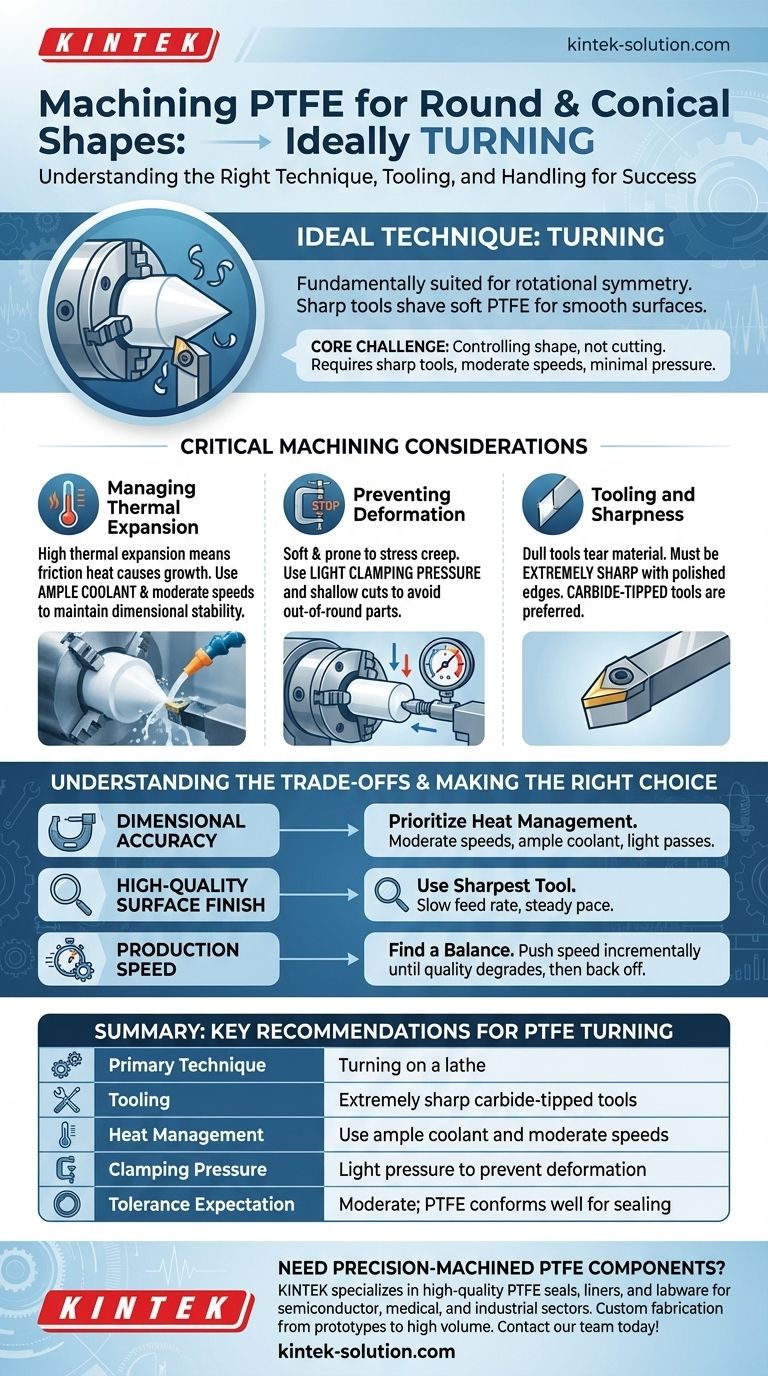
Para crear formas redondas o cónicas en politetrafluoroetileno (PTFE), la técnica de mecanizado ideal es el torneado. Si bien el PTFE es excepcionalmente fácil de mecanizar en equipos estándar, sus propiedades únicas —a saber, su suavidad, alta expansión térmica y tendencia a deformarse bajo presión— exigen un enfoque específico. El éxito depende menos de la máquina en sí y más de las herramientas, velocidades y técnicas de manipulación correctas.
El desafío central del mecanizado de PTFE no es cortarlo, sino controlar su forma. El torneado es el método correcto para piezas redondas, pero lograr la precisión dimensional requiere gestionar la inestabilidad inherente del material con herramientas afiladas, velocidades moderadas y presión mínima.
