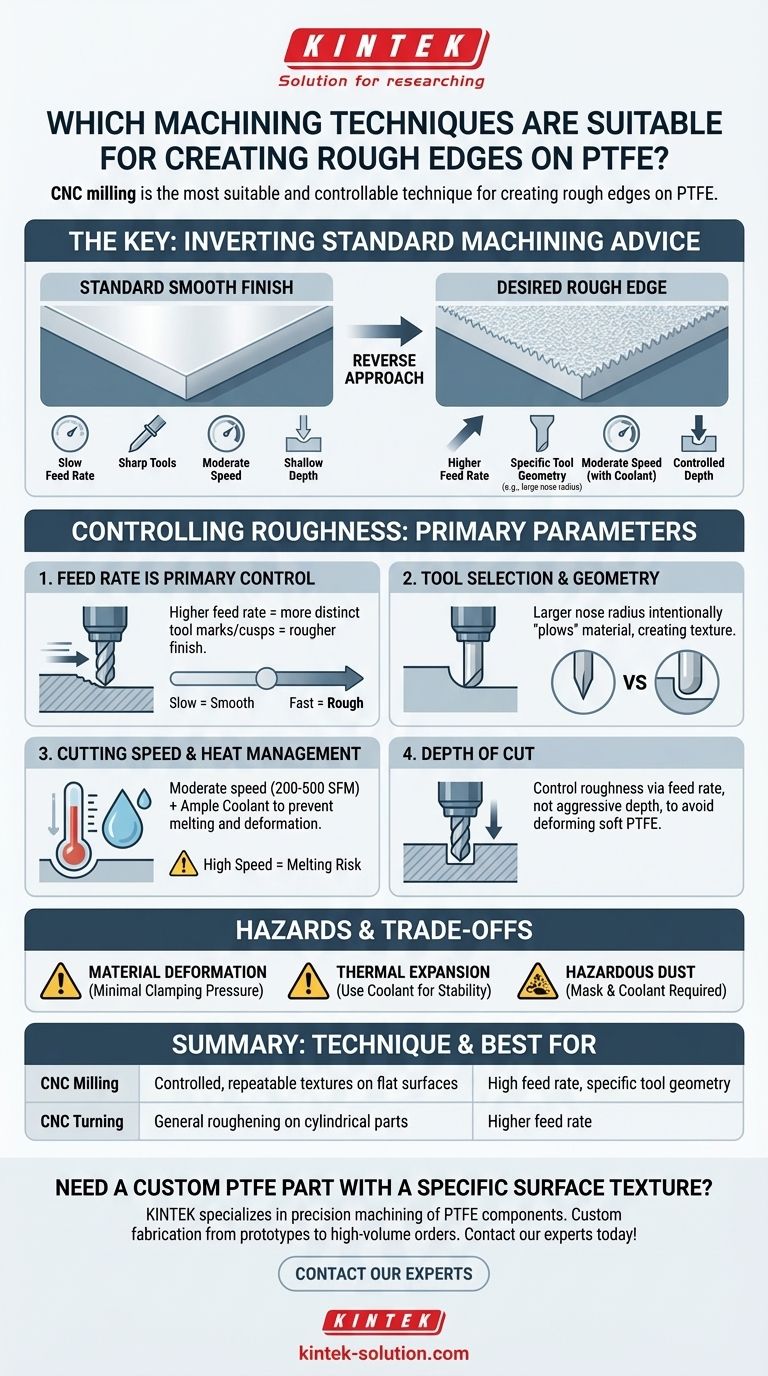
En resumen, el fresado CNC es la técnica más adecuada y controlable para crear bordes rugosos en PTFE. Si bien otros métodos como el torneado también se pueden utilizar, el fresado ofrece una flexibilidad superior para generar texturas superficiales específicas y repetibles manipulando con precisión las herramientas y los parámetros de corte.
La clave para lograr un acabado rugoso en PTFE no reside en elegir un proceso de mecanizado único, sino en ajustar intencionalmente los parámetros de mecanizado estándar —como la velocidad de avance y la selección de la herramienta— para que trabajen en contra del objetivo típico de una superficie lisa.

Por qué se deben invertir los consejos estándar de mecanizado
El politetrafluoroetileno (PTFE) es un polímero excepcionalmente blando y sensible a la temperatura. La mayoría de las guías de mecanizado se centran en superar estas propiedades para lograr un acabado liso y tolerancias ajustadas.
Para crear un borde rugoso, debe aprovechar deliberadamente estas propiedades modificando el enfoque estándar. Esto requiere un equilibrio cuidadoso, ya que las técnicas agresivas pueden provocar fácilmente deformación del material, fusión o una mala precisión dimensional.
El papel del fresado CNC
El fresado CNC utiliza una herramienta de corte giratoria de múltiples puntas para eliminar material de una pieza de trabajo estacionaria. Este método es ideal para crear texturas porque puede controlar la trayectoria de la herramienta con extrema precisión sobre una superficie. Permite crear desde un acabado rugoso uniforme hasta texturas intrincadas y estampadas.
El papel del torneado CNC
El torneado CNC se utiliza principalmente para piezas cilíndricas. Una herramienta de un solo punto se mueve a lo largo de una pieza de trabajo giratoria. Si bien se puede utilizar para crear un acabado rugoso (a menudo visto como surcos finos), es menos versátil que el fresado para generar texturas complejas o no uniformes en bordes planos.
Control de la rugosidad: Los parámetros clave de mecanizado
Lograr una rugosidad específica es una función de cómo interactúa la herramienta de corte con el material. Los siguientes parámetros son sus palancas principales de control.
H3: La velocidad de avance es su control principal
La velocidad de avance —la rapidez con la que la pieza de trabajo se mueve en relación con la herramienta de corte— tiene el impacto más directo en la rugosidad de la superficie.
