El mecanizado eficaz de politetrafluoroetileno (PTFE) requiere una estrategia específica centrada en tres áreas clave: el uso de herramientas excepcionalmente afiladas con geometría específica, la gestión del calor con altas velocidades de avance y refrigerantes eficaces, y la garantía de una correcta evacuación de las virutas. Debido a que el PTFE es blando, tiene un bajo punto de fusión y es un mal conductor térmico, los métodos de mecanizado convencionales a menudo fallan, lo que provoca material fundido, tolerancias deficientes y herramientas dañadas.
El desafío central del mecanizado de PTFE no es su dureza, sino sus propiedades térmicas. El éxito depende totalmente de una estrategia que minimice la fricción y elimine rápidamente el calor de la zona de corte para evitar que el material se derrita y se deforme.

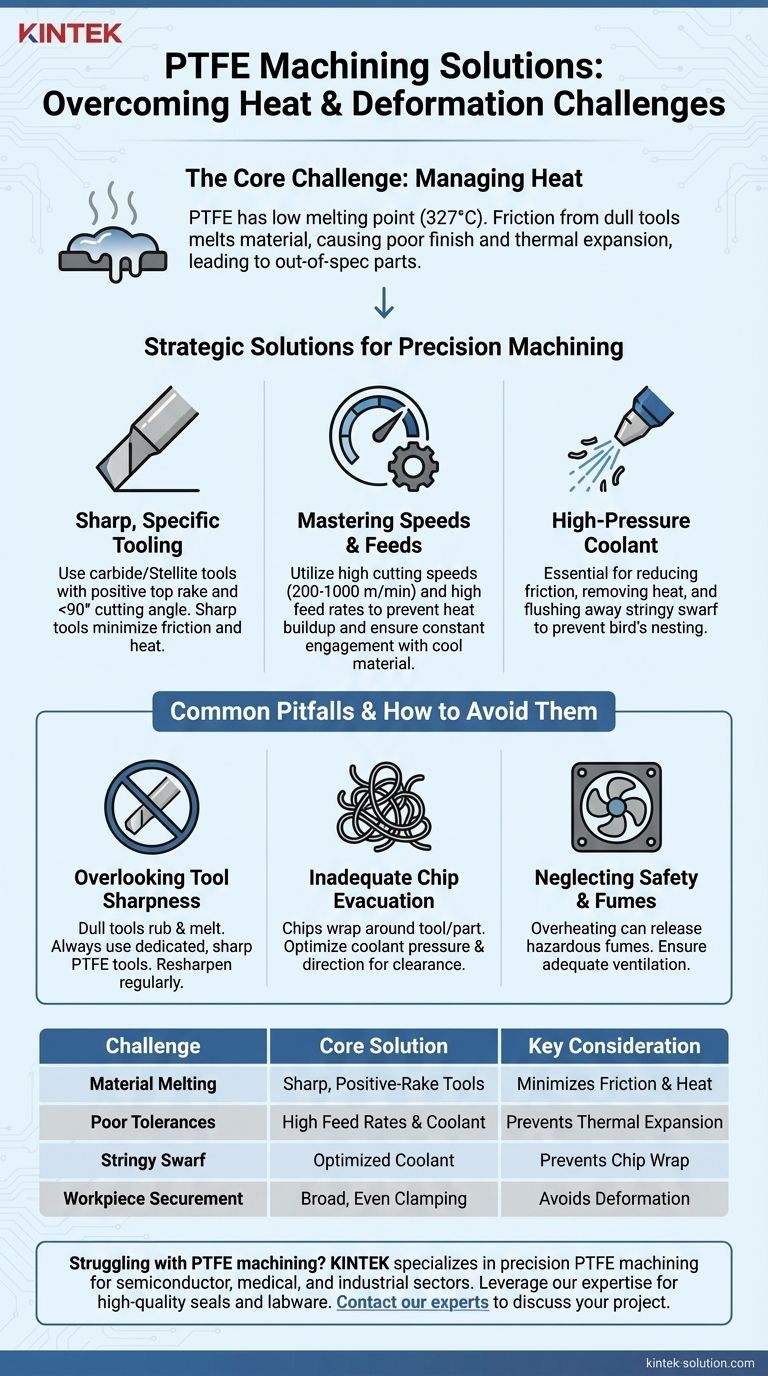
El Desafío Central: Gestionar el Calor y la Deformación
Comprender por qué el PTFE es difícil de mecanizar es el primer paso para dominarlo. Sus propiedades son engañosas; lo que lo hace útil en aplicaciones (baja fricción, inercia química) lo convierte en un desafío único en la fresadora o el torno.
