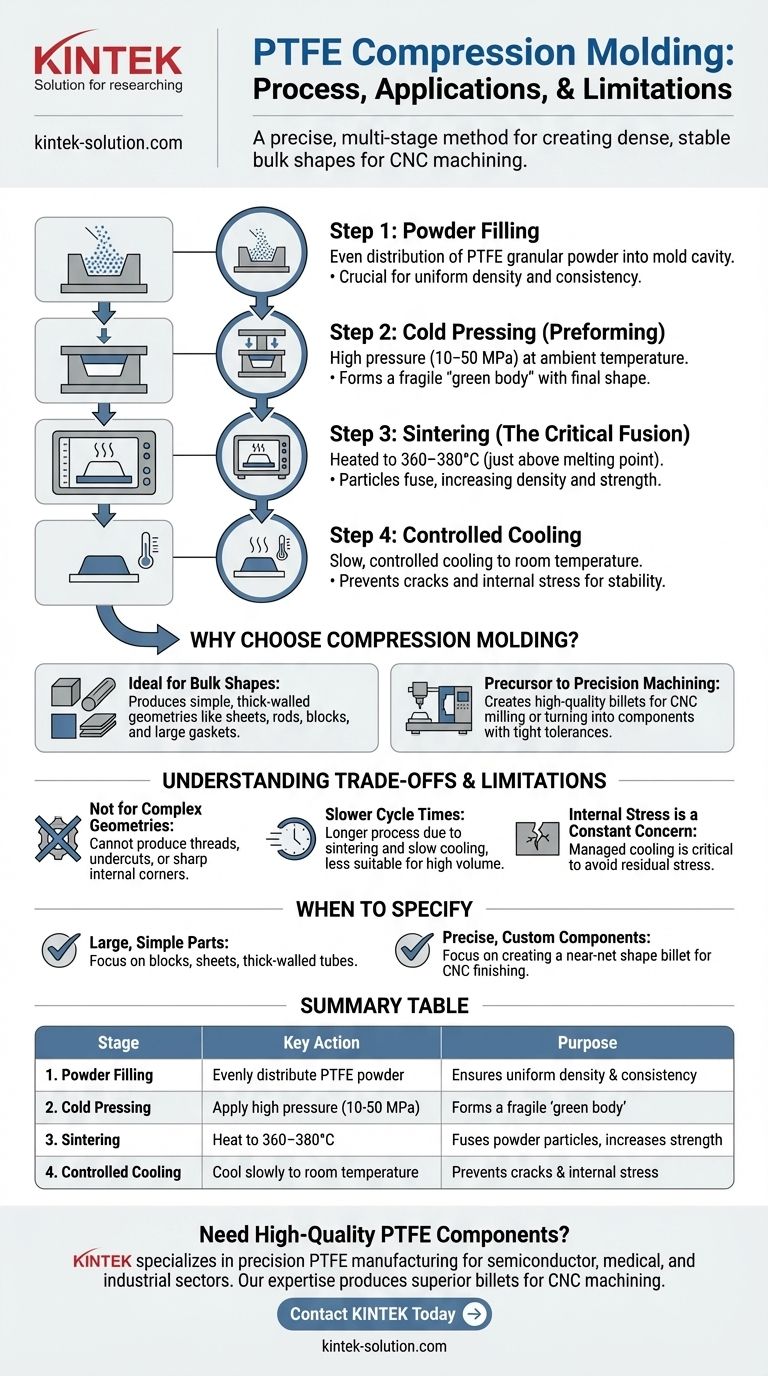
El flujo de proceso para el moldeo por compresión de PTFE es un método preciso de múltiples etapas que involucra cuatro pasos clave. Primero, el polvo de PTFE se llena cuidadosamente en un molde. Segundo, este polvo se somete a alta presión en un paso llamado prensado en frío para formar una pieza frágil o "verde". Tercero, la pieza se calienta en un proceso llamado sinterización, que fusiona las partículas de polvo. Finalmente, se somete a una fase de enfriamiento lenta y controlada para solidificarse en una forma final estable.
El moldeo por compresión de PTFE no se utiliza principalmente para crear piezas terminadas e intrincadas. En cambio, su función principal es producir formas a granel densas, estables y simples, como varillas, láminas o bloques, que sirven como preformas de alta calidad para el mecanizado CNC posterior para lograr dimensiones finales precisas.

Un desglose paso a paso del proceso
Comprender cada etapa del proceso de moldeo por compresión es fundamental para apreciar por qué se elige para aplicaciones específicas y qué determina la calidad del producto final.
Etapa 1: Llenado de polvo
El proceso comienza distribuyendo uniformemente una cantidad predeterminada de polvo granular de PTFE en una cavidad del molde.
La uniformidad de esta distribución es crucial, ya que afecta directamente la densidad y la consistencia de la pieza final. Un llenado desigual puede provocar puntos débiles o imprecisiones dimensionales.
Etapa 2: Prensado en frío (Preformado)
Una vez que el molde está lleno, una prensa aplica una presión significativa, generalmente entre 10 y 50 MPa. Esto se realiza a temperatura ambiente.
Este paso compacta las partículas de polvo, forzándolas a un contacto mecánico estrecho y creando una forma frágil y autosuficiente conocida como cuerpo verde. Esta pieza tiene su forma final pero ninguna de sus propiedades materiales finales.
Etapa 3: Sinterización (La fusión crítica)
El cuerpo verde se retira cuidadosamente del molde y se coloca en un horno especializado para su sinterización.
