Para mecanizar Teflón (PTFE) eficazmente, debe ajustar principalmente las velocidades de corte, las velocidades de avance y la profundidad de pasada. El objetivo central de estos ajustes es minimizar la generación de calor y la presión física, ya que las propiedades únicas del Teflón lo hacen muy susceptible a la expansión térmica y la deformación.
El desafío central del mecanizado de Teflón no es la dureza del material, sino la estabilidad del material. El éxito depende totalmente de gestionar su suavidad, alta expansión térmica y baja fricción, empleando herramientas afiladas, refrigeración constante y fuerzas de corte ligeras para evitar la acumulación de calor y la deformación de la pieza.

El Desafío Central: Gestionar el Calor y la Suavidad
Antes de ajustar cualquier parámetro, debe comprender las propiedades que hacen único al Teflón. Sus desafíos no están relacionados con la resistencia, sino con su inestabilidad inherente bajo las fuerzas de mecanizado típicas.
Alta Expansión Térmica
El Teflón tiene un coeficiente de expansión térmica muy alto. Incluso una pequeña cantidad de calor generado por la fricción durante el corte hará que el material se expanda significativamente, lo que hace imposible mantener tolerancias estrictas.
Suavidad del Material y Fluencia (Creep)
El PTFE es un material extremadamente blando. Esta suavidad significa que puede deformarse fácilmente bajo la presión de sujeción o por la fuerza de una herramienta de corte desafilada. También está sujeto a la fluencia por tensión (stress creep), donde el material se deforma lentamente con el tiempo cuando se mantiene bajo presión, complicando aún más la precisión dimensional.
Baja Fricción y Sujeción de la Pieza
El famoso bajo coeficiente de fricción hace que el Teflón sea resbaladizo y difícil de sujetar de forma segura en una mordaza o mandril. El instinto natural es apretarlo más, pero esto conduce directamente a la deformación de la pieza debido a la suavidad del material.
Riesgo de Liberación de Gases Tóxicos
La seguridad es un parámetro crítico. Si el Teflón se calienta por encima de los 250 °C (482 °F), comienza a descomponerse y puede liberar gases tóxicos. La refrigeración y ventilación adecuadas no son solo para la calidad de la pieza; son medidas de seguridad esenciales.
Optimización de Sus Parámetros de Mecanizado
Sus ajustes principales deben servir al objetivo de reducir el calor y la fuerza física sobre la pieza de trabajo. Esto a menudo parece contraintuitivo en comparación con el mecanizado de metales.
Ajuste de Velocidades de Corte y Avances
La regla general es utilizar altas velocidades de corte combinadas con una velocidad de avance baja a moderada. Una alta velocidad superficial permite que una herramienta afilada corte el material limpiamente, mientras que una velocidad de avance baja reduce la presión de corte y minimiza la acumulación de fricción y calor.
Control de la Profundidad de Pasada
Utilice siempre una profundidad de pasada superficial. Tomar pasadas ligeras reduce las fuerzas de corte, evita que la herramienta "empuje" el material en lugar de cortarlo, y genera significativamente menos calor por pasada.
El Papel Crítico del Refrigerante
Un flujo constante de refrigerante no es negociable. El refrigerante cumple dos funciones principales: elimina inmediatamente cualquier calor generado en el filo de corte y ayuda a arrastrar las virutas blandas y fibrosas que pueden enrollarse alrededor de la herramienta y la pieza de trabajo.
Seleccionar la Herramienta Adecuada es un Parámetro Clave
El tipo y la condición de sus herramientas son tan importantes como las velocidades y avances que establece.
La Necesidad de Bordes Extremadamente Afilados
Sus herramientas de corte deben estar lo más afiladas posible. Las herramientas de acero de alta velocidad (HSS) o de carburo son efectivas, pero la agudeza del filo es el factor más importante. Un filo afilado corta el material limpiamente, mientras que un filo desafilado lo atraviesa a la fuerza, generando una fricción inmensa y deformando la pieza.
Uso de Ángulos de Despeje Positivos
Las herramientas con un ángulo de desprendimiento (rake) positivo alto y un alivio significativo son ideales. Esta geometría ayuda a levantar la viruta y alejarla de la pieza de trabajo, reduciendo la fricción, el calor y la probabilidad de que se formen rebabas en el borde terminado.
