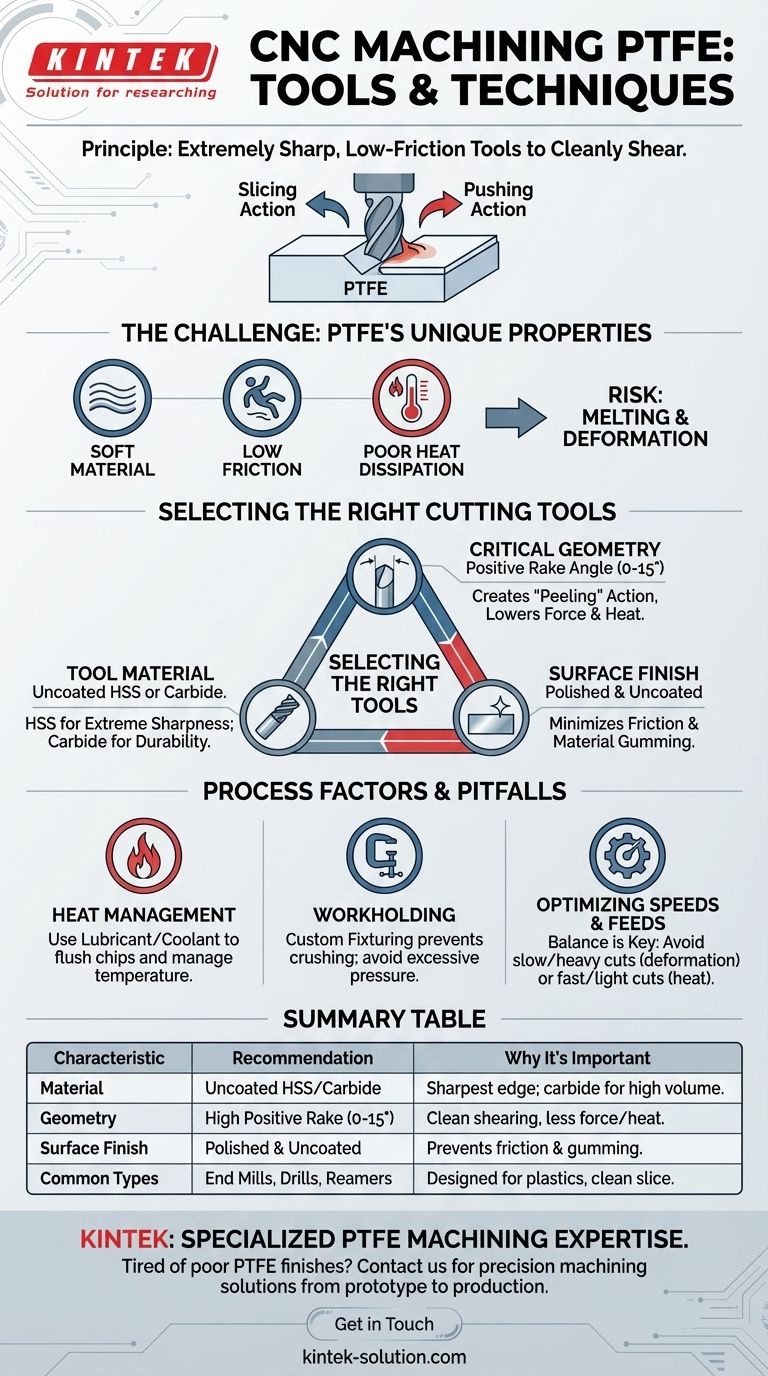
Para mecanizar PTFE con éxito, necesita herramientas de corte con bordes extremadamente afilados, una geometría específica y superficies de baja fricción. Las herramientas más comunes y efectivas son las fresas, brocas y escariadores de acero de alta velocidad (HSS) sin recubrimiento o de carburo que presentan un ángulo de ataque positivo alto para cortar limpiamente el material blando en lugar de empujarlo.
