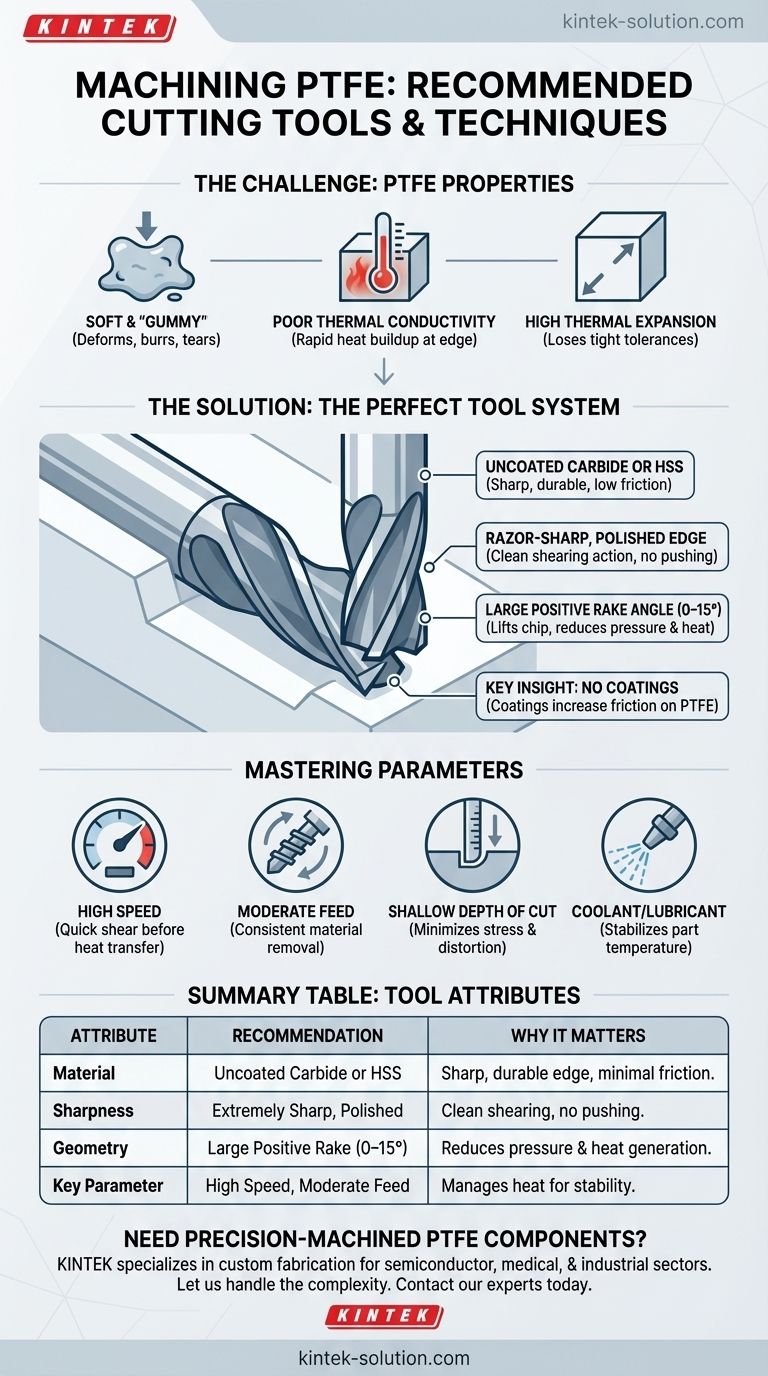
Para el mecanizado de PTFE, las herramientas más recomendadas son fresas de carburo o acero rápido (HSS) sin recubrimiento y extremadamente afiladas. Estas herramientas deben presentar filos de corte pulidos y ángulos de despegue positivos amplios. Esta combinación específica está diseñada para cizallar el material blando limpiamente en lugar de empujarlo, lo que minimiza la fricción, la generación de calor y la deformación del material.
El desafío central en el mecanizado de politetrafluoroetileno (PTFE) no es su dureza, sino su blandura, baja conductividad térmica y alta expansión térmica. El éxito depende menos del material de la herramienta por sí solo y más de un sistema completo: geometría de la herramienta, afilado y parámetros de mecanizado, todos optimizados para lograr una acción de corte limpia con una mínima aportación de calor.

Por qué el mecanizado de PTFE es un desafío único
El PTFE se comporta de manera muy diferente a los metales e incluso a otros plásticos durante el mecanizado. Comprender sus propiedades fundamentales es esencial para entender por qué se requieren herramientas y técnicas específicas.
