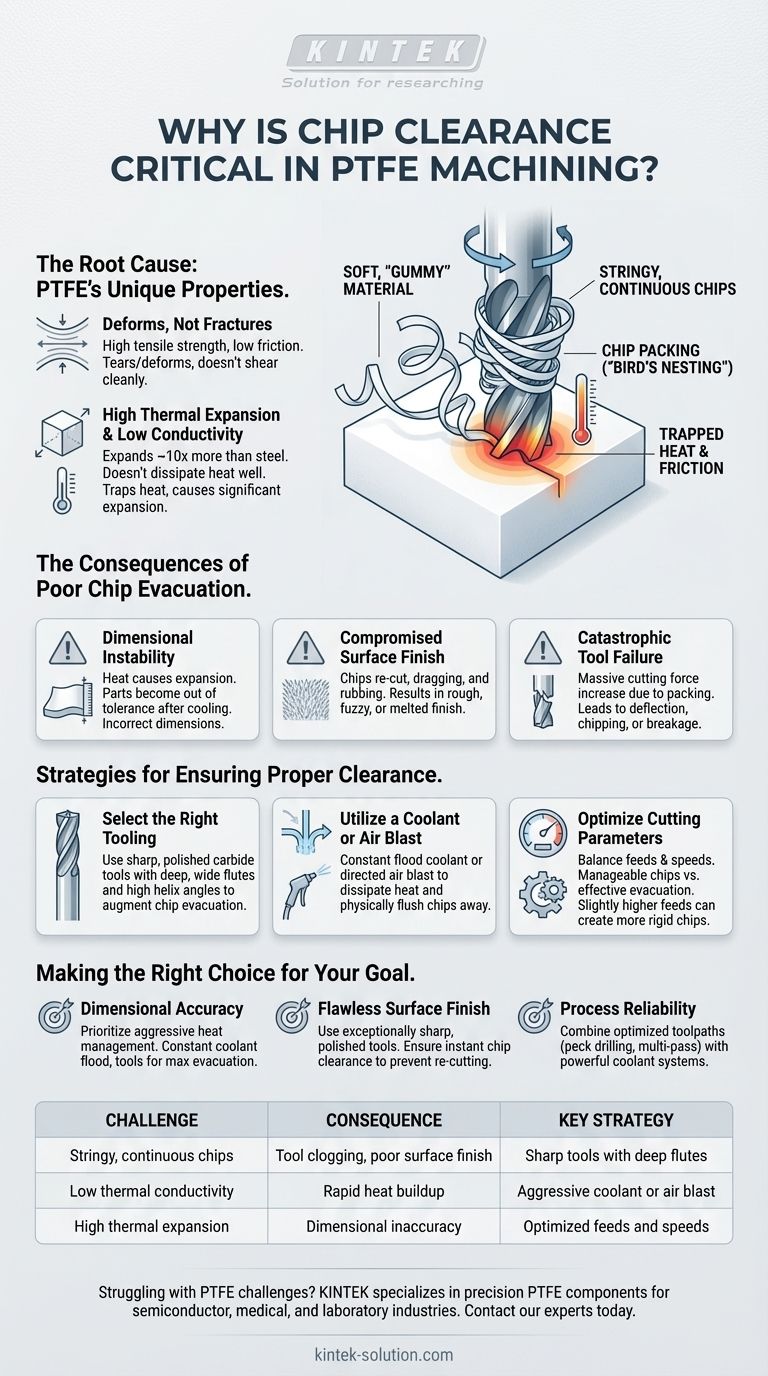
En el mecanizado de PTFE, la evacuación eficaz de las virutas es fundamental para prevenir la obstrucción. Dado que el PTFE es un material blando y "gomoso", produce virutas largas, continuas y fibrosas que no se rompen fácilmente. Estas virutas pueden enrollarse rápidamente alrededor de la herramienta y la pieza de trabajo, lo que provoca fallas catastróficas de la pieza, un mal acabado superficial y posibles daños en la herramienta.
El desafío principal en el mecanizado de PTFE no es cortar el material en sí, sino gestionar sus propiedades únicas. Priorizar la evacuación de las virutas es la estrategia principal para controlar la acumulación de calor y evitar que la alta expansión térmica del material arruine su trabajo.

La Causa Raíz: Las Propiedades Únicas del Material del PTFE
Para comprender la importancia de la evacuación de las virutas, primero debe entender cómo se comporta el PTFE bajo una herramienta de corte. A diferencia de los metales que producen virutas pequeñas y quebradizas, el PTFE reacciona de manera muy diferente.
Un Material que se Deforma, No se Fractura
El PTFE es excepcionalmente blando y tiene un bajo coeficiente de fricción. Cuando se corta, tiende a desgarrarse o deformarse en lugar de cortarse limpiamente.
Este comportamiento da como resultado la formación de virutas largas y parecidas a cintas que tienen una alta resistencia a la tracción. Estas virutas no se rompen naturalmente en trozos manejables.
El Problema de la Acumulación de Virutas
Estas virutas continuas y fibrosas tienden a enrollarse alrededor de la herramienta giratoria, creando un "nido de pájaros".
Esta masa enredada puede acumularse en las estrías de la herramienta, impidiendo por completo la evacuación de cualquier viruta nueva. En este punto, la herramienta deja de cortar y comienza a rozar, generando una fricción y un calor inmensos.
La Conexión con la Acumulación de Calor
El PTFE tiene una conductividad térmica muy baja, lo que significa que no disipa bien el calor. También tiene una tasa de expansión térmica muy alta, aproximadamente diez veces mayor que la del acero.