Consideración de Herramientas Especializadas
Para operaciones como el taladrado, las brocas estándar a menudo son ineficaces. Las brocas de flauta parabólica son mucho mejores para evacuar las virutas. Para el mejor acabado superficial y vida útil de la herramienta, los cortadores especializados recubiertos de diamante ofrecen un rendimiento superior.
Comprender las Compensaciones y Trampas
Mecanizar Teflón con éxito requiere evitar errores comunes que surgen de tratarlo como un metal o un plástico más duro.
Trampa: Apretar Demasiado la Pieza de Trabajo
El error más común es sujetar la pieza con demasiada fuerza, lo que la aplasta y arruina la precisión dimensional. Utilice accesorios que distribuyan la fuerza de sujeción sobre un área grande o una configuración de mordaza blanda para sujetar el material de forma segura sin deformarlo.
Trampa: Ignorar la Formación de Rebabas
Debido a su suavidad, el Teflón es muy propenso a las rebabas. Espere realizar una operación secundaria de desbarbado. Usar una herramienta extremadamente afilada con un ángulo de desprendimiento alto es la mejor manera de minimizar esto, pero rara vez lo elimina por completo.
Trampa: Medir una Pieza Caliente
Nunca tome una medición final cuando la pieza aún está caliente por el mecanizado. Debido a su alta expansión térmica, debe permitir que el componente se enfríe y se normalice a temperatura ambiente antes de tomar mediciones críticas o realizar una pasada de acabado final.
Realizar los Ajustes Correctos para Su Objetivo
Sus ajustes específicos deben guiarse por su objetivo principal para la pieza terminada.
- Si su enfoque principal es la precisión dimensional: Priorice la refrigeración agresiva y permita que la pieza se normalice completamente a la temperatura ambiente antes de realizar cualquier corte o medición final.
- Si su enfoque principal es un acabado superficial de alta calidad: Utilice herramientas extremadamente afiladas con ángulo de desprendimiento alto y una velocidad de avance baja para asegurar una acción de corte limpia en lugar de empujar el material.
- Si su enfoque principal es la seguridad: Asegure una excelente ventilación y un flujo constante de refrigerante para mantener las temperaturas muy por debajo del punto de descomposición de 250 °C en todo momento.
Al respetar las propiedades únicas del Teflón y priorizar la reducción del calor y la presión, puede lograr resultados precisos y repetibles.
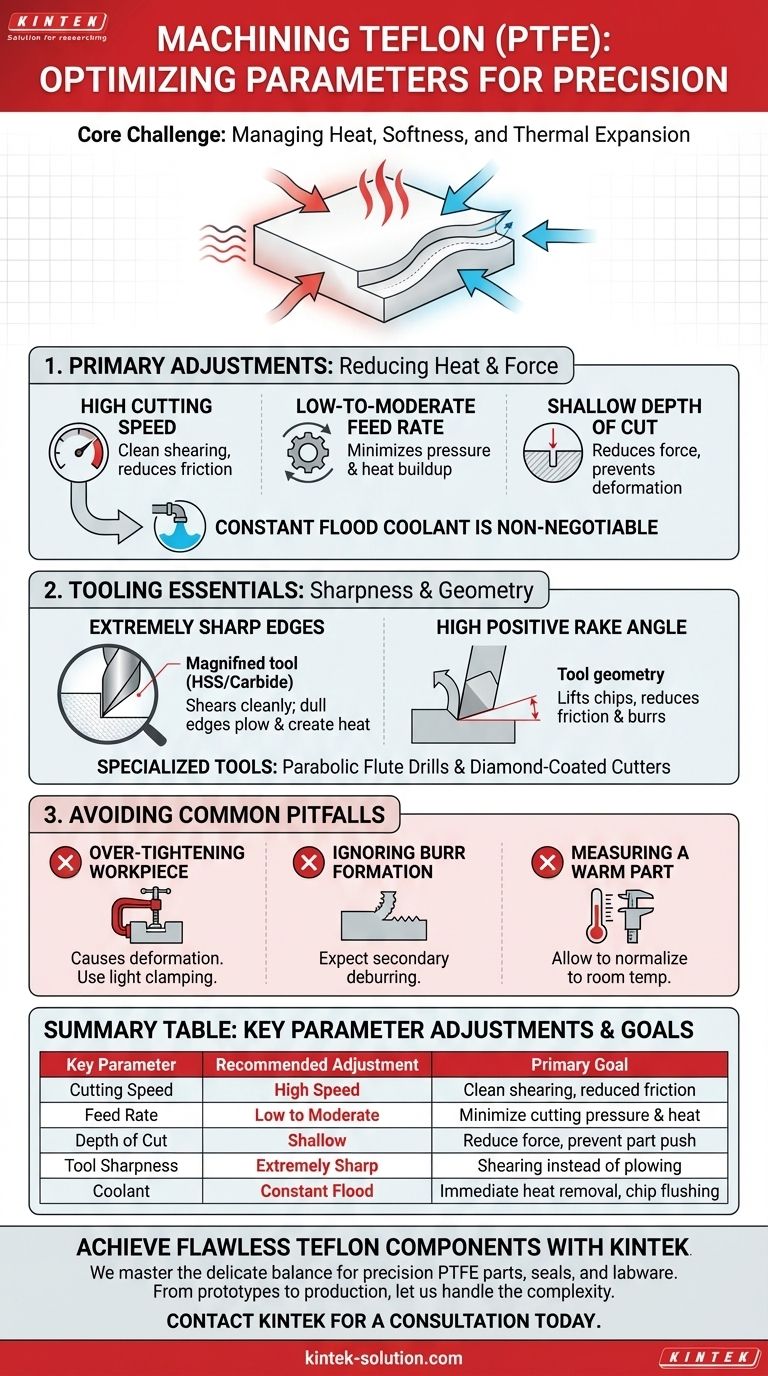
Tabla Resumen:
