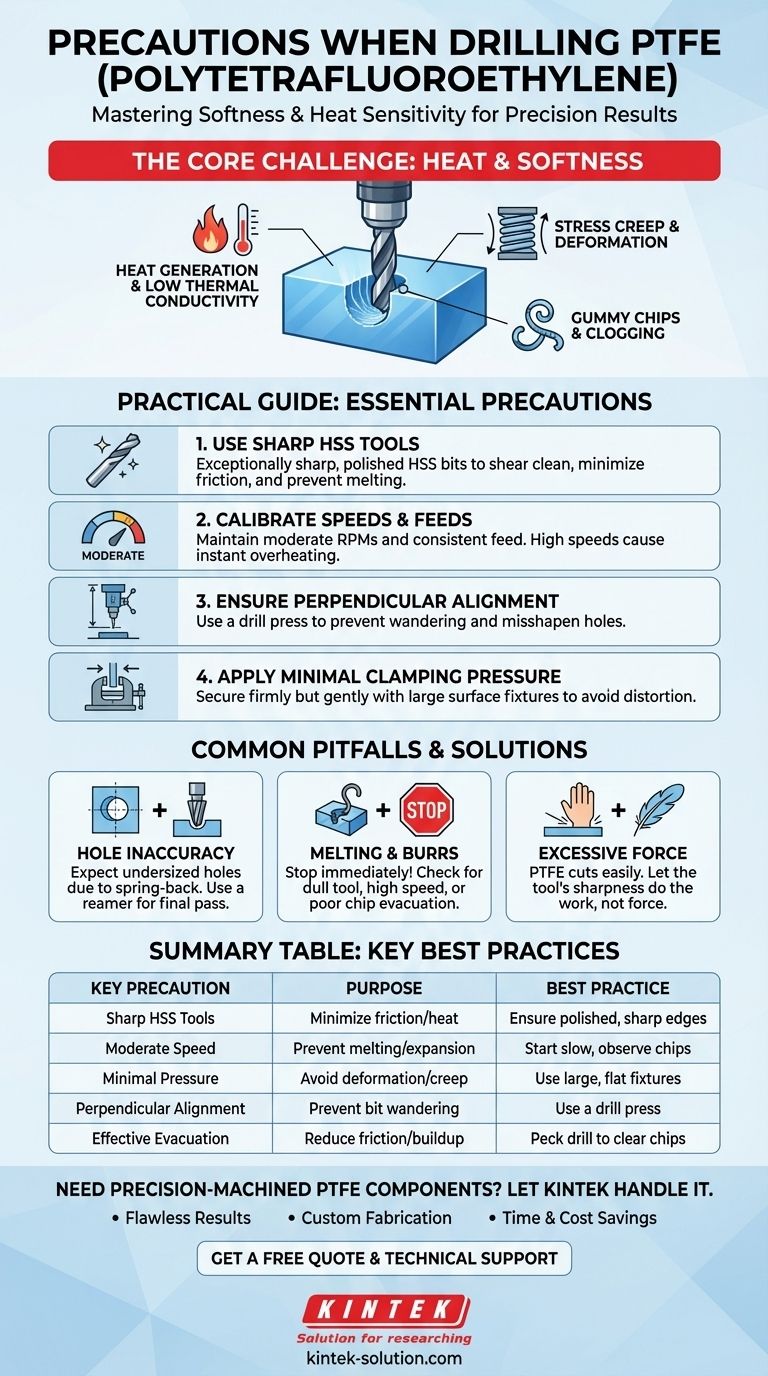
Al taladrar politetrafluoroetileno (PTFE), las precauciones más críticas son utilizar herramientas excepcionalmente afiladas, mantener velocidades de corte moderadas para evitar el derretimiento y aplicar una presión de sujeción mínima para evitar la deformación del material. Estos pasos son esenciales para gestionar la combinación única de suavidad, baja conductividad térmica y alta expansión térmica del PTFE, lo que lo hace propenso a la imprecisión si se mecaniza incorrectamente.
El desafío central con el PTFE no es su dureza, sino su suavidad inherente y sensibilidad al calor. El éxito del taladrado depende totalmente de minimizar la generación de calor y el estrés físico en el material.