Por qué el torneado es la opción correcta para el PTFE
El torneado es un proceso de mecanizado en el que una herramienta de corte, generalmente una herramienta de un solo punto, se mueve linealmente mientras la pieza de trabajo gira. Este método se adapta fundamentalmente a la creación de piezas con simetría rotacional.
La mecánica del torneado
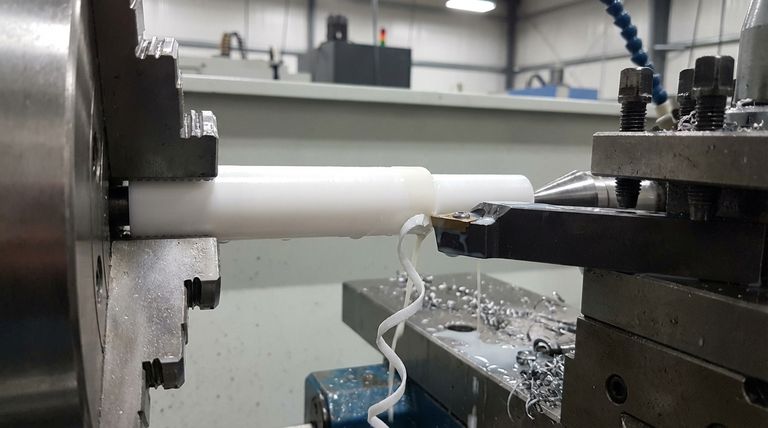
Un torno sujeta y hace girar el material de PTFE a alta velocidad. Luego, una herramienta de corte estacionaria se avanza hacia el material, eliminando material con precisión para crear perfiles cilíndricos, conicidades (formas cónicas), ranuras y caras. Esta acción de corte continua es perfecta para producir las superficies lisas y simétricas requeridas para las piezas redondas.
Cómo se alinean las propiedades del PTFE con el torneado
La suavidad del PTFE significa que ofrece muy poca resistencia a una herramienta de corte afilada. En una operación de torneado, esto permite una acción de corte limpia y deslizante que retira el material suavemente. A diferencia del fresado, que puede implicar cortes interrumpidos, el contacto constante de una herramienta de torneado proporciona un acabado uniforme ideal para este material.
Consideraciones críticas de mecanizado para el PTFE
Simplemente colocar PTFE en un torno no es suficiente. Debe gestionar activamente sus propiedades para lograr un resultado preciso. Los objetivos principales son minimizar el calor y prevenir la deformación física.
Gestión de la expansión térmica
El PTFE tiene un coeficiente de expansión térmica excepcionalmente alto. La fricción del corte genera calor, lo que hace que el material se expanda significativamente. Si no se controla, una pieza medida como correcta mientras está caliente tendrá un tamaño insuficiente una vez que se enfríe.
El uso de una cantidad generosa de refrigerante o lubricante es esencial para disipar este calor en la fuente. Junto con velocidades de corte moderadas, esta es la estrategia más efectiva para mantener la estabilidad dimensional.
Prevención de la deformación
El material es blando y propenso al arrastre por tensión (stress creep), lo que significa que se deformará con el tiempo bajo presión constante. Apretar demasiado las mordazas del mandril en un torno comprimirá el material, lo que provocará que la pieza quede descentrada o con un tamaño insuficiente una vez que se libere la presión.
Utilice siempre una presión de sujeción ligera, solo la suficiente para sujetar la pieza de trabajo de forma segura. De manera similar, utilice una profundidad de pasada superficial para evitar empujar el material lejos de la herramienta en lugar de cortarlo.
Herramientas y afilado
Las herramientas desafiladas no cortarán el PTFE; lo desgarrarán y deformarán, lo que resultará en un mal acabado superficial y dimensiones imprecisas. Las herramientas deben estar extremadamente afiladas con un borde de corte pulido para garantizar una acción de corte limpia.
El acero rápido (HSS) es aceptable, pero se prefieren las herramientas con punta de carburo por su retención del filo y rendimiento superiores.