Es blando y "gomoso"
El PTFE es un material blando que tiende a deformarse o desgarrarse bajo presión en lugar de astillarse limpiamente como un metal. Una herramienta incorrecta "arará" el material, creando un acabado superficial deficiente y rebabas significativas.
Tiene mala conductividad térmica
El material no disipa bien el calor. Cualquier fricción del proceso de corte provoca que el calor se acumule rápidamente justo en el filo de la herramienta, lo que puede hacer que el PTFE se derrita fácilmente y ensucie la fresa.
Se expande significativamente con el calor
El PTFE tiene un coeficiente de expansión térmica muy alto. Incluso un pequeño aumento de temperatura durante el mecanizado puede hacer que la pieza se expanda, lo que hace imposible mantener tolerancias dimensionales ajustadas. La pieza puede estar dentro de las especificaciones cuando está caliente, pero fuera de especificación una vez que se enfría.
Selección de la herramienta de corte adecuada: una mirada más profunda
La herramienta de corte ideal para PTFE está diseñada para contrarrestar los desafíos mencionados anteriormente. El enfoque está completamente en reducir la fricción y las fuerzas de corte.
Material de la herramienta: Carburo y HSS
Las herramientas de punta de carburo o de carburo sólido se prefieren a menudo. Su principal ventaja es la capacidad de ser rectificadas hasta obtener un filo muy afilado y duradero, lo cual es fundamental para una acción de cizallamiento limpia.
El acero rápido (HSS) es también una opción excelente y ampliamente utilizada. Al igual que el carburo, puede afilarse hasta la nitidez necesaria para el PTFE.
El papel fundamental de la geometría de la herramienta
La forma y el estado de la herramienta son más importantes que el material del que están hechas.
La extrema nitidez y los filos pulidos no son negociables. Un filo pulido o lapeado, afilado como una navaja, corta el material con una fuerza mínima, reduciendo la fricción y el calor. Las herramientas desafiladas causarán problemas de inmediato.
Los ángulos de despegue positivos son esenciales. Un ángulo de despegue positivo amplio (a menudo en el rango de 0 a 15 grados) ayuda a levantar la viruta de PTFE y a guiarla lejos de la pieza de trabajo de manera eficiente. Esto reduce drásticamente la presión de corte y la generación de calor.
La ventaja del sin recubrimiento es una idea clave. Si bien los recubrimientos como el nitruro de titanio (TiN) son beneficiosos para mecanizar metales duros, pueden aumentar la fricción al cortar PTFE blando. Una herramienta simple, sin recubrimiento pero con una superficie muy pulida, es superior para esta aplicación.
Dominio de los parámetros de mecanizado
La herramienta adecuada solo es efectiva cuando se combina con los parámetros de proceso correctos. Su objetivo es introducir y retirar la herramienta del corte antes de que el calor tenga la oportunidad de acumularse en la pieza.
Altas velocidades y avances moderados
Se recomiendan altas velocidades de corte (por ejemplo, 200–500 m/min o 656–1640 pies/min). Esto permite que el filo afilado realice un cizallamiento limpio antes de que se transfiera calor significativo a la pieza de trabajo.
Combine esto con una velocidad de avance moderada (por ejemplo, 0.1–0.2 mm/rev). Esto asegura una eliminación de material constante sin permanecer en un solo lugar, lo que generaría calor excesivo.
Profundidad de corte superficial
Utilice una profundidad de corte superficial (por ejemplo, 0.5–1.5 mm). Tomar pasadas ligeras minimiza la tensión en el material, evitando que se distorsione, se flexione lejos de la fresa o acumule calor excesivo.
La importancia de la refrigeración
El uso de un refrigerante o lubricante puede ser muy efectivo para gestionar la pequeña cantidad de calor que se genera. Esto ayuda a estabilizar la temperatura de la pieza y a mejorar la precisión dimensional.
Errores comunes a evitar
Incluso con la configuración correcta, los errores son comunes debido a la naturaleza única del PTFE.
Deformación del material, no corte
Si observa rebabas pesadas o un acabado superficial "deslustrado", es una señal clara de que su herramienta está desafilada o tiene la geometría incorrecta. La herramienta está empujando el material a un lado en lugar de cortarlo.