Comprender los desafíos únicos del mecanizado del PTFE
Para taladrar el PTFE con precisión, primero debe comprender por qué se comporta de manera diferente a los metales o incluso a otros plásticos. Sus propiedades exigen un enfoque específico que priorice la delicadeza sobre la fuerza.
El problema de la suavidad y la fluencia por tensión (Stress Creep)
El PTFE es un material increíblemente blando que puede comprimirse o deformarse fácilmente. Aplicar una presión excesiva con abrazaderas o tornillos de banco deformará la pieza de trabajo.
Esta propiedad, conocida como fluencia por tensión, significa que el material se deformará lentamente bajo una carga constante. Cuando se libera la presión después del taladrado, el material puede "recuperar su forma", lo que a menudo resulta en un agujero más pequeño que la broca utilizada para crearlo.
El impacto de la alta expansión térmica
El PTFE tiene un coeficiente de expansión térmica muy alto y no conduce bien el calor. La fricción de una broca desafilada o una velocidad excesiva genera calor que queda atrapado en el punto de corte.
Este calor localizado hace que el material se expanda significativamente, lo que provoca un tamaño de agujero impreciso. En casos graves, puede hacer que el PTFE se derrita y se suelde a la broca, arruinando tanto la herramienta como la pieza de trabajo.
El desafío de la evacuación de virutas
Debido a que el PTFE es tan blando, produce virutas largas, fibrosas o gomosas en lugar de las virutas quebradizas que se observan con plásticos más duros.
Estas virutas pueden envolverse fácilmente alrededor de la broca y obstruir las estrías. Las estrías obstruidas evitan un corte eficaz, aumentan drásticamente la fricción y conducen a la acumulación de calor mencionada anteriormente.
Una guía práctica para taladrar PTFE
Con una comprensión clara de las propiedades del material, puede adoptar técnicas específicas para garantizar un resultado limpio y preciso.
La selección de herramientas es primordial
Su herramienta principal debe ser una broca de acero de alta velocidad (HSS). Debe estar extremadamente afilada y tener una superficie pulida. Un borde afilado y pulido corta el material limpiamente en lugar de empujarlo, lo que minimiza la fricción y el calor.
Calibrar velocidades y avances
Utilice velocidades de corte moderadas y una velocidad de avance constante. Las altas RPM son la causa más común de fallos, ya que generan calor excesivo instantáneamente. Comience lentamente y observe la formación de la viruta; está buscando una curva limpia, no un desastre derretido.
Asegure la alineación perpendicular
Asegúrese siempre de que la broca esté perfectamente perpendicular a la pieza de trabajo. Debido a que el PTFE es tan blando, cualquier presión fuera del eje hará que la broca "derive" o divague, lo que resultará en un agujero deforme o mal ubicado. Se recomienda encarecidamente un taladro de columna sobre un taladro manual.
Aplique una presión de sujeción mínima
Asegure la pieza de PTFE sin comprimirla. Utilice accesorios con superficies grandes y planas para distribuir la fuerza de sujeción uniformemente. El objetivo es sujetar la pieza con firmeza suficiente para evitar el movimiento, pero con la suavidad suficiente para evitar cualquier distorsión.
Errores comunes y cómo evitarlos
Incluso con el enfoque correcto, varios errores comunes pueden comprometer la calidad de su trabajo. Ser consciente de ellos es el primer paso para evitarlos.
Evitar la imprecisión del agujero
No asuma que una broca de 1/4" producirá un agujero de 1/4". Debido al retroceso del material y a los efectos térmicos, el agujero final a menudo es ligeramente más pequeño de lo deseado. Si se requieren tolerancias estrictas, planifique taladrar ligeramente por debajo del tamaño y luego usar una escariadora afilada para el pase final.
Prevenir el derretimiento y las rebabas
Si observa alguna evidencia de derretimiento o rebabas significativas alrededor del borde del agujero, deténgase inmediatamente. Esta es una señal clara de que su broca está desafilada, su velocidad es demasiado alta o sus virutas no se están evacuando correctamente.
Respetar la suavidad del material
El PTFE requiere muy poca fuerza para cortarse. Si siente que necesita empujar la broca a través del material, algo está mal. Deje que la nitidez de la herramienta haga el trabajo.