| Parámetro Clave | Ajuste Recomendado | Objetivo Principal |
|---|---|---|
| Velocidad de Corte | Alta Velocidad | Corte limpio, fricción reducida |
| Velocidad de Avance | Baja a Moderada | Minimizar presión de corte y calor |
| Profundidad de Pasada | Superficial | Reducir la fuerza y evitar el empuje de la pieza |
| Afilado de la Herramienta | Extremadamente Afilado | Cortar en lugar de arrastrar el material |
| Refrigerante | Flujo Constante | Eliminación inmediata del calor y arrastre de virutas |
Logre Componentes de Teflón Impecables con KINTEK
Mecanizar Teflón (PTFE) a especificaciones precisas requiere experiencia y herramientas especializadas. KINTEK fabrica componentes de PTFE de alta precisión—incluyendo sellos, revestimientos y material de laboratorio personalizado—para las industrias de semiconductores, médica y de laboratorio. Dominamos el delicado equilibrio de parámetros para entregar componentes libres de deformación, con acabados superficiales superiores y tolerancias estrictas.
Permítanos manejar la complejidad por usted. Desde prototipos hasta producción de alto volumen, nuestro servicio de fabricación personalizado garantiza que sus piezas de PTFE cumplan con sus requisitos exactos.
Contacte a KINTEK hoy para una consulta y cotización sobre su próximo proyecto.
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Tamiz de reacción de PTFE de alta temperatura con capas personalizables y tamaños de poro de precisión para dispositivos de separación de muestras roscados
- Embudo de separación a presión constante de PTFE personalizado, material de laboratorio resistente a la corrosión y bajo fondo para matraces PFA
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Disco dispersor y varilla agitadora de PTFE personalizados para procesamiento químico y mezcla de laboratorio
La gente también pregunta
- ¿Cómo se comportan los recipientes de politetrafluoroetileno (PTFE) en cuanto a permeación de gases? Perspectivas de expertos sobre la absorción de disolventes
- ¿Se pueden personalizar las piezas de PTFE según requisitos específicos? Logre componentes de PTFE personalizados de precisión
- ¿Se pueden personalizar las piezas de PTFE mecanizadas? Logre soluciones de precisión para aplicaciones exigentes
- ¿Qué opciones de personalización están disponibles para los materiales de PTFE? Adapte el rendimiento a su aplicación
- ¿Qué hace que el PTFE mecanizado sea adecuado para aplicaciones industriales? Rendimiento inigualable en condiciones extremas



