Por Qué el PTFE se Derrite, No se Corta
El PTFE tiene una temperatura de fusión muy baja para un proceso de mecanizado (alrededor de 327 °C / 621 °F). La fricción de una herramienta de corte, especialmente una desafilada, puede generar fácilmente suficiente calor para derretir el material en lugar de cortarlo limpiamente.
Esto resulta en un mal acabado superficial, material pegándose a la herramienta y una pérdida de precisión dimensional.
El Problema de la Expansión Térmica
Como mal conductor térmico, el PTFE no disipa el calor rápidamente. Cualquier calor generado por el corte permanece muy localizado, haciendo que el material se expanda significativamente.
Esta expansión localizada puede arruinar las tolerancias. Una pieza que está perfectamente dentro de las especificaciones mientras se corta puede salirse de especificación una vez que se enfría a temperatura ambiente.
Controlar las Virutas Fibrosas
El PTFE produce virutas largas, continuas y fibrosas durante el mecanizado. Estas virutas pueden envolverse fácilmente alrededor de la herramienta de corte o de la pieza misma.
Este "anidamiento" puede dañar el acabado superficial, romper herramientas delicadas y convertirse en una molestia operativa significativa que requiere monitoreo constante.
Soluciones Estratégicas para el Mecanizado de Precisión
Un enfoque exitoso para el mecanizado de PTFE se centra en mitigar los desafíos centrales del calor, la deformación y el control de las virutas a través de herramientas, parámetros y técnicas específicas.
La Selección y Geometría de la Herramienta Son Innegociables
El factor más importante es la propia herramienta de corte. Una herramienta afilada corta limpiamente con mínima fricción y calor.
Utilice herramientas con punta de carburo o con punta de Stellite conocidas por mantener un filo afilado. La herramienta debe tener una claridad positiva (entre 0 y 15 grados) y un ángulo de corte menor de 90 grados. Esta geometría reduce las fuerzas de corte y ayuda a pelar el material suavemente.
Dominando Velocidades y Avances
Controlar los parámetros de corte es fundamental para gestionar el calor. El objetivo es cortar el material y avanzar antes de que el calor tenga tiempo de acumularse.
Utilice altas velocidades de corte (entre 200 y 1000 m/min) y altas velocidades de avance. Una alta velocidad de avance asegura que la herramienta esté constantemente interactuando con material fresco y frío, evitando que se detenga en un solo lugar y genere calor por fricción excesivo.
El Papel del Refrigerante de Alta Presión
El refrigerante no es opcional para la mayoría de las operaciones con PTFE. Cumple tres funciones críticas.
Primero, reduce la fricción entre la herramienta y la pieza de trabajo. Segundo, elimina activamente el calor de la zona de corte. Tercero, los chorros de refrigerante de alta presión son muy eficaces para eliminar las virutas fibrosas antes de que puedan envolverse alrededor de la herramienta.
Asegurar la Pieza de Trabajo
La superficie resbaladiza y de baja fricción del PTFE hace que sea difícil de sujetar de forma segura sin causar daños.
Utilice accesorios que proporcionen una presión de sujeción amplia y uniforme para evitar deformar el material blando. Apretar demasiado un tornillo de banco puede comprimir fácilmente la pieza, lo que provoca dimensiones finales inexactas una vez que se libera la presión.
Errores Comunes y Cómo Evitarlos
Incluso con la estrategia correcta, varios errores comunes pueden comprometer la calidad de una pieza de PTFE mecanizada. La conciencia de estos peligros es clave para un éxito constante.
Pasar por Alto el Filo de la Herramienta
Una herramienta incluso ligeramente desafilada comenzará inmediatamente a frotar y empujar el material en lugar de cortarlo. Esta es la causa principal del derretimiento y el mal acabado superficial.
