En esencia, la estabilidad dimensional es una gran preocupación al mecanizar PTFE porque el material tiene dos características definitorias: una tasa extremadamente alta de expansión térmica y una tendencia a deformarse bajo tensión, un comportamiento conocido como fluencia (creep). Estas propiedades significan que una pieza puede tener dimensiones perfectas en la máquina, pero cambiar de tamaño o forma debido al calor generado durante el corte, a los cambios en la temperatura ambiente o a la liberación de tensiones internas.
El desafío con el PTFE no es cortarlo, sino asegurar que la pieza terminada se mantenga fiel a sus dimensiones previstas mucho después de que el mecanizado haya finalizado. El éxito requiere gestionar la inestabilidad inherente del material, no luchar contra ella.

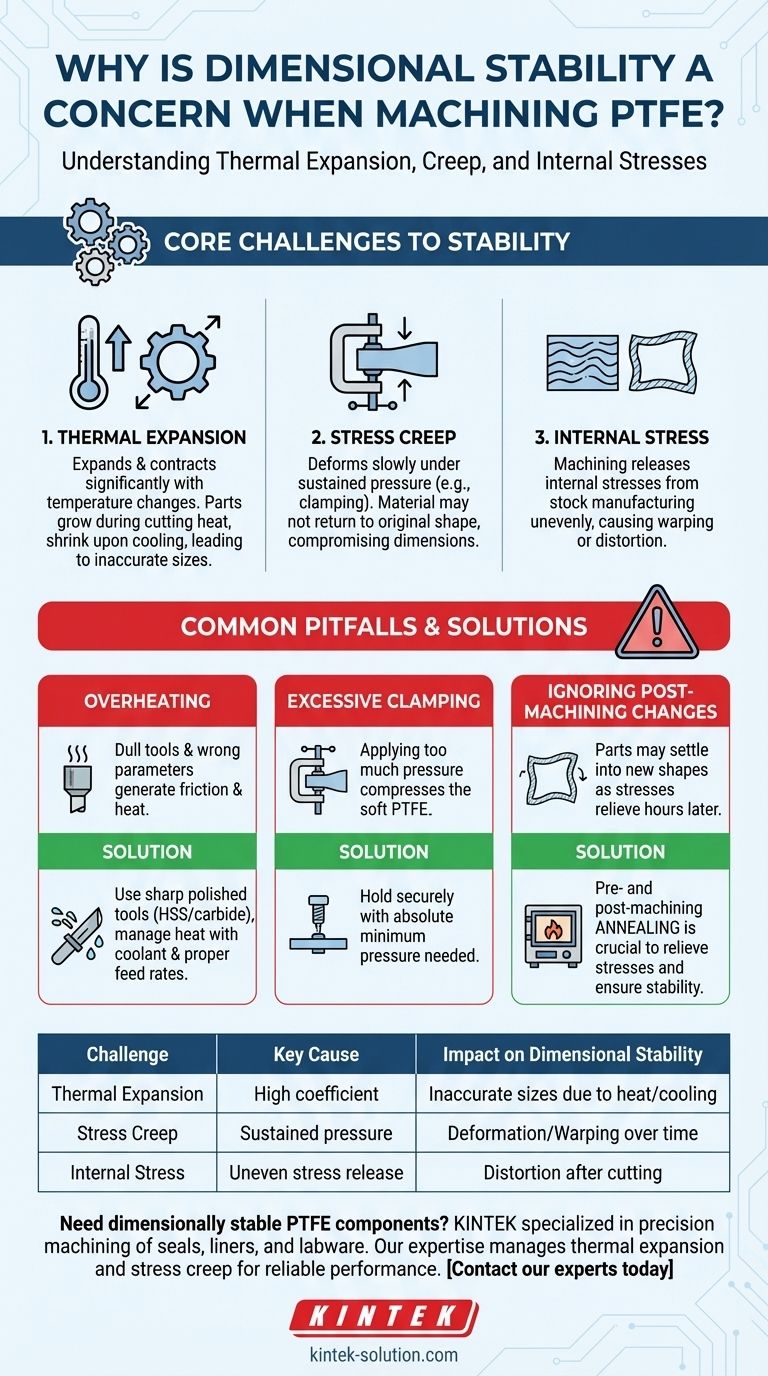
Los desafíos centrales para la estabilidad dimensional
Para mecanizar PTFE eficazmente, primero debe comprender las dos propiedades primarias del material que trabajan en contra de la precisión dimensional.
