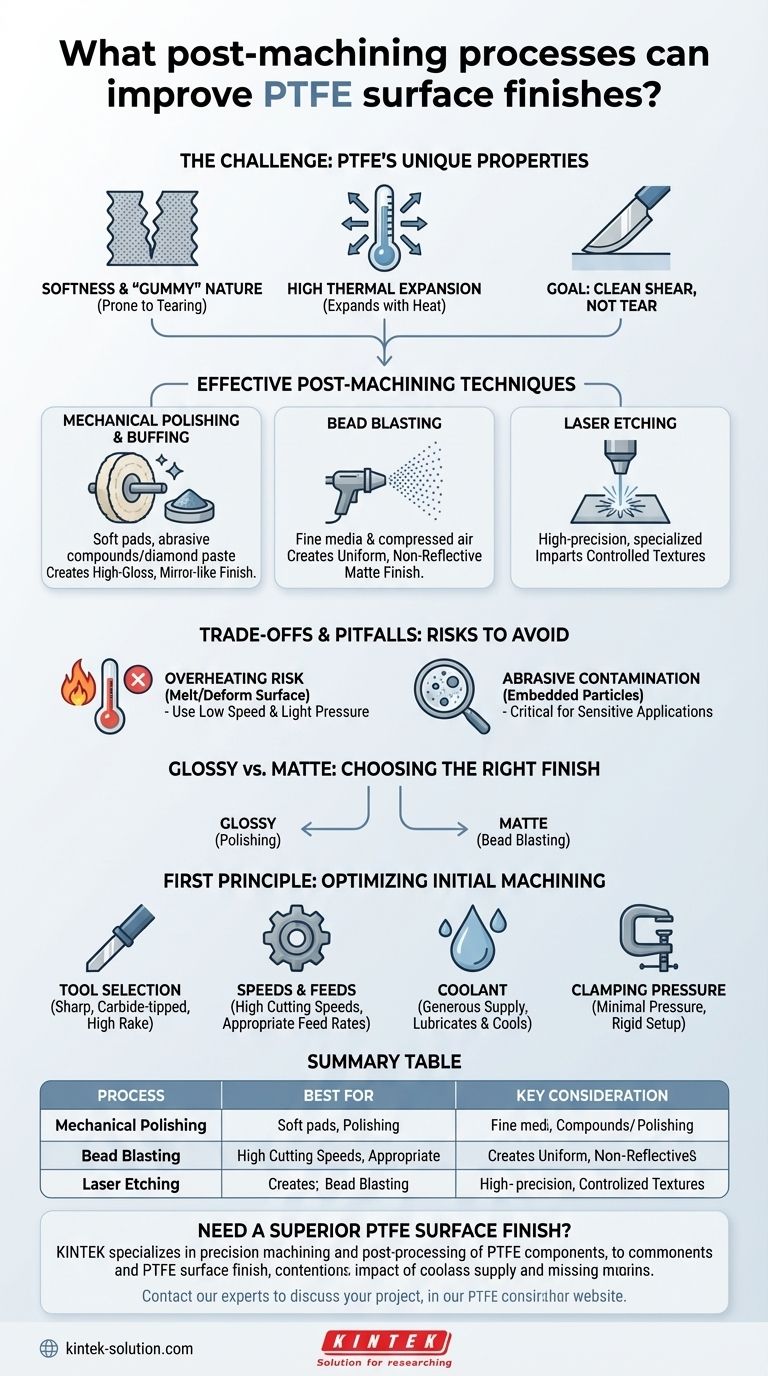
Para mejorar el acabado superficial de una pieza de PTFE mecanizada, los métodos de postprocesamiento más efectivos son el pulido mecánico, el bruñido con compuestos abrasivos finos y el granallado con cuentas. Estas técnicas se utilizan para refinar las superficies rugosas o rasgadas que pueden resultar del proceso de corte inicial, mejorando significativamente la calidad y apariencia final del componente.
La suavidad inherente del PTFE lo hace propenso a rasgarse y a formar rebabas durante el mecanizado. La clave para un acabado superior no reside solo en el postprocesamiento, sino en optimizar el mecanizado inicial para minimizar los defectos superficiales antes de que comience cualquier pulido o granallado.

