Para mecanizar PTFE de manera efectiva, la estrategia ideal combina herramientas de corte de carburo sin recubrimiento o con punta de Stellite extremadamente afiladas con una rasante superior positiva. Esta utillaje debe combinarse con un control CNC preciso que gestione las velocidades de corte, las velocidades de avance y las trayectorias de la herramienta para minimizar la generación de calor y la deformación física del material.
El desafío central en el mecanizado de PTFE no es su dureza, sino su blandura y pobre estabilidad térmica. Por lo tanto, una estrategia de herramientas exitosa se centra menos en la eliminación agresiva de material y más en la delicadeza: usar herramientas excepcionalmente afiladas para cortar el material limpiamente sin generar el calor y la presión de corte que hacen que se deforme y se pandee.

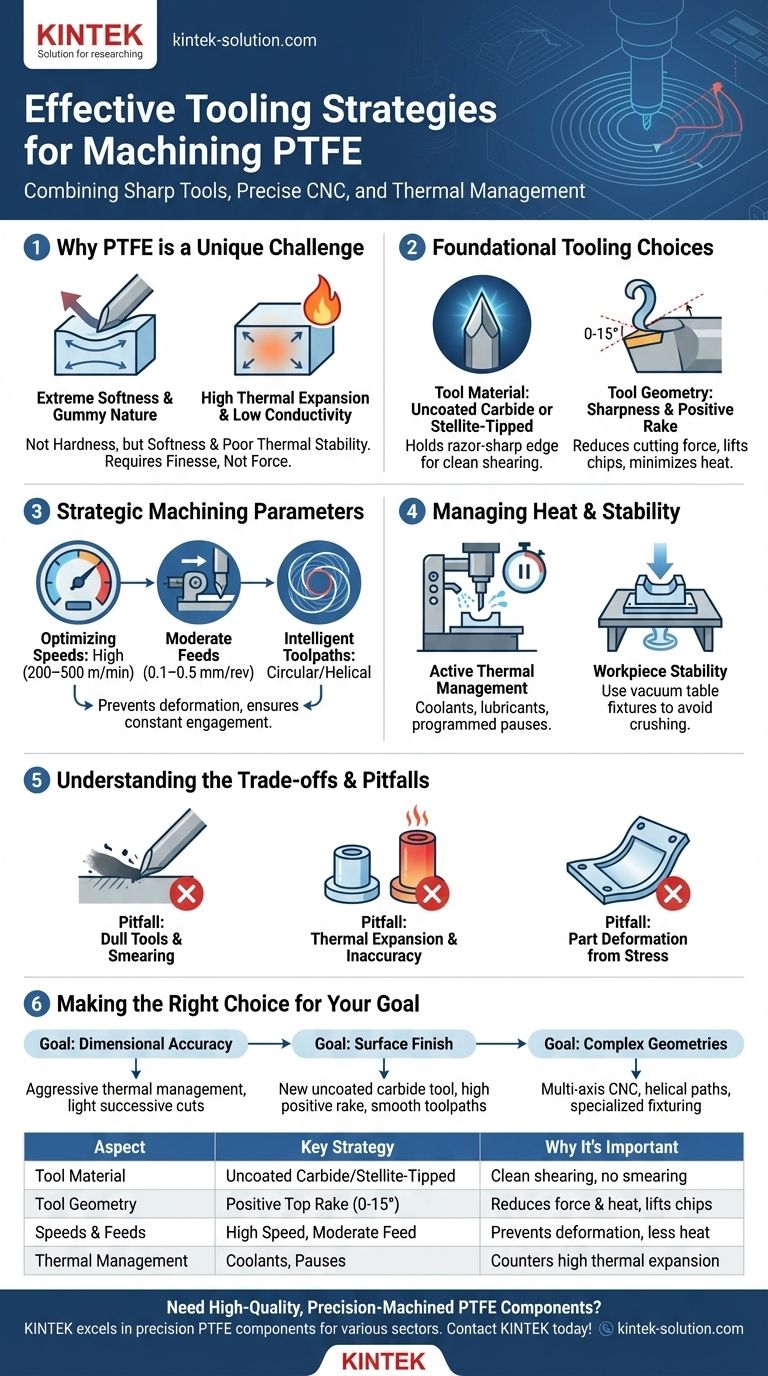
Por qué el PTFE presenta un desafío de mecanizado único
El politetrafluoroetileno (PTFE) tiene propiedades que lo hacen notoriamente difícil de mecanizar con precisión. Comprender estas propiedades es el primer paso para seleccionar la herramienta y la estrategia correctas.