El principio fundamental para mecanizar PTFE no es usar la herramienta más dura, sino la más afilada y resbaladiza. El éxito depende del uso de herramientas diseñadas para cortar el material con una fricción y generación de calor mínimas, evitando la fusión y deformación que plagan los intentos de mecanizado comunes.

El desafío: comprender las propiedades únicas del PTFE
El politetrafluoroetileno (PTFE) es diferente de los metales o incluso de la mayoría de los otros plásticos. Sus características únicas son precisamente lo que hace que el utillaje especializado sea una necesidad.
Por qué el PTFE se comporta de manera diferente
El PTFE es excepcionalmente blando y tiene un coeficiente de fricción muy bajo. También tiene una conductividad térmica deficiente, lo que significa que no disipa bien el calor.
Esta combinación significa que la fricción de una herramienta de corte acumula rápidamente calor en un área localizada, lo que puede hacer que el material se derrita, atasque la herramienta y resulte en un acabado superficial deficiente.
El riesgo de empujar vs. cortar
Debido a su blandura, usar una herramienta que no esté perfectamente afilada o que tenga la geometría incorrecta hará que el material se deforme y se aleje del filo de corte en lugar de cortarse limpiamente.
Esto conduce a imprecisiones dimensionales, rebabas y una pieza final deformada. El objetivo es siempre una acción de corte limpia.
Selección de las herramientas de corte adecuadas
La selección correcta de la herramienta gira en torno a tres factores: el material de la herramienta, su geometría y su acabado superficial.
Material de la herramienta: HSS o carburo
Tanto las herramientas de acero de alta velocidad (HSS) como las de carburo son efectivas para el PTFE. El HSS a menudo se puede rectificar para obtener un filo más fino y afilado, lo cual es una ventaja significativa.
Las herramientas de carburo o con punta de Stellite ofrecen una resistencia superior al desgaste y mantendrán su afilado durante tiradas de producción más largas, pero el afilado inicial es primordial.
Geometría crítica: el ángulo de ataque positivo
La característica geométrica más importante es un ángulo de ataque superior positivo, típicamente entre 0 y 15 grados.
Un ángulo de ataque positivo crea una acción de "pelado" más afilada que levanta la viruta de la pieza de trabajo. Esto reduce significativamente las fuerzas de corte, minimiza la acumulación de calor y asegura un corte más limpio.
Acabado superficial: pulido y sin recubrimiento
Los filos de corte de la herramienta deben estar altamente pulidos. Esto reduce la fricción contra el PTFE blando, evitando aún más la generación de calor y la acumulación de material en la herramienta.
Fundamentalmente, se prefieren las herramientas sin recubrimiento. Los recubrimientos como el nitruro de titanio (TiN), si bien son excelentes para metales, pueden aumentar la fricción al cortar polímeros blandos como el PTFE. Una superficie pulida y sin recubrimiento es más resbaladiza y genera menos calor.
Comprender las ventajas y desventajas
La herramienta de corte es solo una parte de la ecuación. La falta de control del proceso circundante puede socavar incluso la mejor selección de herramientas.
La gestión del calor no es negociable
Incluso con la herramienta adecuada, las altas velocidades y avances pueden generar un calor destructivo. A menudo es necesario utilizar un lubricante o refrigerante para controlar la temperatura y ayudar a eliminar las virutas.
La sujeción de la pieza puede dañarla
La blandura del PTFE lo hace altamente susceptible a ser aplastado o deformado por prensas o abrazaderas de máquina estándar. A menudo se requiere una fijación personalizada que soporte la pieza de trabajo ampliamente sin aplicar una presión excesiva para mantener la estabilidad dimensional.
Optimización de velocidades y avances
Debe optimizar su velocidad de husillo, velocidad de avance y profundidad de corte. Un corte lento y pesado puede causar deformación, mientras que un corte rápido y ligero puede generar un calor excesivo. Encontrar el equilibrio adecuado mediante pruebas es fundamental para lograr un acabado de calidad y dimensiones precisas.