Cómo aplicar esto a su proyecto
Su enfoque específico debe guiarse por el objetivo principal de su proyecto.
- Si su enfoque principal es la precisión dimensional: Priorice una broca HSS nueva y afilada, utilice RPM muy lentas y planifique un paso final de escariado para lograr el tamaño exacto.
- Si su enfoque principal es un acabado limpio: Concéntrese en asegurar una evacuación constante de las virutas taladrando por inmersión (taladrar una distancia corta y luego retraer para limpiar las virutas) y utilizando una herramienta pulida.
- Si es nuevo en el mecanizado de PTFE: Practique primero en una pieza de material de desecho para encontrar la velocidad óptima que produzca una viruta limpia sin signos de derretimiento.
Al trabajar con las propiedades únicas del PTFE en lugar de ir en contra de ellas, puede lograr resultados precisos y limpios de manera constante.
Tabla de resumen:
| Precaución clave | Propósito | Mejor práctica |
|---|---|---|
| Usar brocas HSS afiladas | Minimizar la fricción y la generación de calor | Asegurar bordes pulidos y afilados para un corte limpio |
| Velocidad de corte moderada | Prevenir el derretimiento y la expansión térmica del PTFE | Comenzar lentamente, observar la formación de la viruta |
| Presión de sujeción mínima | Evitar la deformación del material y la fluencia por tensión | Usar accesorios con superficies grandes y planas |
| Asegurar la alineación perpendicular | Evitar que la broca divague | Usar un taladro de columna para mayor precisión |
| Evacuación eficaz de las virutas | Reducir la fricción y la acumulación de calor | Taladrar por inmersión para eliminar las virutas fibrosas |
¿Necesita componentes de PTFE mecanizados con precisión? Deje que KINTEK se encargue.
Taladrar PTFE internamente puede ser difícil y arriesgado para sus valiosos proyectos. ¿Por qué no aprovechar nuestra experiencia? KINTEK se especializa en la fabricación de componentes de PTFE de alta precisión, incluidos sellos, revestimientos y material de laboratorio personalizado, para los sectores de semiconductores, médico, de laboratorio e industrial.
Nosotros garantizamos:
- Resultados impecables: Nuestras técnicas avanzadas previenen problemas comunes como el derretimiento, las rebabas y las imprecisiones dimensionales.
- Fabricación personalizada: Desde prototipos hasta pedidos de gran volumen, entregamos componentes adaptados a sus especificaciones exactas.
- Ahorro de tiempo y costes: Evite el mecanizado de prueba y error y concéntrese en su trabajo principal.
Contáctenos hoy para una consulta y permítanos proporcionarle piezas de PTFE mecanizadas de forma fiable que cumplan con sus más altos estándares.
Obtenga una cotización gratuita y soporte técnico
Guía Visual
Productos relacionados
- Embudo de goteo separador de presión constante PTFE personalizado, resistente a la corrosión, material de laboratorio de bajo fondo, embudo de goteo para análisis de trazas
- Muestreador Sólido Personalizado de PTFE de Alta Pureza para Extracción de Laboratorio y Análisis Químico Sonda de Muestreo de Politetrafluoroetileno con Longitud Personalizable
- Embudo de goteo a presión constante de politetrafluoroetileno PTFE personalizado, conjunto de control de fluidos resistente a la corrosión con compatibilidad para tapones de conversión
- Impulsor de agitación de PTFE resistente a la corrosión y disco de dispersión de politetrafluoroetileno personalizable
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
La gente también pregunta
- ¿Cuáles son las aplicaciones de la dispersión de PTFE? Una guía sobre recubrimientos antiadherentes, resistentes a productos químicos y más
- ¿Cuáles son las limitaciones de los septos de PTFE/silicona con respecto a la temperatura? Factores clave para la integridad analítica
- ¿Cuáles son las diferencias en compatibilidad química entre los septos de PTFE y los de silicona? Garantice la integridad de la muestra
- ¿Cuál es el método de dispersión para producir PTFE y cuáles son sus productos? Ideal para recubrimientos delgados y películas
- ¿Qué tipos de productos están relacionados con los septos de espacio de cabeza? Componentes esenciales para un análisis hermético



