Cuando las virutas se acumulan alrededor de la herramienta, atrapan el calor directamente en el punto de corte. Este calor localizado hace que el material se expanda significativamente, haciendo imposible mantener la precisión dimensional.
Las Consecuencias de una Mala Evacuación de Virutas
No gestionar la evacuación de las virutas conduce directamente a los problemas más comunes encontrados al mecanizar PTFE. Cada falla importante se puede rastrear hasta este único problema.
Inestabilidad Dimensional
A medida que las virutas atrapadas generan calor, el PTFE se expande. Un orificio que se está perforando se volverá más pequeño y un diámetro que se está torneando se volverá más grande. Una vez que la pieza se enfría, estará dimensionalmente incorrecta y fuera de tolerancia.
Acabado Superficial Comprometido
Cuando las virutas no se eliminan eficazmente, a menudo son cortadas nuevamente por la herramienta. Esta acción de arrastre y fricción daña la superficie, dejando un acabado áspero, deshilachado o fundido en lugar de un corte limpio y suave.
Falla Catastrófica de la Herramienta
Una herramienta completamente obstruida con virutas acumuladas experimenta un aumento masivo en las fuerzas de corte. Esto puede provocar fácilmente que la herramienta se desvíe, se astille o se rompa por completo, dañando potencialmente la pieza de trabajo y el husillo de la máquina.
Estrategias para Garantizar una Evacuación Adecuada
El mecanizado exitoso de PTFE depende de un sistema diseñado para eliminar activa y agresivamente las virutas de la zona de corte.
Seleccione la Herramienta Adecuada
Las herramientas estándar para cortar metales no son ideales. Utilice herramientas de carburo afiladas con superficies muy pulidas y estrías profundas y anchas diseñadas para materiales blandos. Un ángulo de hélice alto en una fresa, por ejemplo, actúa como un taladro para extraer las virutas hacia arriba y fuera de una cavidad.
Utilice Refrigerante o Chorros de Aire
Un flujo constante de refrigerante cumple dos propósitos críticos: disipa el calor generado durante el corte y expulsa físicamente las virutas fibrosas de la herramienta.
En situaciones donde no se puede usar refrigerante líquido, un chorro dirigido de aire comprimido también puede ser efectivo para expulsar las virutas.
Optimice los Parámetros de Corte
Si bien a menudo se recomiendan velocidades de corte bajas para reducir el calor, es un acto de equilibrio. El objetivo es utilizar avances y velocidades que produzcan una viruta manejable mientras se permite una evacuación efectiva. A veces, una tasa de avance ligeramente mayor puede crear una viruta más rígida que es más fácil de empujar con el refrigerante.
Tomar la Decisión Correcta para su Objetivo
Su estrategia de mecanizado debe dictarse por la característica más crítica de su pieza final.
- Si su enfoque principal es una precisión dimensional ajustada: Priorice la gestión agresiva del calor con un flujo constante de refrigerante y herramientas diseñadas para la máxima evacuación de virutas.
- Si su enfoque principal es un acabado superficial impecable: Utilice herramientas excepcionalmente afiladas y pulidas y asegúrese de que las virutas se eliminen instantáneamente para evitar cualquier recorte o roce.
- Si su enfoque principal es la fiabilidad del proceso para la producción: Combine trayectorias de herramientas optimizadas (como perforación por inmersión o fresado multipaso) con un potente sistema de refrigeración para garantizar que las virutas nunca tengan la oportunidad de acumularse.
En última instancia, dominar la evacuación de las virutas es la clave para mecanizar PTFE con precisión y repetibilidad.
Tabla Resumen:
| Desafío | Consecuencia | Estrategia Clave |
|---|---|---|
| Virutas fibrosas y continuas | Obstrucción de la herramienta, mal acabado superficial | Herramientas afiladas con estrías profundas |
| Baja conductividad térmica | Rápida acumulación de calor | Refrigerante agresivo o chorro de aire |
| Alta expansión térmica | Imprecisión dimensional | Avances y velocidades optimizados |
¿Tiene problemas con los desafíos del mecanizado de PTFE? KINTEK se especializa en componentes de PTFE de precisión para las industrias de semiconductores, médica y de laboratorio. Nuestra experiencia en fabricación personalizada, desde prototipos hasta pedidos de gran volumen, garantiza que sus piezas se mecanizan con los más altos estándares, con la evacuación de virutas y la gestión térmica optimizadas para su aplicación. Contacte con nuestros expertos hoy mismo para discutir su proyecto y lograr resultados fiables y repetibles.
Guía Visual
Productos relacionados
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
- Disco de dispersión PTFE grado alimenticio y cosmético, paleta de agitación grande antiadherente y resistente a la corrosión, impulsor personalizable
La gente también pregunta
- ¿Qué ventajas ofrecen las cestas de flores de PTFE para la industria fotovoltaica y de energía solar? Aumente la eficiencia de las celdas
- ¿Cuáles son las funciones principales y las características de diseño de un cesto floral de PTFE? Optimice el Procesamiento Químico de Alta Pureza
- ¿Cuál es el principio de funcionamiento de una canasta floral de PTFE? Optimice el flujo de fluidos y la pureza para la inmersión química
- ¿Cuál es el rango de temperatura de funcionamiento de las cestas de flores de PTFE? Límites térmicos y rendimiento de -200 °C a +260 °C.
- ¿Qué factores contribuyen a la integridad mecánica a largo plazo de las cestas florales de PTFE bajo ciclado térmico? Guía de expertos.



