Para un acabado liso, los operarios utilizan una velocidad de avance lenta. Para lograr un acabado más rugoso, debe utilizar una velocidad de avance mayor. Esto hace que la herramienta deje marcas o "cúspides" más distintivas en la superficie del material con cada pasada.
H3: La selección y geometría de la herramienta son importantes
El consejo estándar exige herramientas extremadamente afiladas, a menudo hechas de Acero Rápido (HSS) o carburo, para cizallar el material limpiamente.
Para aumentar la rugosidad, considere usar una herramienta con una geometría específica, como un radio de punta mayor. Esto puede "arar" intencionalmente el material en un pequeño grado, creando un acabado más texturizado que una herramienta afilada y puntiaguda.
H3: Velocidad de corte y gestión del calor
El PTFE tiene un alto coeficiente de expansión térmica y no disipa bien el calor. Si bien las altas velocidades de corte pueden contribuir a un acabado más rugoso, también corren el riesgo de fundir el material.
Es fundamental operar dentro de un rango de velocidad moderado (200 a 500 pies superficiales por minuto) y utilizar refrigerante abundante para controlar la temperatura. Esto evita que la superficie se derrita y asegura que la rugosidad se deba al corte mecánico y no a daños térmicos.
H3: Profundidad de corte
Se recomienda una profundidad de corte superficial para un acabado liso. Si bien un corte más profundo puede inducir más presión de la herramienta y vibración, lo que podría aumentar la rugosidad, también aumenta significativamente el riesgo de deformar el PTFE blando. Generalmente, es mejor controlar la rugosidad a través de la velocidad de avance en lugar de una profundidad de corte agresiva.
Comprensión de las compensaciones y peligros
El mecanizado de PTFE presenta desafíos únicos que deben gestionarse, especialmente al desviarse de los procedimientos estándar.
H3: Deformación del material
El PTFE es blando y se comprime fácilmente. Es esencial una presión de sujeción mínima. Apretar demasiado la pieza de trabajo en una mordaza hará que se deforme, lo que provocará dimensiones inexactas una vez que se suelte la pieza.
H3: Expansión térmica
Debido a que el PTFE se expande significativamente con el calor, cualquier aumento de temperatura durante el mecanizado hará que la pieza crezca. Esto dificulta el logro de tolerancias ajustadas. Usar refrigerante no es solo para el acabado; es fundamental para la estabilidad dimensional.
H3: Polvo peligroso
El mecanizado de PTFE produce polvo de partículas finas. Este polvo puede ser peligroso si se inhala. Utilice siempre una mascarilla o asegúrese de que el trabajo se realice bajo un flujo constante de refrigerante para suprimir la creación de polvo.
Tomar la decisión correcta para su objetivo
Su enfoque debe dictarse por el tipo de rugosidad que necesita y la precisión que exige su aplicación.
- Si su enfoque principal es una textura controlada y repetible: Utilice el fresado CNC y priorice la manipulación de la velocidad de avance mientras utiliza una geometría de herramienta específica y refrigerante generoso.
- Si su enfoque principal es el desbaste general para la adhesión: Una operación de torneado o fresado más rápida con una velocidad de avance mayor puede ser suficiente, pero siempre controle la acumulación de calor.
- Si su enfoque principal es la seguridad y la precisión: Utilice siempre refrigerante para controlar la expansión térmica y suprimir el polvo peligroso, y aplique una presión de sujeción mínima para evitar la deformación.
En última instancia, lograr el acabado rugoso correcto en PTFE es un proceso deliberado de equilibrar estos parámetros para obtener la textura que necesita sin comprometer la integridad de la pieza.
Tabla de resumen:
| Técnica | Ideal para | Parámetro clave para la rugosidad |
|---|---|---|
| Fresado CNC | Texturas controladas y repetibles en superficies planas | Alta velocidad de avance, geometría de herramienta específica |
| Torneado CNC | Desbaste general en piezas cilíndricas | Mayor velocidad de avance |
¿Necesita una pieza de PTFE personalizada con una textura superficial específica?
En KINTEK, nos especializamos en el mecanizado de precisión de componentes de PTFE como sellos, revestimientos y material de laboratorio. Nuestra experiencia en el equilibrio de parámetros como la velocidad de avance y la selección de herramientas nos permite crear el acabado rugoso exacto que necesita para aplicaciones en los sectores de semiconductores, médico, laboratorio e industrial, todo mientras garantizamos la precisión dimensional y la integridad del material.
Ofrecemos fabricación personalizada desde prototipos hasta pedidos de gran volumen. ¡Póngase en contacto con nuestros expertos hoy mismo para discutir su proyecto y obtener un presupuesto!
Guía Visual
Productos relacionados
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Frascos de molienda personalizados de PTFE para molino de bolas de 50 ml: Recipiente de laboratorio resistente a la corrosión y de bajo fondo
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Cortador de Membrana Filtro Circular de PTFE de Alta Pureza con Cuchilla de Cerámica para Análisis de Trazas y Preparación de Muestras en Laboratorios CDC
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
La gente también pregunta
- ¿Qué material se utiliza para moldear material de laboratorio de PTFE? La función crítica de la resina de PTFE pura
- ¿Qué opciones de personalización están disponibles para los materiales de PTFE? Adapte el rendimiento a su aplicación
- ¿Qué tipos de productos terminados se fabrican con PTFE? Juntas, cojinetes, material de laboratorio y más
- ¿Cuál es el rango de temperatura operativo para el material de laboratorio de PTFE? Dominando los límites térmicos de -200°C a +260°C
- ¿Cuáles son las ventajas mecánicas y de seguridad de utilizar aparatos de PTFE en un laboratorio? Mejora la Seguridad y la Durabilidad



