Extrema blandura y naturaleza "gomosa"
El PTFE es un polímero muy blando que tiende a apartarse de la herramienta de corte en lugar de cortarse limpiamente. Una herramienta desafilada o con una forma incorrecta manchará o rasgará el material, lo que resultará en un mal acabado superficial y rebabas.
Alta expansión térmica
El material se expande y contrae significativamente con los cambios de temperatura. El calor generado durante el mecanizado puede hacer que la pieza de trabajo se distorsione, lo que provoca una grave imprecisión dimensional una vez que se enfría.
Baja conductividad térmica
El PTFE no disipa bien el calor. El calor por fricción generado en el filo de corte se concentra en un área pequeña, exacerbando el problema de la expansión térmica y potencialmente dañando la integridad del material.
Opciones fundamentales de herramientas
Su elección de material y geometría de la herramienta es el factor más importante para el éxito. El objetivo es crear una acción de corte, no una acción de arado.
Material de la herramienta: el carburo sin recubrimiento es el estándar
Las herramientas de carburo sin recubrimiento o con punta de Stellite son la opción preferida. Su capacidad para mantener un filo de corte afilado como una navaja es primordial para cortar limpiamente el material blando. Evite las herramientas recubiertas, ya que los recubrimientos a menudo no son tan afilados como el sustrato desnudo.
Geometría de la herramienta: la nitidez y la rasante positiva son clave
Una rasante superior positiva, típicamente entre 0 y 15 grados, es crucial. Esta geometría reduce las fuerzas de corte, levanta la viruta de la pieza de trabajo y minimiza el efecto de "arado" que genera calor excesivo y deforma el material.
Mantenimiento de la herramienta: la nitidez no es negociable
El PTFE desgastará incluso las herramientas de carburo con el tiempo. Las herramientas desafiladas aumentan inmediatamente la presión de corte y el calor. Las herramientas deben inspeccionarse con frecuencia y reafilarse o reemplazarse para mantener el rendimiento.
Parámetros y técnicas estratégicas de mecanizado
Una vez seleccionadas las herramientas adecuadas, el enfoque se centra en cómo utilizarlas. Su programación CNC y la configuración de la máquina son críticas para gestionar los desafíos únicos del PTFE.
Optimización de velocidades y avances
Mantenga velocidades de corte altas (típicamente 200–500 m/min) para ayudar a que la herramienta se "adelante" a la deformación del material. Combínelo con velocidades de avance moderadas (0.1–0.5 mm/rev) para evitar abrumar el filo de corte y generar presión excesiva.
El papel de las trayectorias de herramienta inteligentes
Utilice trayectorias de herramienta circulares o helicoidales siempre que sea posible, especialmente para el fresado. Estas trayectorias aseguran un compromiso constante de la herramienta, lo que minimiza la vibración y proporciona un acabado superficial más consistente. Evite los cortes de ancho completo en secciones delgadas para reducir el estrés y evitar que la pieza se flexione lejos de la herramienta.
Gestión del calor y la estabilidad
Gestione activamente la temperatura. Usar un refrigerante o lubricante puede ayudar, pero a veces son necesarias pausas periódicas en el programa para permitir que la pieza se enfríe y se estabilice. Además, la estabilidad de la pieza de trabajo es clave. Utilice accesorios, como una mesa de vacío, que aseguren firmemente la pieza sin la presión de sujeción que podría aplastarla o deformarla.
Comprensión de las compensaciones y los peligros
Ignorar los principios del mecanizado de PTFE conduce a fallos predecibles. Ser consciente de estos peligros comunes ayuda a reforzar la importancia de la estrategia correcta.
Peligro: Herramientas desafiladas y apelmazamiento del material
Usar una herramienta que no esté excepcionalmente afilada hará que "arree" a través del PTFE. Esto genera un calor por fricción extremo, mancha el material en lugar de cortarlo y deja un acabado superficial rugoso y con muchas rebabas.
