La razón de la notable resistencia química del PTFE radica en su estructura molecular única. El politetrafluoroetileno (PTFE) se basa en un enlace extremadamente fuerte y estable entre los átomos de carbono y flúor, creando un material que es virtualmente impermeable al ataque de casi todos los disolventes, ácidos y bases comunes.
La inercia química del PTFE no es una cualidad superficial; es una propiedad fundamental derivada de su arquitectura molecular. Los potentes enlaces carbono-flúor forman un escudo químico protector, convirtiéndolo en uno de los plásticos más no reactivos conocidos.

La base molecular de la inercia del PTFE
Para comprender realmente por qué el PTFE es tan duradero, debemos observar su composición química. Las propiedades del material son un resultado directo de las interacciones entre sus átomos.
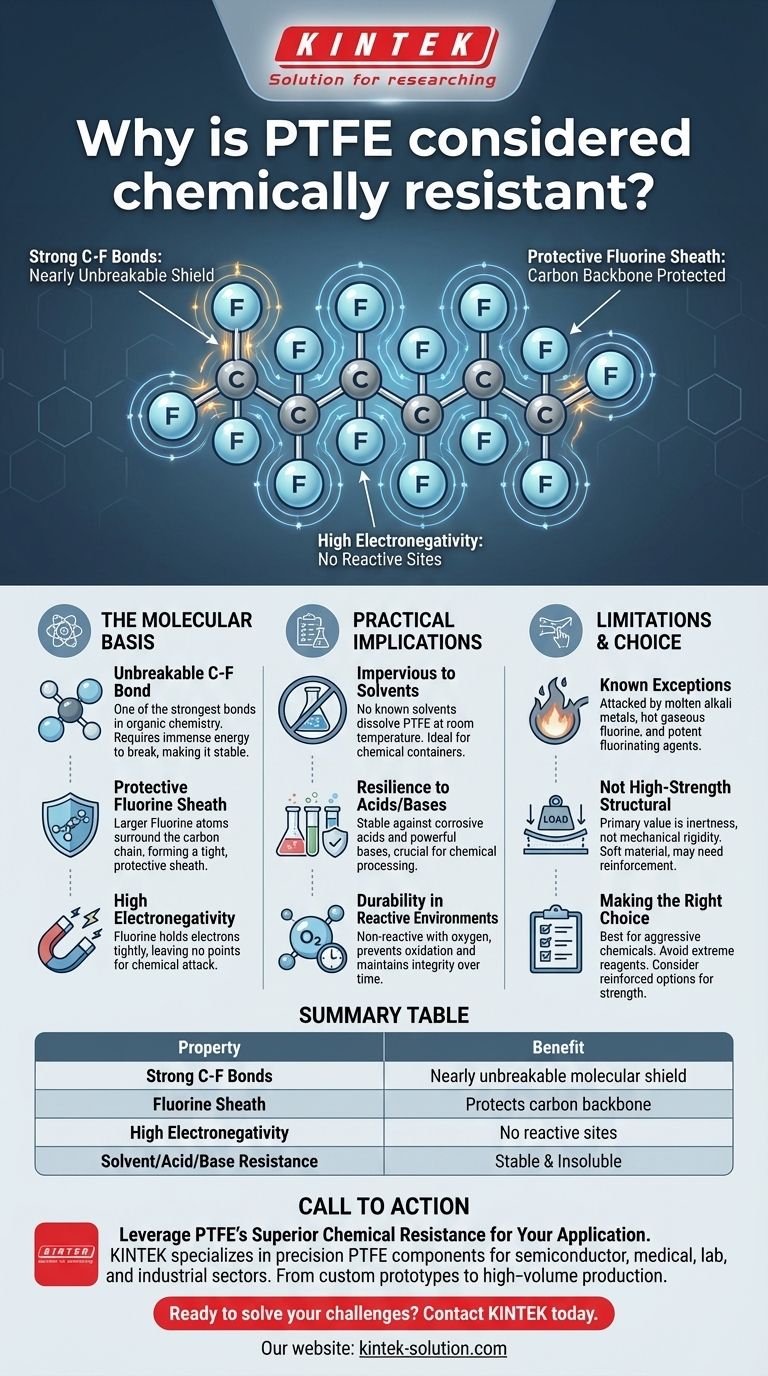
El enlace carbono-flúor inquebrantable
El enlace entre un átomo de carbono y un átomo de flúor es uno de los enlaces simples más fuertes en la química orgánica. Esta inmensa fuerza significa que se requiere una cantidad significativa de energía para romperlo, algo que la mayoría de los productos químicos simplemente no pueden proporcionar.
Una vaina protectora de flúor
En la cadena polimérica del PTFE, la columna vertebral de carbono está completamente rodeada de átomos de flúor. Estos átomos de flúor son más grandes que los átomos de carbono y crean efectivamente una "vaina" ajustada y uniforme que protege la cadena de carbono más vulnerable de ataques químicos externos.
Alta electronegatividad
El flúor es el elemento más electronegativo. Esto significa que retiene sus electrones con mucha fuerza, sin dejar puntos de ataque fáciles para que otras moléculas reactivas se adhieran. Esta falta de electrones disponibles hace que la superficie del PTFE sea extremadamente no reactiva.
Implicaciones prácticas de la resistencia extrema
Esta estabilidad molecular se traduce directamente en un rendimiento fiable en los entornos más exigentes.
