Para mecanizar PTFE con éxito, debe cambiar fundamentalmente su enfoque del utilizado para los metales. El éxito requiere herramientas excepcionalmente afiladas, altas velocidades de avance para minimizar la transferencia de calor, presión de sujeción extremadamente ligera para evitar la deformación y un uso agresivo de refrigerante para gestionar la importante expansión térmica del material.
El desafío central del mecanizado de PTFE no es el corte en sí: el material es blando y se corta fácilmente. La verdadera dificultad radica en controlar la reacción del material al calor y la presión para mantener la precisión dimensional y lograr un acabado superficial limpio.

El Desafío Central: Propiedades Únicas del Material PTFE
Antes de ajustar la configuración de la máquina, debe comprender por qué el PTFE (Politetrafluoroetileno) se comporta como lo hace. Sus propiedades exigen una estrategia única que priorice la delicadeza sobre la fuerza.
Alta Expansión Térmica
El PTFE tiene uno de los coeficientes de expansión térmica más altos entre los plásticos. Incluso una pequeña cantidad de calor generado durante el corte hará que la pieza se expanda significativamente.
Esta expansión es el principal enemigo de las tolerancias estrictas. Una pieza mecanizada a especificación mientras está caliente estará por debajo del tamaño una vez que se enfríe a temperatura ambiente.
Baja Conductividad Térmica
Complicando el problema, el PTFE es un excelente aislante térmico. El calor introducido en el filo de corte no se disipa rápidamente por todo el material.
En cambio, el calor se concentra justo donde se está cortando, lo que provoca fusión localizada, virutas pegajosas y un mal acabado superficial si no se gestiona adecuadamente.
Suavidad y Deformación por Esfuerzo (Creep)
El PTFE es un material excepcionalmente blando que se deformará o "fluirá" bajo presión sostenida.
Las presiones de sujeción estándar utilizadas para los metales comprimirán una pieza de trabajo de PTFE. Cuando la pieza se libera del accesorio, volverá a su forma original, lo que resultará en un producto final dimensionalmente inexacto.
Optimización de sus Parámetros de Mecanizado
Sus herramientas y la configuración de la máquina deben elegirse específicamente para contrarrestar las propiedades desafiantes del PTFE. El objetivo es siempre producir una viruta limpia con una mínima aportación de calor y deflexión de la pieza.
Selección y Geometría de la Herramienta
Sus herramientas de corte deben estar impecablemente afiladas. Un filo de corte pulido y bruñido es innegociable para cortar el material limpiamente en lugar de arrastrarlo.
Se recomiendan encarecidamente las herramientas con punta de carburo por su capacidad para mantener un filo afilado y minimizar el calor por fricción. Asegúrese de que las herramientas tengan generosos ángulos de desahogo trasero y lateral para reducir el roce.
Velocidades de Corte
Las velocidades de corte moderadas, típicamente en el rango de 200 a 500 pies superficiales por minuto (SFPM), son un punto de partida seguro.
Funcionar demasiado rápido genera calor excesivo, mientras que funcionar demasiado lento puede hacer que la herramienta roce en lugar de cortar. La clave es encontrar el punto óptimo que produzca una viruta limpia sin sobrecalentar la pieza.
Velocidades de Avance
Generalmente, se prefieren las altas velocidades de avance, a menudo entre 0.002 y 0.010 pulgadas por revolución.
Una velocidad de avance mayor mueve el filo de corte a través del material rápidamente, minimizando el tiempo disponible para que el calor se transfiera a la pieza de trabajo. Para pasadas de acabado fino, es posible que deba reducir la velocidad de avance para un mejor control.
Profundidad de Corte
Utilice una profundidad de corte superficial. Una buena regla general es no exceder un tercio del diámetro de su herramienta de corte. Esto reduce las fuerzas de corte y minimiza la generación de calor en cualquier pasada individual.
Controles de Proceso Críticos
La forma en que maneja el material antes y durante el corte es tan importante como las velocidades y avances que utiliza.
Gestión Agresiva del Calor
El uso de un refrigerante o lubricante es esencial para la mayoría de las operaciones de mecanizado de PTFE. Un sistema de refrigeración por inundación es muy eficaz para extinguir el calor en el punto de corte y arrastrar las virutas.
Esta es la forma más efectiva de gestionar la expansión térmica y evitar que el material se vuelva pegajoso.