Siempre dedique herramientas específicas y afiladas para PTFE y nunca las use en otros materiales. Inspecciónelas y reafílelas regularmente.
Evacuación de Virutas Inadecuada
Ignorar la gestión de las virutas conducirá inevitablemente a una pieza fallida. Si las virutas comienzan a envolverse alrededor de la herramienta, rayarán el acabado superficial y pueden hacer que la herramienta se rompa.
Asegúrese de que la presión y la dirección del refrigerante estén optimizadas para forzar las virutas fuera del área de corte inmediatamente.
Descuidar la Seguridad y la Extracción de Humos
Si el PTFE se sobrecalienta, puede emitir humos peligrosos. Si bien la técnica de mecanizado adecuada debería prevenir esto, sigue siendo una consideración de seguridad crítica.
Asegure una ventilación adecuada en el área de trabajo como precaución estándar al mecanizar cualquier polímero, especialmente fluoropolímeros como el PTFE.
Tomar la Decisión Correcta para Su Objetivo
Su objetivo específico determinará qué aspecto de la estrategia de mecanizado priorizar.
- Si su enfoque principal es la eliminación rápida de material (desbaste): Priorice altas velocidades de avance combinadas con una herramienta de carburo afilada y un refrigerante agresivo de alta presión para eliminar material y calor lo más rápido posible.
- Si su enfoque principal es lograr tolerancias estrictas y un acabado fino: Enfatice una herramienta de claridad excepcionalmente afilada con una profundidad de corte superficial y asegúrese de que el refrigerante esté perfectamente dirigido para evitar que cualquier viruta toque la superficie terminada.
- Si su enfoque principal es la seguridad operativa: Asegure una ventilación robusta para gestionar los humos de cualquier sobrecalentamiento potencial, independientemente de los parámetros de corte utilizados.
Al adoptar una mentalidad centrada en la gestión del calor en lugar de la dureza del material, puede convertir este polímero desafiante en un material predecible y confiable para mecanizar.
Tabla Resumen:
| Desafío | Solución Principal | Consideración Clave |
|---|---|---|
| Derretimiento del Material | Herramientas de carburo afiladas con claridad positiva | Minimiza la fricción y la generación de calor |
| Tolerancias Deficientes | Altas velocidades de avance y refrigerante de alta presión | Elimina rápidamente el calor para prevenir la expansión térmica |
| Virutas Fibrosas | Dirección y presión del refrigerante optimizadas | Evita que las virutas se envuelvan alrededor de la herramienta/pieza |
| Sujeción de la Pieza | Presión de sujeción amplia y uniforme | Evita deformar el material blando |
¿Tiene dificultades para mecanizar componentes de PTFE que cumplan con sus especificaciones exactas? KINTEK se especializa en el mecanizado de precisión de PTFE para los sectores de semiconductores, médico, laboratorio e industrial. Aprovechamos el conocimiento experto en geometría de herramientas, gestión del calor y control de virutas para ofrecer sellos, revestimientos y material de laboratorio personalizado de alta calidad, desde prototipos hasta producción de gran volumen.
Contacte a nuestros expertos en mecanizado hoy mismo para discutir su proyecto y asegurar resultados impecables.
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Criba Multicapa de PTFE Resistente a la Corrosión con Conexiones Roscadas para Extracción en Laboratorios Bioquímicos y Tamaño de Malla Personalizable
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
La gente también pregunta
- ¿Cuáles son las ventajas de mecanizar PTFE sobre otros materiales? Desbloquee un rendimiento superior en entornos hostiles
- ¿Qué opciones de personalización están disponibles para los materiales de PTFE? Adapte el rendimiento a su aplicación
- ¿Cómo se fabrican típicamente los recipientes y aparatos de laboratorio de PTFE? Dentro del proceso de mecanizado de precisión
- ¿Qué hace que el PTFE mecanizado sea adecuado para aplicaciones industriales? Rendimiento inigualable en condiciones extremas
- ¿Cómo se comportan los recipientes de politetrafluoroetileno (PTFE) en cuanto a permeación de gases? Perspectivas de expertos sobre la absorción de disolventes



