Peligro: Expansión térmica e imprecisión
Si sus velocidades son demasiado altas o sus cortes demasiado pesados, la pieza se calentará y se expandirá. Es posible que la mecanice a la dimensión correcta mientras está caliente, pero estará subdimensionada una vez que se enfríe a temperatura ambiente.
Peligro: Deformación de la pieza por tensión
Los cortes agresivos o la sujeción inadecuada introducen tensión en el material. Esto es especialmente problemático con características de pared delgada, que pueden deformarse fácilmente durante o después del proceso de mecanizado.
Tomar la decisión correcta para su objetivo
Seleccione su enfoque principal para ajustar su estrategia para obtener el mejor resultado posible.
- Si su enfoque principal es la precisión dimensional: Priorice la gestión térmica agresiva a través de refrigerantes o pausas programadas, y utilice cortes ligeros y sucesivos en lugar de uno pesado y único.
- Si su enfoque principal es el acabado superficial: Utilice una herramienta de carburo sin recubrimiento nueva o recién rectificada con una rasante positiva alta y asegúrese de que sus trayectorias de herramienta sean suaves y continuas.
- Si su enfoque principal es mecanizar geometrías complejas: Confíe en un CNC multieje para permitir trayectorias helicoidales y minimizar la tensión en características delicadas, y utilice accesorios especializados para soportar la pieza sin distorsión.
Al tratar el PTFE con la delicadeza que requiere, puede superar sus desafíos y producir consistentemente componentes limpios, precisos y de alta calidad.
Tabla de resumen:
| Aspecto | Estrategia clave | Por qué es importante |
|---|---|---|
| Material de la herramienta | Carburo sin recubrimiento o con punta de Stellite | Mantiene un filo afilado como una navaja para un corte limpio, no para manchar. |
| Geometría de la herramienta | Rasante superior positiva (0-15°) | Reduce las fuerzas de corte y la generación de calor, levantando las virutas. |
| Velocidades y avances | Alta velocidad (200-500 m/min), avance moderado (0.1-0.5 mm/rev) | Evita que el material se deforme y minimiza la acumulación de calor. |
| Gestión térmica | Refrigerantes, lubricantes o pausas programadas | Contrarresta la alta expansión térmica y la baja conductividad del PTFE. |
¿Necesita componentes de PTFE mecanizados de precisión y alta calidad?
Mecanizar PTFE a especificaciones exactas requiere experiencia especializada y la estrategia de herramientas adecuada. KINTEK se especializa en la fabricación de componentes de PTFE de precisión, incluidos sellos, revestimientos y material de laboratorio personalizado, para los sectores de semiconductores, médico, de laboratorio e industrial.
Combinamos técnicas CNC avanzadas con un profundo conocimiento de la ciencia de los materiales para entregar componentes con una precisión dimensional y un acabado superficial superiores, desde prototipos hasta pedidos de gran volumen.
¡Contacte a KINTEB hoy para discutir su proyecto de mecanizado de PTFE y obtener una cotización!
Guía Visual
Productos relacionados
- Paleta raspadora y cuchara de muestreo de PTFE personalizada: Herramienta de fluoropolímero blanco resistente a la corrosión y de bajo fondo
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Cucharas de PTFE personalizadas de grado alimenticio: Espátulas químicas cilíndricas, herramientas de manipulación de materiales no contaminantes para biofarmacéutica
- Espátula de Laboratorio de Doble Cabeza de PTFE Personalizada, Resistente a Productos Químicos, Antiadherente, Grado Farmacéutico, Herramienta de Muestreo de Fluoropolímero
La gente también pregunta
- ¿Por qué las palas de PTFE se consideran biocompatibles? Garantice la pureza y seguridad de la muestra
- ¿Qué rango de temperatura pueden soportar las palas de PTFE? Una guía sobre la estabilidad térmica extrema
- ¿Por qué las palas de PTFE se consideran rentables? Maximice el ROI con una durabilidad superior
- ¿Cuáles son algunas aplicaciones específicas de las palas de PTFE en el laboratorio? Garantizar la pureza y seguridad de la muestra
- ¿Cuáles son las propiedades clave que hacen que las palas de PTFE sean ideales para el uso en laboratorio? Garantice la integridad de la muestra con herramientas químicamente inertes



















