sino el resultado de su estructura molecular.
Prevención de la contaminación del producto
Debido a que el PTFE es excepcionalmente no reactivo, no libera productos químicos ni desprende partículas en los productos con los que entra en contacto. Esto es esencial para garantizar que los alimentos, las bebidas y los ingredientes farmacéuticos activos (API) permanezcan puros y sin adulterar durante todo el proceso de producción.
Garantizar la pureza y la potencia
En la industria farmacéutica, incluso una reacción minúscula entre un sello y un medicamento puede alterar la composición química del fármaco, comprometiendo su eficacia y seguridad. La inercia del PTFE garantiza que el material no reaccionará ni absorberá el producto, preservando su formulación prevista.
Resistencia a agentes de limpieza agresivos
Los equipos de alimentos y productos farmacéuticos deben someterse a rigurosos procedimientos de esterilización y limpieza en el lugar (CIP) que implican productos químicos agresivos y altas temperaturas. Las empaquetaduras de PTFE resisten estos regímenes agresivos sin degradarse, lo que garantiza su integridad y evita que se conviertan en una fuente de contaminación.
Cumplimiento de estrictos estándares de higiene y normativas
Más allá de sus propiedades químicas, el PTFE cumple con los requisitos operativos y legales de estas industrias altamente reguladas, proporcionando un camino fiable hacia el cumplimiento.
La importancia del cumplimiento de la FDA
El PTFE está disponible en grados que cumplen con las regulaciones de la FDA para materiales en contacto con alimentos. Esta aprobación simplifica el proceso de validación del equipo, proporcionando una garantía clara y documentada de que el material es seguro para su uso previsto.
Inhibición del crecimiento bacteriano
La superficie del PTFE es no porosa y excepcionalmente lisa. Esta característica antiadherente evita que se adhieran residuos y niega a las bacterias un lugar para colonizar, lo cual es un factor crítico para mantener las condiciones higiénicas.
Facilitación de una desinfección sin esfuerzo
La famosa cualidad antiadherente del PTFE simplifica significativamente la limpieza. Los equipos pueden desinfectarse de forma más rápida y eficaz, lo que reduce el tiempo de inactividad operativa y disminuye el riesgo de contaminación cruzada entre lotes.
Comprensión de las compensaciones y variaciones
Aunque el PTFE es un material superior, es importante comprender sus limitaciones prácticas y cómo se abordan en las aplicaciones del mundo real.
Limitaciones mecánicas del PTFE puro
El PTFE virgen puede ser relativamente blando y puede ser propenso a la "fluencia" o deformarse bajo alta presión o temperatura. Esto puede ser una limitación en aplicaciones mecánicas exigentes.
El papel de los rellenos para un rendimiento mejorado
Para superar estas debilidades mecánicas, el PTFE a menudo se mezcla con rellenos. Por ejemplo, el PTFE relleno de acero inoxidable se utiliza para añadir durabilidad y resistencia, lo que lo hace ideal para equipos que requieren tanto la inercia del PTFE como una mayor rigidez estructural.
La especificación correcta es innegociable
La eficacia de las empaquetaduras de PTFE depende totalmente de elegir el grado y el diseño correctos para la temperatura, la presión y el entorno químico específicos de la aplicación. Una especificación incorrecta puede provocar un fallo prematuro, anulando los beneficios del material.
Tomar la decisión correcta para su aplicación
La selección del material adecuado es una decisión crítica basada en su objetivo operativo principal.
- Si su enfoque principal es la pureza absoluta del producto para medicamentos sensibles: Insista en utilizar PTFE virgen y conforme a la FDA para garantizar una reactividad nula y evitar cualquier contaminante potencial de los rellenos.
- Si su enfoque principal es la durabilidad en procesos de alta presión o abrasivos: Considere un PTFE relleno, como las variantes con relleno de acero inoxidable o vidrio, para obtener la resistencia mecánica necesaria manteniendo la resistencia química.
- Si su enfoque principal es simplificar el mantenimiento y reducir el tiempo de limpieza: Aproveche las propiedades antiadherentes inherentes del PTFE para diseñar sistemas que sean más fáciles de desinfectar, aumentando así la eficiencia operativa.
En última instancia, la selección de PTFE es una decisión estratégica para incorporar la seguridad, la higiene y el cumplimiento normativo directamente en la base de su equipo de proceso.
Tabla resumen:
| Propiedad clave | Beneficio para alimentos y productos farmacéuticos |
|---|---|
| Inercia química | Previene la contaminación del producto y mantiene la potencia. |
| Grados conformes a la FDA | Simplifica la validación y garantiza el cumplimiento normativo. |
| Superficie no porosa | Inhibe el crecimiento bacteriano y simplifica la desinfección. |
| Resistencia a altas temperaturas | Soporta procesos agresivos de esterilización y CIP. |
Garantice la pureza y seguridad de sus productos con componentes de PTFE diseñados con precisión de KINTEK.
Nos especializamos en la fabricación de sellos, revestimientos y material de laboratorio de PTFE de alto rendimiento para los sectores de semiconductores, médico, laboratorio e industrial. Tanto si necesita la pureza absoluta del PTFE virgen para productos farmacéuticos sensibles como la durabilidad mejorada del PTFE relleno para aplicaciones exigentes, nuestros servicios de fabricación personalizados —desde prototipos hasta pedidos de gran volumen— le proporcionan la fiabilidad que necesita.
Póngase en contacto con nuestros expertos hoy mismo para analizar sus requisitos específicos y obtener una solución adaptada a su proceso.
Guía Visual
Productos relacionados
- Cesta de limpieza húmeda de PTFE de alta pureza, portaohetas individual para grabado de obleas, portaplacas de máscara de 4 pulgadas personalizable
- Porta cestas de limpieza de laboratorio de PTFE personalizado: Porta obleas resistente a ácidos y bases de alta pureza, estante para baños químicos sin contaminación de fondo bajo
- Tambor de materia prima PTFE de alta pureza y resistencia a la corrosión, 4L, sellado de tornillo, tanque de alimentación de bajo fondo
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
La gente también pregunta
- ¿Qué factores contribuyen a la integridad mecánica a largo plazo de las cestas florales de PTFE bajo ciclado térmico? Guía de expertos.
- ¿Cómo se comparan las cestas florales de PTFE con los portadores de cuarzo o acero inoxidable? Maximice el ROI con Soluciones de Bajo Costo Total de Propiedad
- ¿Cuál es el principio de funcionamiento de una canasta floral de PTFE? Optimice el flujo de fluidos y la pureza para la inmersión química
- ¿Cómo se utilizan las cestas de flores de PTFE en la fabricación de pantallas planas? Garantice la pureza en el procesamiento húmedo de FPD.
- ¿Cómo contribuye una cesta de flores de PTFE al enjuague y secado eficientes de los sustratos? Eficiencia de procesos de Boost Lab



