Por qué el acabado superficial del PTFE es un desafío único
Comprender las propiedades del material es el primer paso para lograr un acabado de alta calidad. El PTFE no se comporta como el metal o incluso como los plásticos más duros durante el mecanizado.
La suavidad y la naturaleza "gomosa" del PTFE
El PTFE es un material excepcionalmente blando. En lugar de producir una viruta limpia al cortarlo, tiende a rasgarse, untarse o crear rebabas. Esta es la razón principal por la que es difícil lograr una superficie lisa y sin defectos directamente desde la máquina.
Alta expansión térmica
El material tiene un alto coeficiente de expansión térmica y una baja conductividad térmica. La fricción de las herramientas de corte genera calor que no se disipa rápidamente, lo que hace que el material se expanda durante el mecanizado y se contraiga al enfriarse, lo que puede arruinar la precisión dimensional y la calidad de la superficie.
El objetivo: un corte limpio, no un desgarro áspero
El mecanizado y acabado efectivos del PTFE tienen como objetivo cortar el material limpiamente. Esto requiere herramientas extremadamente afiladas y parámetros cuidadosamente controlados para rebanar el material en lugar de empujarlo y deformarlo.
Técnicas efectivas de acabado posterior al mecanizado
Una vez completado el mecanizado inicial, se pueden emplear varios métodos para refinar la superficie.
Pulido mecánico y bruñido
Este es el método más común para crear un acabado liso, a menudo brillante. Implica el uso de almohadillas de fieltro suave o ruedas de bruñido en combinación con un medio de pulido.
Los compuestos abrasivos ultrafinos o la pasta de diamante son muy efectivos para refinar la superficie a un alto nivel.
Granallado con cuentas (Bead Blasting)
Este proceso utiliza medios finos, como cuentas de vidrio, propulsados por aire comprimido para impactar la superficie. No crea un acabado brillante.
En cambio, el granallado con cuentas produce una textura mate uniforme y no reflectante. Esto es ideal para aplicaciones donde la consistencia es más importante que el brillo y para eliminar pequeñas marcas de mecanizado en toda la pieza.
Grabado láser
Aunque es menos común para el alisado general, el grabado láser se puede utilizar para impartir una textura específica y controlada en la superficie de una pieza de PTFE. Este es un método de alta precisión que generalmente se reserva para aplicaciones especializadas.
Comprender las compensaciones y los escollos
El postprocesamiento del PTFE no está exento de riesgos. Un enfoque incorrecto puede dañar fácilmente la pieza.
El riesgo crítico de sobrecalentamiento
Este es el factor más importante a controlar. La fricción del pulido o bruñido agresivo puede generar rápidamente suficiente calor para derretir o deformar la superficie del PTFE. Esto daña permanentemente la pieza y sus propiedades materiales.
Utilice siempre bajas velocidades y poca presión durante cualquier proceso de pulido mecánico.
Contaminación abrasiva
Debido a que el PTFE es tan blando, las partículas de los compuestos abrasivos o las almohadillas de pulido pueden incrustarse en la superficie. Esto puede ser un problema importante para los componentes utilizados en aplicaciones médicas, de semiconductores o de grado alimenticio donde la pureza es crítica.
Acabados brillantes frente a mates
Es esencial adaptar la técnica al resultado deseado. El pulido crea un acabado brillante al alisar la superficie a nivel microscópico. El granallado con cuentas crea un acabado mate al crear un patrón uniforme de microcráteres. Elija el método que se alinee con los requisitos de su componente.
Primer principio: optimización del mecanizado inicial
La mejor manera de asegurar un gran acabado superficial es producirlo durante la operación de mecanizado principal. Esto minimiza la necesidad de un postprocesamiento agresivo y arriesgado.
La selección de herramientas es crítica
Utilice únicamente herramientas con punta de carburo extremadamente afiladas con un alto ángulo de desprendimiento y un alivio significativo. Una herramienta desafilada o mal rectificada rasgará el material, garantizando un mal acabado.
Equilibrio de velocidades y avances
El objetivo es cortar el material limpiamente sin generar calor excesivo. Esto generalmente implica altas velocidades de corte (200-500 pies superficiales por minuto) y velocidades de avance apropiadas (0.002-0.010 pulgadas por revolución) para asegurar que la herramienta se mueva constantemente hacia material fresco.
