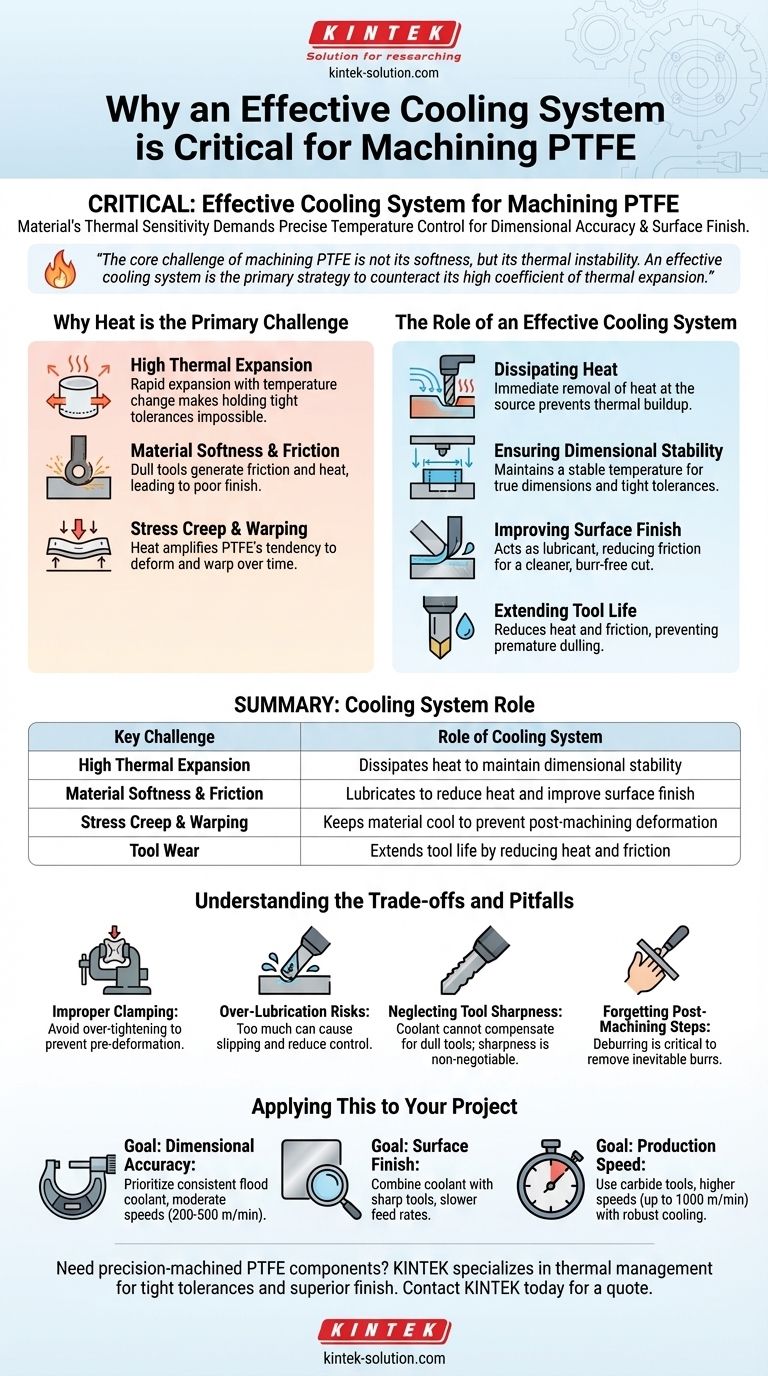
En resumen, mantener un sistema de refrigeración eficaz es fundamental al mecanizar PTFE porque el material es muy sensible al calor. Sin una gestión térmica adecuada, la fricción de la herramienta de corte genera calor rápidamente, provocando una expansión térmica significativa. Esto conduce directamente a la deformación de la pieza, una mala precisión dimensional y un acabado superficial rugoso.