Comprensión de las compensaciones
El mecanizado de PTFE implica equilibrar factores en competencia. Comprender estos compromisos es clave para evitar frustraciones comunes.
El desafío de las tolerancias estrictas
Lograr tolerancias estrictas y precisas con PTFE es difícil y, a menudo, innecesario. Su resiliencia natural le permite adaptarse y sellar en muchas aplicaciones. A menudo es mejor diseñar la pieza para aprovechar esta propiedad en lugar de luchar contra la naturaleza del material exigiendo una precisión rígida que no puede mantener.
Acabado superficial frente a velocidad
Aunque se puede cortar PTFE a altas velocidades, hacerlo genera más calor y corre el riesgo de un mal acabado superficial. Para obtener el mejor acabado posible, priorice las tasas de avance lentas y las herramientas muy afiladas sobre las altas velocidades de rotación. Esto le da tiempo a la herramienta para crear una acción de corte suave.
La necesidad de refrigerante
Si bien los cortes cortos o bastos a veces se pueden hacer en seco, cualquier trabajo que requiera precisión exige refrigerante. Mecanizar sin él garantiza una acumulación de calor, que es la principal fuente de error dimensional al trabajar con PTFE.
Tomar la decisión correcta para su objetivo
Seleccione sus parámetros basándose en el resultado más importante para su pieza específica.
- Si su enfoque principal es la precisión dimensional: Priorice la gestión del calor con velocidades moderadas, abundante refrigerante y pasadas ligeras para prevenir la expansión térmica.
- Si su enfoque principal es un acabado superficial de alta calidad: Utilice la herramienta más afilada y pulida posible junto con una velocidad de avance lenta y constante.
- Si su enfoque principal es la velocidad de producción: Encuentre un equilibrio; forzar la velocidad de forma agresiva comprometerá tanto la precisión como el acabado, así que aumente la velocidad incrementalmente hasta que la calidad comience a degradarse y luego reduzca ligeramente.
En última instancia, el mecanizado exitoso de PTFE proviene de respetar las propiedades del material en lugar de intentar forzarlo a comportarse como el metal.
Tabla de resumen:
| Consideración clave | Recomendación para el torneado de PTFE |
|---|---|
| Técnica principal | Torneado en un torno |
| Herramientas | Herramientas con punta de carburo extremadamente afiladas |
| Gestión del calor | Usar abundante refrigerante y velocidades moderadas |
| Presión de sujeción | Presión ligera para prevenir la deformación |
| Expectativa de tolerancia | Moderada; el PTFE se adapta bien para el sellado |
¿Necesita componentes de PTFE mecanizados con precisión? KINTEK se especializa en la fabricación de sellos, revestimientos y material de laboratorio de PTFE de alta calidad para los sectores de semiconductores, médico e industrial. Nuestra experiencia en fabricación personalizada, desde prototipos hasta pedidos de gran volumen, garantiza que sus piezas se fabriquen con las técnicas precisas y el cuidado que exige el PTFE. ¡Contacte a nuestro equipo hoy mismo para discutir los requisitos de su proyecto y obtener una cotización!
Guía Visual
Productos relacionados
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Disco de dispersión PTFE grado alimenticio y cosmético, paleta de agitación grande antiadherente y resistente a la corrosión, impulsor personalizable
- Fundas y Barras Huecas de PTFE Personalizadas para Aplicaciones Avanzadas
La gente también pregunta
- ¿Qué industrias se benefician más de las piezas de PTFE personalizadas? Resuelva desafíos de entornos extremos
- ¿Qué consideraciones de diseño son importantes para las piezas de PTFE personalizadas? Diseño para el rendimiento y la fiabilidad
- ¿Qué ventajas ofrecen las piezas de PTFE personalizadas para la eficiencia industrial? Aumente el tiempo de actividad y reduzca los costes
- ¿Qué capacidades de fabricación están asociadas con las piezas de PTFE? Desbloquee la precisión con el mecanizado experto
- ¿Cuáles son los beneficios clave del PTFE en la fabricación personalizada? Desbloquee el rendimiento en condiciones extremas



