Accesorios y Presión de Sujeción
Aplique la presión de sujeción mínima absoluta requerida para sujetar la pieza de trabajo de forma segura. Utilice accesorios con áreas de superficie amplias para distribuir la fuerza de sujeción y evitar distorsionar la pieza.
Apretar demasiado es un error común y crítico que garantiza la imprecisión dimensional. Evite siempre la presión excesiva y la vibración.
Eliminación de Virutas (Swarf)
Asegure una eliminación continua y efectiva de las virutas. Las virutas calientes que quedan sobre la superficie de la pieza le transferirán calor, socavando sus esfuerzos por mantenerla fría.
Errores Comunes a Evitar
Comprender los riesgos y los errores comunes es crucial para un éxito constante.
El Mito del Mecanizado "Fácil"
Aunque el PTFE es blando y requiere poca potencia para cortarse, es uno de los polímeros más difíciles de mecanizar con tolerancias estrictas. Sus propiedades lo hacen implacable ante una técnica deficiente.
El Riesgo de Sobrecalentamiento
Si observa un acabado superficial pobre y rasgado o encuentra que sus virutas son pegajosas y se adhieren a la herramienta, su proceso está generando demasiado calor. Esta es una señal inmediata de que debe ajustar su velocidad, avance o aplicación de refrigerante.
Precauciones de Salud y Seguridad
El mecanizado de PTFE puede producir partículas de polvo finas. Es una práctica de seguridad crítica usar una mascarilla o asegurar que el trabajo se realice bajo refrigerante para prevenir la inhalación de este polvo.
Tomar la Decisión Correcta para su Objetivo
Su enfoque específico puede requerir ligeros ajustes basados en el objetivo principal de su componente.
- Si su enfoque principal son las tolerancias estrictas (+/- 0.002"): Priorice la estabilidad térmica por encima de todo utilizando abundante refrigerante por inundación y permitiendo que la pieza se normalice a temperatura ambiente antes de tomar las mediciones finales.
- Si su enfoque principal es un acabado superficial superior: Utilice herramientas de carburo nuevas o recién afiladas con un filo de corte altamente pulido y considere una pasada de acabado más lenta y ligera.
- Si su enfoque principal es la velocidad de producción: Maximice las velocidades de avance y asegúrese de que sus sistemas de refrigeración y evacuación de virutas sean lo suficientemente robustos para mantener la zona de corte limpia y fría.
En última instancia, dominar el mecanizado de PTFE proviene de respetar sus propiedades únicas y adaptar su proceso para trabajar con el material, no en su contra.
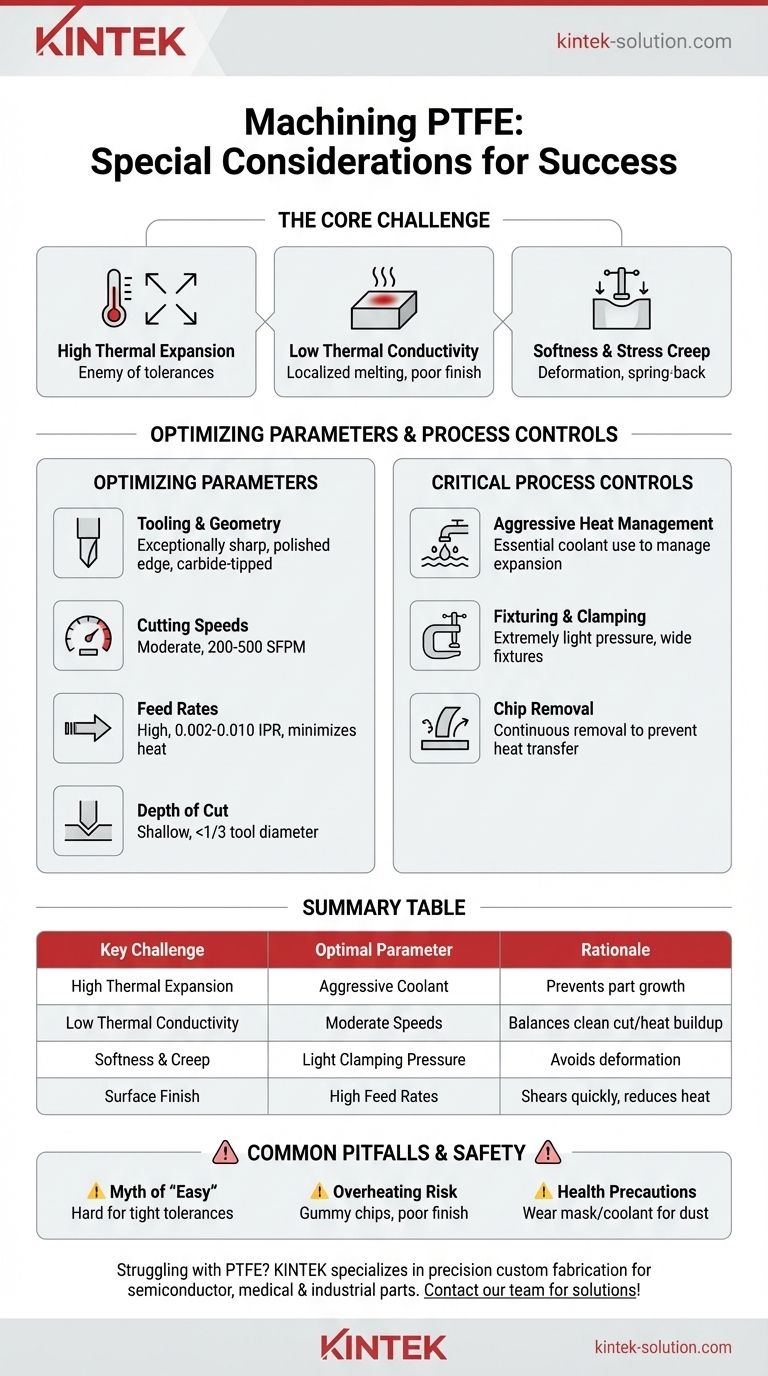
Tabla Resumen:
| Desafío Clave | Parámetro Óptimo | Justificación |