El desafío central del mecanizado de PTFE no es su suavidad, sino su inestabilidad térmica. Un sistema de refrigeración eficaz es la estrategia principal para contrarrestar su alto coeficiente de expansión térmica, asegurando que la pieza final cumpla con las especificaciones dimensionales requeridas.

Por qué el calor es el principal desafío con el PTFE
Para comprender la necesidad de refrigeración, primero debemos entender las propiedades inherentes del material. A diferencia de los metales o los plásticos más duros, los mayores desafíos de mecanizado del PTFE provienen de su respuesta única a la temperatura y la presión.
Alto coeficiente de expansión térmica
El PTFE se expande y contrae con los cambios de temperatura mucho más que la mayoría de los otros materiales de ingeniería. Incluso un ligero aumento de calor en la interfaz de corte puede hacer que la pieza crezca, lo que hace imposible mantener tolerancias estrictas.
Suavidad del material y fricción
Aunque la suavidad del PTFE facilita el corte, también puede provocar una alta fricción. Una herramienta que no esté perfectamente afilada tenderá a empujar o "arar" el material en lugar de cortarlo limpiamente, generando calor excesivo y un mal acabado.
Fluencia por tensión y deformación
El PTFE tiene una tendencia a "fluir" (creep), o deformarse lentamente bajo presión sostenida. Este efecto se amplifica significativamente con el calor, que relaja el material y puede hacer que una pieza terminada se deforme o cambie de forma después del mecanizado.
El papel de un sistema de refrigeración eficaz
Un flujo constante de refrigerante cumple múltiples propósitos, todos destinados a contrarrestar las tendencias naturales del material y mantener el control sobre el proceso de mecanizado.
Disipación del calor en la fuente
La función más importante de un refrigerante es eliminar el calor de la herramienta y la pieza de trabajo a medida que se genera. Esta acción inmediata evita que el calor se acumule y cause expansión térmica.
Garantizar la estabilidad dimensional
Al mantener la pieza a una temperatura estable y fría, el refrigerante asegura que las dimensiones que está cortando sean las dimensiones reales del producto final. Esta es la clave para lograr y mantener tolerancias estrictas.
Mejora del acabado superficial
El refrigerante actúa como lubricante, reduciendo la fricción entre la herramienta y el material. Esto promueve una acción de corte más limpia, lo que minimiza las superficies rugosas y las rebabas que son comunes al mecanizar materiales blandos como el PTFE.
Extensión de la vida útil de la herramienta
Al reducir el calor y la fricción, el refrigerante también evita que el filo de corte de la herramienta se desafile prematuramente, lo que conduce a resultados más consistentes en tiradas de producción más largas.
Comprensión de las compensaciones y dificultades
La gestión térmica eficaz es más que simplemente aplicar refrigerante. Un resultado exitoso requiere un enfoque holístico que tenga en cuenta otras variables.
Presión de sujeción inadecuada
Debido a que el PTFE es blando y propenso a la fluencia por tensión, apretar demasiado la pieza en una mordaza o accesorio es un error común. Esto puede comprimir o deformar el material antes de realizar un corte, haciendo imposible la precisión dimensional.
Riesgos de lubricación excesiva
Aunque algo de lubricación ayuda, una cantidad excesiva de lubricante puede ser contraproducente. Puede hacer que la herramienta resbale o dificultar el mantenimiento de un control preciso, especialmente durante operaciones de acabado delicadas.
Descuidar el afilado de la herramienta
El refrigerante no puede compensar una herramienta desafilada. Una herramienta de corte afilada y pulida hecha de Acero Rápido (HSS) o carburo es innegociable, ya que corta con una fricción y generación de calor mínimas.
Olvidar los pasos posteriores al mecanizado
Incluso con una refrigeración y herramientas óptimas, la suavidad del PTFE significa que las rebabas son casi inevitables. El desbarbado es un paso final crítico para eliminar los bordes afilados que pueden causar problemas durante el montaje o provocar fallos prematuros de la pieza.
Aplicación esto a su proyecto
Utilice su objetivo principal para determinar su enfoque.