El papel del refrigerante
El uso de un suministro generoso de refrigerante no es negociable. Sirve para dos propósitos: lubrica el filo de corte para evitar que el material se adhiera a la herramienta y elimina el calor para prevenir la expansión térmica y la fusión.
Presión de sujeción y estabilidad
Aplique una presión de sujeción mínima para sujetar la pieza de trabajo. Una presión excesiva deformará fácilmente el PTFE blando, lo que provocará imprecisiones dimensionales. Asegúrese de que la configuración sea rígida para evitar cualquier vibración, lo que contribuye a un mal acabado superficial.
Tomar la decisión correcta para su aplicación
Su objetivo final determina la mejor estrategia de acabado.
- Si su enfoque principal es lograr una superficie de alto brillo, similar a un espejo: El pulido mecánico con pasta de diamante es su mejor método, pero debe controlar el calor meticulosamente con bajas velocidades y poca presión.
- Si su enfoque principal es un acabado mate uniforme y no reflectante: El granallado con cuentas es el proceso más efectivo y repetible.
- Si su enfoque principal es prevenir defectos superficiales en primer lugar: Priorice la optimización de sus parámetros de mecanizado con herramientas afiladas y refrigeración efectiva, ya que esto reducirá drásticamente la necesidad de cualquier postprocesamiento.
Al tratar el mecanizado y el acabado del PTFE como un único proceso conectado, obtiene el control total sobre la calidad y el rendimiento finales de su componente.
Tabla de resumen:
| Proceso posterior al mecanizado | Ideal para | Consideración clave |
|---|---|---|
| Pulido mecánico y bruñido | Acabados de alto brillo, similares a un espejo | Riesgo de sobrecalentamiento; usar baja velocidad/poca presión |
| Granallado con cuentas | Acabados mate uniformes y no reflectantes | Ideal para consistencia y eliminación de marcas menores |
| Grabado láser | Impartir texturas específicas y controladas | Alta precisión; para aplicaciones especializadas |
¿Necesita un acabado superficial de PTFE superior para su aplicación?
Lograr un acabado impecable en componentes de PTFE es fundamental para el rendimiento en industrias exigentes como la de semiconductores, la médica y la de equipos de laboratorio. KINTEK se especializa en el mecanizado de precisión y el postprocesamiento de componentes de PTFE, incluidos sellos, revestimientos y material de laboratorio personalizado. Entendemos los desafíos únicos de trabajar con PTFE y empleamos técnicas optimizadas para ofrecer la calidad superficial exacta que requiere su aplicación, desde prototipos hasta pedidos de gran volumen.
Contacte con nuestros expertos hoy mismo para discutir su proyecto y descubrir cómo podemos mejorar la calidad y el rendimiento de sus piezas de PTFE.
Guía Visual
Productos relacionados
- Sistema de Filtración de PTFE Personalizado Resistentes a Ácidos Grado Semiconductores de Alta Pureza para Procesamiento Químico
- Grifo de PTFE de Alta Resistencia a la Corrosión Válvula de Politetrafluoroetileno para Bidones de Almacenamiento Químico y Sistemas de Transferencia de Fluidos Grado Industrial Personalizable
- Sistema de Filtración al Vacío de PTFE y PFA Resistente a la Corrosión Personalizable y Antifragmentación para Laboratorio
- Filtro Resistentes a la Corrosión de PTFE con Conexiones de Válvula PFA y Placa Tamiz Integrada
- Jeringuilla de PTFE de 50 ml resistente a altas temperaturas y productos químicos, inyector de Teflon personalizado con sellado roscado para análisis de trazas
La gente también pregunta
- ¿Cuáles son las aplicaciones industriales comunes de los filtros de PTFE? Domine la filtración crítica en industrias exigentes
- ¿Por qué los filtros de PTFE son ventajosos para el análisis gravimétrico? Logre una precisión y exactitud inigualables
- ¿Qué productos químicos son totalmente compatibles con los filtros de PTFE? Descubra una resistencia química inigualable
- ¿Qué resistencia a la temperatura ofrecen los filtros de PTFE? Estabilidad térmica inigualable de -200 °C a +260 °C
- ¿Cómo beneficia la hidrofobicidad de los filtros de PTFE su uso? Garantizar un flujo de gas ininterrumpido y la filtración de disolventes



