|---|---|---|
| Alta Expansión Térmica | Refrigerante Agresivo | Previene el crecimiento de la pieza y asegura la estabilidad dimensional después del enfriamiento. |
| Baja Conductividad Térmica | Velocidades Moderadas (200-500 SFPM) | Equilibra el corte limpio con una mínima acumulación de calor en el filo de la herramienta. |
| Suavidad y Fluencia (Creep) | Presión de Sujeción Ligera | Evita la deformación de la pieza y el retroceso para dimensiones finales precisas. |
| Acabado Superficial | Altas Velocidades de Avance (0.002-0.010 IPR) | Corta el material rápidamente, reduciendo la transferencia de calor y la pegajosidad. |
¿Tiene problemas con la precisión o el acabado de las piezas de PTFE? KINTEK se especializa en el mecanizado de precisión de componentes de PTFE como sellos, revestimientos y material de laboratorio para aplicaciones semiconductoras, médicas e industriales. Nuestra experiencia en fabricación personalizada, desde prototipos hasta pedidos de gran volumen, garantiza que sus piezas cumplan con tolerancias estrictas y una calidad superficial superior. Contacte a nuestro equipo hoy para discutir su proyecto y aprovechar nuestras soluciones personalizadas para piezas de PTFE fiables y de alto rendimiento.
Guía Visual
Productos relacionados
- Cortador de membrana cuadrada de PTFE de alta pureza y dispositivo de alícuotas de filtro para análisis de trazas y aplicaciones de laboratorio en salas blancas
- Tamiz de reacción de PTFE de alta temperatura con capas personalizables y tamaños de poro de precisión para dispositivos de separación de muestras roscados
- Impulsor de agitación de PTFE resistente a la corrosión y disco de dispersión de politetrafluoroetileno personalizable
- Disco Dispersor de PTFE Resistente a la Corrosión y Pala de Agitación de Hélice para Altas Temperaturas para Mezcla Química de Laboratorio
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
La gente también pregunta
- ¿Cómo se controlan el tamaño de poro y la permeabilidad de una membrana de PTFE durante el proceso de estiramiento? Guía experta de control
- ¿Cuál es el rango de estabilidad térmica de las membranas filtrantes de PTFE? Domina los extremos desde -200°C hasta +260°C
- ¿Cómo afecta la hidrofobicidad inherente de las membranas de filtro de PTFE a la separación de líquidos y gases? Optimización del rendimiento
- ¿Por qué se prefieren las membranas de filtro de PTFE para aplicaciones que involucran productos químicos agresivos o gases a alta temperatura? Guía de expertos
- ¿Cuáles son las características estructurales y los principios de fabricación de las membranas de filtro de politetrafluoroetileno (PTFE)?



