- Si su enfoque principal es la precisión dimensional: Priorice un sistema de refrigeración por inundación constante y utilice velocidades de corte moderadas (200-500 m/min) para eliminar la expansión térmica.
- Si su enfoque principal es el acabado superficial: Combine refrigerante con herramientas de corte extremadamente afiladas y pulidas y velocidades de avance más lentas para garantizar una acción de corte limpia que minimice el desgarro del material.
- Si su enfoque principal es la velocidad de producción: Utilice herramientas con punta de carburo en el extremo superior del rango de velocidad recomendado (hasta 1000 m/min), pero asegúrese de que su sistema de refrigeración sea lo suficientemente robusto para manejar la carga de calor aumentada.
En última instancia, dominar el mecanizado de PTFE significa respetar sus propiedades térmicas y utilizar la refrigeración como su principal herramienta de control.
Tabla de resumen:
| Desafío clave | Función del sistema de refrigeración |
|---|---|
| Alta expansión térmica | Disipa el calor para mantener la estabilidad dimensional |
| Suavidad del material y fricción | Lubrica para reducir el calor y mejorar el acabado superficial |
| Fluencia por tensión y deformación | Mantiene el material frío para prevenir la deformación posterior al mecanizado |
| Desgaste de la herramienta | Extiende la vida útil de la herramienta al reducir el calor y la fricción |
¿Necesita componentes de PTFE mecanizados con precisión que cumplan sus especificaciones exactas?
En KINTEK, nos especializamos en el mecanizado de PTFE para las industrias de semiconductores, médica y de laboratorio. Entendemos que controlar el calor es la clave para lograr la precisión dimensional y un acabado superficial superior en cada pieza.
Ofrecemos:
- Gestión térmica experta: Nuestras técnicas avanzadas de refrigeración previenen la deformación y aseguran tolerancias estrictas.
- Fabricación personalizada: Desde prototipos hasta pedidos de gran volumen, entregamos sellos, revestimientos y material de laboratorio de PTFE de precisión.
- Experiencia en materiales: Aprovechamos herramientas afiladas y parámetros de mecanizado óptimos para resultados impecables.
Permítanos manejar las complejidades del mecanizado de PTFE por usted. Contacte a KINTEK hoy para obtener una cotización y vea cómo nuestra producción de precisión puede beneficiar su proyecto.
Guía Visual
Productos relacionados
- Sistema de Reflujo y Condensación de Fluoruro de Hidrógeno PTFE Resistente a la Corrosión de Alta Temperatura con Embudo de Decantación y Botella de Recolección PFA
- Aparato de condensación con reflujo y recolección de gases de PTFE para procesamiento bioquímico corrosivo Sistema de alta temperatura personalizable
- Aparato de reflujo y condensación personalizado de PTFE con serpentín y sistema de recolección con matraz para procesamiento químico corrosivo
- Sistema de Filtración de PTFE Personalizado Resistentes a Ácidos Grado Semiconductores de Alta Pureza para Procesamiento Químico
- Sistema de reacción continua PTFE Embudo de goteo a presión constante con camisa Resistente a la corrosión Resistente al HF Personalizable
La gente también pregunta
- ¿Qué ventajas técnicas ofrecen los tubos de condensador de PTFE en cuanto a resistencia a la incrustación y mantenimiento? Aumente la eficiencia.
- ¿Cuáles son los beneficios específicos de utilizar tubos condensadores de PTFE en la industria de procesamiento químico? Maximice la Pureza del Laboratorio
- ¿Cuáles son las configuraciones típicas de los tubos condensadores de PTFE en aplicaciones industriales? Guía de diseño experto
- ¿Qué ventajas de mantenimiento ofrecen los tubos de condensador de PTFE en comparación con los tubos metálicos? Reduzca el tiempo de inactividad y las fallas corrosivas
- ¿Cuál es la función principal y la composición de un tubo condensador de PTFE? Soluciones de gestión térmica de alta pureza