Alto coeficiente de expansión térmica
El PTFE se expande y contrae con los cambios de temperatura mucho más que los metales o incluso otros plásticos. Esto tiene implicaciones significativas durante y después del mecanizado.
El calor generado solo por el proceso de corte puede hacer que el material se expanda, lo que lleva a un corte inexacto. Una vez que la pieza se enfría, se contraerá a un tamaño menor que el medido en la máquina.
Incluso los cambios en la temperatura ambiente pueden alterar las dimensiones de una pieza terminada, lo que dificulta mantener tolerancias estrictas si el entorno operativo no está controlado.
Fluencia por tensión y memoria interna
El PTFE es un material blando que puede "fluir" o deformarse lentamente cuando se somete a una presión sostenida, como la de un tornillo de banco o una abrazadera. Apretar demasiado un dispositivo de sujeción puede comprimir el material, y es posible que no recupere completamente su forma original, lo que compromete las dimensiones finales.
Además, el proceso de fabricación de varillas o láminas de PTFE en bruto imparte tensiones internas. A medida que mecaniza material, libera estas tensiones de manera desigual, lo que puede hacer que la pieza se combe o se distorsione.
Errores comunes en el mecanizado de PTFE
Muchas prácticas comunes de mecanizado que funcionan para metales son contraproducentes para el PTFE y exacerbarán su inestabilidad inherente.
Sobrecalentamiento del material
Usar herramientas desafiladas o parámetros de corte incorrectos es el error más común. Esto genera fricción y calor excesivos, maximizando los efectos de la expansión térmica y arruinando la precisión.
Si bien a menudo se recomiendan velocidades de corte de 200 a 500 pies por minuto (SFM), el objetivo real es la gestión del calor. Una herramienta afilada con una alta velocidad de avance a menudo puede evacuar las virutas y el calor de manera más eficiente que un corte lento que permite que el calor se acumule.
Aplicación de presión de sujeción excesiva
Es fácil olvidar lo blando que es el PTFE. Aplicar la misma fuerza de sujeción utilizada para el aluminio comprimirá el material, lo que provocará errores dimensionales y potencialmente inducirá tensión que cause fluencia a largo plazo.
El objetivo es sujetar la pieza de forma segura con la presión mínima absoluta requerida.
Ignorar los cambios posteriores al mecanizado
Una pieza que está perfectamente dentro de las especificaciones inmediatamente después del corte final puede estar fuera de especificación horas después. Esto sucede a medida que la pieza vuelve a la temperatura ambiente o a medida que las tensiones internas liberadas hacen que se asiente en una nueva forma.
Sin tener esto en cuenta, la inspección final puede ser engañosa.
Mejores prácticas para mantener la estabilidad
Mecanizar PTFE con éxito implica un enfoque estratégico que tenga en cuenta las propiedades del material de principio a fin.
Utilice recocido (annealing) pre y post-mecanizado
El recocido es la técnica más efectiva para garantizar la estabilidad. Este proceso implica calentar el material a una temperatura específica y mantenerlo allí antes de enfriarlo lentamente.
Esto alivia las tensiones internas del proceso de fabricación, creando una pieza de trabajo mucho más estable antes de que comience a cortar. Un ciclo de recocido posterior al mecanizado puede proporcionar una estabilización final.
Controle sus parámetros de corte
Las herramientas y configuraciones correctas son fundamentales para minimizar el calor y la fuerza.