Acumulación de calor y fusión
La fusión visible o las virutas adheridas a la herramienta indican demasiada fricción. Esto suele ser causado por una herramienta desafilada, el recubrimiento incorrecto o parámetros incorrectos (por ejemplo, velocidad demasiado baja o avance demasiado alto).
No mantener las tolerancias
Recuerde que el PTFE se mueve con la temperatura. Una regla general para el PTFE estándar es una tolerancia de +/- 0.001 pulgadas por pulgada de dimensión. Lograr algo más ajustado requiere un control de proceso excepcional y un entorno estable.
Tomar la decisión correcta para su objetivo
Sus opciones específicas de herramientas y procesos deben alinearse con el resultado deseado.
- Si su enfoque principal es la alta precisión y las tolerancias ajustadas: Utilice herramientas de carburo sin recubrimiento extremadamente afiladas en una máquina CNC y aplique refrigerante para mantener la estabilidad térmica.
- Si su enfoque principal es un buen acabado superficial y la fabricación general: Enfatice una herramienta HSS o de carburo afilada como una navaja con un ángulo de despegue positivo alto y asegúrese de que sus velocidades de corte sean altas.
- Si está experimentando fusión o rebabas pesadas: Su primer paso siempre debe ser inspeccionar la herramienta para verificar su afilado y asegurarse de que no tenga recubrimiento, luego verifique sus velocidades y avances.
En última instancia, el mecanizado exitoso de PTFE es un proceso de delicadeza que prioriza el afilado y la gestión del calor sobre la fuerza.
Tabla de resumen:
| Atributo de la herramienta | Recomendación para PTFE | Por qué es importante |
|---|---|---|
| Material | Carburo sin recubrimiento o HSS | Proporciona un filo afilado y duradero con fricción mínima. |
| Afilado | Filo extremadamente afilado y pulido | Asegura una acción de cizallamiento limpia en lugar de empujar el material. |
| Geometría | Ángulo de despegue positivo amplio (0–15°) | Reduce la presión de corte y la generación de calor al levantar la viruta eficientemente. |
| Parámetro clave | Alta velocidad, avance moderado, corte superficial | Gestiona la acumulación de calor para mantener la estabilidad dimensional. |
¿Necesita componentes de PTFE mecanizados con precisión?
Mecanizar PTFE a especificaciones exactas requiere experiencia y las herramientas adecuadas. KINTEK se especializa en la fabricación personalizada de componentes de PTFE de alta calidad, incluidos sellos, revestimientos y material de laboratorio, para los sectores de semiconductores, médico, de laboratorio e industrial.
Aprovechamos nuestro profundo conocimiento del material y nuestras capacidades de producción de precisión para entregar piezas que cumplan con sus tolerancias más estrictas, desde prototipos hasta pedidos de gran volumen.
Permítanos manejar la complejidad. Contacte a nuestros expertos hoy mismo para discutir los requisitos de su proyecto.
Guía Visual
Productos relacionados
- Cortador de membrana de filtro de PTFE de alta pureza con hoja de cerámica para análisis de PM2.5 y divisor de papel de filtro de laboratorio personalizable
- Cortador de Membrana Filtro Circular de PTFE de Alta Pureza con Cuchilla de Cerámica para Análisis de Trazas y Preparación de Muestras en Laboratorios CDC
- Cortador de membrana cuadrada de PTFE de alta pureza y dispositivo de alícuotas de filtro para análisis de trazas y aplicaciones de laboratorio en salas blancas
- Paleta raspadora y cuchara de muestreo de PTFE personalizada: Herramienta de fluoropolímero blanco resistente a la corrosión y de bajo fondo
- Cortador de membrana cuadrada de PTFE de alta pureza, dispositivo de equipartición para análisis de trazas y centros de control de enfermedades. Limpio, antiadherente, sin lixiviación
La gente también pregunta
- ¿Qué tamaños y opciones de poros están disponibles para los filtros de PTFE? Elija el filtro adecuado para su aplicación
- ¿Qué productos químicos son totalmente compatibles con los filtros de PTFE? Descubra una resistencia química inigualable
- ¿Cuáles son las características estructurales y los principios de fabricación de las membranas de filtro de politetrafluoroetileno (PTFE)?
- ¿Cómo afecta la hidrofobicidad inherente de las membranas de filtro de PTFE a la separación de líquidos y gases? Optimización del rendimiento
- ¿Qué resistencia a la temperatura ofrecen los filtros de PTFE? Estabilidad térmica inigualable de -200 °C a +260 °C



