Impermeable a los disolventes
El PTFE es famosamente no soluble. No se conocen disolventes que puedan disolverlo a temperatura ambiente o cercana, lo que lo hace ideal para recipientes, sellos y revestimientos que entran en contacto con una amplia variedad de productos químicos.
Resiliencia contra ácidos y bases
Desde ácidos altamente corrosivos hasta bases potentes, el PTFE permanece estable y no se degrada. Esto lo convierte en un material esencial en el procesamiento químico, la fabricación y los entornos de laboratorio donde el equipo está constantemente expuesto a sustancias agresivas.
Durabilidad en entornos reactivos
El material no reacciona con sustancias reactivas comunes, incluido el oxígeno. Esto previene la oxidación y asegura que el material mantenga su integridad durante largos períodos, incluso cuando se expone a condiciones adversas.
Comprender las limitaciones y las compensaciones
Aunque el PTFE es excepcionalmente resistente, no es completamente invencible. Comprender sus pocas debilidades es fundamental para una aplicación adecuada.
Las pocas excepciones conocidas
Solo un puñado de sustancias extremadamente agresivas pueden afectar al PTFE. Estas incluyen metales alcalinos fundidos (como el sodio), flúor gaseoso caliente y agentes fluorantes potentes como el trifluoruro de cloro y el difluoruro de oxígeno.
No es un material estructural de alta resistencia
La principal fortaleza del PTFE es su inercia química, no su rigidez mecánica. Es un material relativamente blando, lo que significa que puede no ser adecuado para componentes estructurales de alta carga sin refuerzo. Su valor reside en sus propiedades superficiales y estabilidad, no en su fuerza bruta.
Tomar la decisión correcta para su aplicación
Aprovechar el PTFE de manera efectiva significa adaptar sus propiedades únicas a sus necesidades operativas específicas.
- Si su enfoque principal es el manejo de ácidos, bases o disolventes orgánicos agresivos: El PTFE es el estándar de la industria y una de las opciones más fiables para prevenir la degradación del material y la contaminación.
- Si su entorno implica reactivos extremos como metales alcalinos fundidos o flúor elemental: Debe buscar materiales alternativos, ya que estas son las pocas sustancias conocidas capaces de atacar químicamente el PTFE.
- Si necesita resistencia química y alta resistencia mecánica: Considere opciones de PTFE reforzado o materiales compuestos que combinen la superficie inerte del PTFE con un núcleo estructural más fuerte.
En última instancia, comprender la fuerza molecular del PTFE le permite aprovechar con confianza su resistencia química casi universal en las aplicaciones más exigentes.
Tabla de resumen:
| Propiedad | Beneficio |
|---|---|
| Fuertes enlaces C-F | Crea un escudo molecular casi irrompible |
| Vaina de flúor | Protege la columna vertebral de carbono del ataque químico |
| Alta electronegatividad | No deja sitios reactivos para otras moléculas |
| Resistencia a disolventes | Insoluble en prácticamente todos los disolventes comunes |
| Resistencia a ácidos/bases | Estable incluso con sustancias altamente corrosivas |
Aproveche la resistencia química superior del PTFE para su aplicación
La inercia inigualable del PTFE lo convierte en el material ideal para componentes críticos en entornos hostiles. Ya sea que necesite sellos, revestimientos o material de laboratorio personalizado que pueda soportar productos químicos agresivos sin degradarse, KINTEK tiene la experiencia.
Nos especializamos en la fabricación de componentes de PTFE de precisión para los sectores de semiconductores, médico, laboratorio e industrial. Desde prototipos personalizados hasta producción de gran volumen, nos aseguramos de que sus piezas cumplan con los más altos estándares de resistencia química y rendimiento.
¿Listo para resolver sus desafíos de resistencia química? Contacte con KINTEK hoy mismo para discutir sus necesidades específicas y obtener un presupuesto para soluciones de PTFE fiables.
Guía Visual
Productos relacionados
- Sistema de Filtración de PTFE Personalizado Resistentes a Ácidos Grado Semiconductores de Alta Pureza para Procesamiento Químico
- Grifo de PTFE de Alta Resistencia a la Corrosión Válvula de Politetrafluoroetileno para Bidones de Almacenamiento Químico y Sistemas de Transferencia de Fluidos Grado Industrial Personalizable
- Sistema de Filtración al Vacío de PTFE y PFA Resistente a la Corrosión Personalizable y Antifragmentación para Laboratorio
- Filtro Resistentes a la Corrosión de PTFE con Conexiones de Válvula PFA y Placa Tamiz Integrada
- Jeringuilla de PTFE de 50 ml resistente a altas temperaturas y productos químicos, inyector de Teflon personalizado con sellado roscado para análisis de trazas
La gente también pregunta
- ¿Por qué los filtros de PTFE son ventajosos para el análisis gravimétrico? Logre una precisión y exactitud inigualables
- ¿Cómo beneficia la hidrofobicidad de los filtros de PTFE su uso? Garantizar un flujo de gas ininterrumpido y la filtración de disolventes
- ¿Qué resistencia a la temperatura ofrecen los filtros de PTFE? Estabilidad térmica inigualable de -200 °C a +260 °C
- ¿Cuáles son las aplicaciones típicas de los filtros de PTFE en la filtración científica? Domine la filtración de productos químicos y gases agresivos
- ¿Qué hace que los sistemas de filtración de PTFE sean ventajosos para uso industrial y científico? Estabilidad química y térmica inigualables



