Utilice herramientas de corte extremadamente afiladas y pulidas, preferiblemente de Acero de Alta Velocidad (HSS) o carburo. Un borde afilado corta el material limpiamente en lugar de abrirse paso a la fuerza, lo que reduce el calor y la tensión.
Emplee velocidades de avance entre 0.002 y 0.010 pulgadas por revolución para asegurar que la herramienta esté cortando eficazmente, no solo rozando. El uso de un refrigerante también puede ser efectivo para controlar la expansión térmica durante el corte.
Diseñe teniendo en cuenta la naturaleza del material
Las piezas de PTFE más exitosas se diseñan teniendo en cuenta sus propiedades. Esto significa incorporar tolerancias que tengan en cuenta la expansión térmica esperada en el entorno operativo final de la pieza.
No espere que el PTFE mantenga las mismas tolerancias estrictas que el acero o el aluminio sin controles de proceso especializados.
Tomar la decisión correcta para su objetivo
Su enfoque debe adaptarse a los requisitos específicos de la pieza terminada.
- Si su enfoque principal es lograr la máxima precisión: Su proceso debe incluir un ciclo de recocido pre-mecanizado y realizarse en un entorno con temperatura controlada.
- Si su enfoque principal es la estabilidad de la pieza a largo plazo: Diseñe la pieza con tolerancias que tengan en cuenta la expansión térmica y utilice el recocido post-mecanizado para aliviar cualquier tensión inducida por el proceso de corte.
- Si su enfoque principal es la eficiencia de producción: Invierta en herramientas extremadamente afiladas y utilice un sistema de refrigeración para gestionar el calor, lo que permite parámetros de corte más agresivos pero controlados.
Al comprender y respetar las propiedades únicas del PTFE, puede producir de manera confiable componentes precisos y estables.
Tabla de resumen:
| Desafío | Causa clave | Impacto en la estabilidad dimensional |
|---|---|---|
| Expansión térmica | Alto coeficiente de expansión térmica | Las piezas se expanden durante el corte y se contraen después del enfriamiento, lo que provoca tamaños inexactos. |
| Fluencia por tensión (Stress Creep) | El material se deforma bajo presión sostenida | La fuerza de sujeción o las tensiones internas hacen que la pieza se combe o cambie de forma con el tiempo. |
| Tensión interna | Tensiones de las formas estándar de fabricación | El mecanizado libera la tensión de manera desigual, haciendo que la pieza se distorsione una vez completado el corte. |
¿Necesita componentes de PTFE dimensionalmente estables? KINTEK se especializa en el mecanizado de precisión de sellos, revestimientos y material de laboratorio de PTFE para las industrias de semiconductores, médica y de laboratorio. Nuestra experiencia en la gestión de la expansión térmica y la fluencia por tensión garantiza que sus piezas cumplan con las especificaciones exactas y permanezcan estables en su entorno operativo. Desde prototipos hasta pedidos de gran volumen, ofrecemos un rendimiento fiable. Contacte con nuestros expertos hoy mismo para analizar los requisitos de su proyecto.
Guía Visual
Productos relacionados
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
- Impulsor de agitación de PTFE resistente a la corrosión y disco de dispersión de politetrafluoroetileno personalizable
La gente también pregunta
- ¿Cuál es el principio de funcionamiento de una canasta floral de PTFE? Optimice el flujo de fluidos y la pureza para la inmersión química
- ¿Qué factores contribuyen a la integridad mecánica a largo plazo de las cestas florales de PTFE bajo ciclado térmico? Guía de expertos.
- ¿Cómo garantiza el diseño estructural de una cesta de flores de PTFE el acceso uniforme de fluidos a los sustratos? Optimice los rendimientos del laboratorio
- ¿Qué ventajas ofrecen las cestas de flores de PTFE para la industria fotovoltaica y de energía solar? Aumente la eficiencia de las celdas
- ¿Cómo contribuye una cesta de flores de PTFE al enjuague y secado eficientes de los sustratos? Eficiencia de procesos de Boost Lab



