Tomar la decisión correcta para su objetivo
Seleccione su utillaje y enfoque en función del resultado específico que necesita lograr.
- Si su enfoque principal es la alta precisión y un acabado superficial fino: Priorice herramientas de HSS o carburo extremadamente afiladas y pulidas con un ángulo de ataque positivo alto y use refrigerante.
- Si su enfoque principal es el conformado general o el desbaste: Las herramientas de carburo afiladas estándar funcionarán, pero supervise cualquier signo de acumulación de calor o atasco de material.
- Si su enfoque principal es crear roscas o agujeros: Utilice brocas y machos de roscar diseñados específicamente para plásticos, que presentan ranuras más anchas y labios de corte afilados para evitar desgarros.
Al elegir herramientas que cortan limpiamente y minimizan la fricción, puede convertir un material desafiante como el PTFE en un componente predecible y confiable.
Tabla resumen:
| Característica de la herramienta | Recomendación para PTFE | Por qué es importante |
|---|---|---|
| Material | Acero de alta velocidad (HSS) o carburo sin recubrimiento | Proporciona el filo más afilado; el carburo ofrece una vida útil más larga para tiradas de gran volumen. |
| Geometría | Ángulo de ataque positivo alto (0-15°) | Asegura una acción de corte limpia, reduciendo la fuerza de corte y el calor. |
| Acabado superficial | Pulido y sin recubrimiento | Minimiza la fricción para evitar la acumulación de calor y el atasco de material. |
| Tipos de herramientas comunes | Fresas, brocas, escariadores | Diseñadas para plásticos con bordes afilados para cortar limpiamente. |
¿Cansado de piezas de PTFE que se derriten, se deforman o tienen acabados deficientes?
El mecanizado de PTFE requiere conocimientos y herramientas especializados para superar sus desafíos únicos. En KINTEK, nos especializamos en el mecanizado de precisión de componentes de PTFE de alto rendimiento para los sectores de semiconductores, médico, laboratorio e industrial.
Entendemos que el éxito depende del uso de las herramientas más afiladas, geometrías óptimas y controles de proceso precisos para evitar la acumulación de calor y garantizar la precisión dimensional. Deje que nuestra experiencia guíe su proyecto desde el prototipo hasta la producción de gran volumen.
Contacte con KINTEB hoy mismo para hablar de sus necesidades de mecanizado de PTFE y obtener un presupuesto para componentes limpios, precisos y fiables.
Póngase en contacto con nuestros expertos
Guía Visual
Productos relacionados
- Cortador de membrana de filtro de PTFE de alta pureza con hoja de cerámica para análisis de PM2.5 y divisor de papel de filtro de laboratorio personalizable
- Paleta raspadora y cuchara de muestreo de PTFE personalizada: Herramienta de fluoropolímero blanco resistente a la corrosión y de bajo fondo
- Cortador de membrana cuadrada de PTFE de alta pureza y dispositivo de alícuotas de filtro para análisis de trazas y aplicaciones de laboratorio en salas blancas
- Cortador de Membrana Filtro Circular de PTFE de Alta Pureza con Cuchilla de Cerámica para Análisis de Trazas y Preparación de Muestras en Laboratorios CDC
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
La gente también pregunta
- ¿Cuál es la composición química y la resistencia a la temperatura de las membranas de filtro de PTFE? Especificaciones esenciales para laboratorios
- ¿Qué resistencia a la temperatura ofrecen los filtros de PTFE? Estabilidad térmica inigualable de -200 °C a +260 °C
- ¿Cuál es el rango de estabilidad térmica de las membranas filtrantes de PTFE? Domina los extremos desde -200°C hasta +260°C
- ¿Cómo beneficia la hidrofobicidad de los filtros de PTFE su uso? Garantizar un flujo de gas ininterrumpido y la filtración de disolventes
- ¿Cuáles son las características estructurales y los principios de fabricación de las membranas de filtro de politetrafluoroetileno (PTFE)?



