La pieza se calienta a una temperatura precisa entre 360 y 380 °C, que está justo por encima del punto de fusión del PTFE. El material no se licúa realmente; en cambio, las partículas individuales se fusionan, eliminando vacíos y aumentando drásticamente la densidad y la resistencia mecánica de la pieza.
Etapa 4: Enfriamiento controlado
Después de la sinterización, la pieza debe enfriarse hasta la temperatura ambiente muy lentamente y en condiciones controladas.
El PTFE tiene una alta tasa de expansión y contracción térmica. El enfriamiento rápido induciría tensiones internas significativas, provocando grietas y comprometiendo la integridad estructural de la pieza. Esta fase de enfriamiento lento es esencial para producir un componente estable y libre de tensiones.
¿Por qué elegir el moldeo por compresión para PTFE?
Este proceso aparentemente complejo es el método preferido para el PTFE por varias razones clave que se alinean con las propiedades únicas del material y sus aplicaciones comunes.
Ideal para formas a granel
El moldeo por compresión sobresale en la producción de geometrías simples de paredes gruesas. Es el método más eficaz para crear materiales de stock como láminas, varillas, bloques y juntas grandes.
Un precursor del mecanizado de precisión
La aplicación más común de este proceso no es fabricar una pieza final, sino crear un tocho de alta calidad. Este bloque o varilla denso y estable se transfiere luego a una máquina CNC para fresarlo o tornearlo en un componente con tolerancias estrictas.
Este enfoque de dos pasos (moldear y luego mecanizar) es a menudo más económico y efectivo que intentar moldear una pieza de PTFE compleja directamente.
Comprensión de las compensaciones y limitaciones
Si bien es efectivo, este proceso conlleva limitaciones inherentes que lo hacen inadecuado para ciertas aplicaciones. Reconocer estas compensaciones es clave para tomar una decisión informada.
No apto para geometrías complejas
La naturaleza de presionar polvo en una cavidad simple significa que este proceso no puede producir características intrincadas como roscas, esquinas internas afiladas o socavaduras. La geometría de la pieza debe ser lo suficientemente simple como para poder presionarse y expulsarse.
Tiempos de ciclo más lentos
La combinación de la sinterización y, lo que es más importante, la fase de enfriamiento muy lenta da como resultado tiempos de ciclo largos. Esto hace que el proceso sea menos adecuado para la producción de alto volumen en comparación con el moldeo por inyección de termoplásticos.
La tensión interna es una preocupación constante
La gestión adecuada del ciclo de enfriamiento es la variable más crítica para la calidad de la pieza. Incluso con un control cuidadoso, la tensión interna residual puede ser un factor, razón por la cual el mecanizado a menudo se realiza en material recocido (aliviado de tensiones).
Cuándo especificar el moldeo por compresión de PTFE
Elegir el proceso de fabricación correcto depende completamente de su objetivo final. Utilice estas pautas para determinar si el moldeo por compresión es el camino correcto para su proyecto.
- Si su enfoque principal es producir piezas grandes y simples como bloques, láminas o tubos de pared gruesa: El moldeo por compresión es el método de fabricación más eficaz y, a menudo, el único viable.
- Si su enfoque principal es fabricar un componente personalizado y preciso con tolerancias específicas: Especifique el moldeo por compresión para crear un tocho de forma cercana a la neta, que luego se terminará mediante mecanizado CNC.
Comprender este enfoque de dos etapas (moldear una preforma y luego mecanizarla a la especificación final) es la clave para aprovechar con éxito las propiedades únicas del PTFE para su aplicación.
Tabla de resumen:
| Etapa | Acción clave | Propósito |
|---|---|---|
| 1. Llenado de polvo | Distribuir uniformemente el polvo de PTFE en un molde | Asegura una densidad y consistencia uniformes en la pieza final |
| 2. Prensado en frío | Aplicar alta presión (10-50 MPa) a temperatura ambiente | Forma un frágil 'cuerpo verde' con la forma deseada |
| 3. Sinterización | Calentar la pieza a 360–380°C | Fusiona las partículas de polvo, aumentando la densidad y la resistencia |
| 4. Enfriamiento controlado | Enfriar lentamente hasta temperatura ambiente | Previene grietas y tensiones internas para una pieza final estable |
¿Necesita componentes de PTFE de alta calidad?
KINTEK se especializa en la fabricación de PTFE de precisión para los sectores de semiconductores, médicos, de laboratorio e industriales. Nuestra experiencia en moldeo por compresión produce tochos superiores (varillas, láminas y bloques), perfectos para su posterior mecanizado CNC en componentes finales precisos.
Ofrecemos fabricación personalizada desde prototipos hasta pedidos de gran volumen, asegurando que sus piezas cumplan con las especificaciones exactas.
¡Contacte a KINTEL hoy para discutir los requisitos de su proyecto de PTFE y obtener una cotización!
Guía Visual
Productos relacionados
- Aparato de reflujo y condensación personalizado de PTFE con serpentín y sistema de recolección con matraz para procesamiento químico corrosivo
- Aparato de condensación con reflujo y recolección de gases de PTFE para procesamiento bioquímico corrosivo Sistema de alta temperatura personalizable
- Tanque de reacción de PTFE personalizado, barril de procesamiento químico de fluoropolímero resistente a la corrosión 10L 20L 30L
- Soporte personalizado de PTFE para manipulación de obleas, resistente a la corrosión, para procesamiento de polisilicio semiconductor
- Tubería enrollada de PFA de alta pureza: Mecanizado personalizado de PTFE, soluciones de soldadura de PFA y curvado de precisión
La gente también pregunta
- ¿Cuáles son las propiedades específicas de resistencia química del PTFE utilizado en los tubos de condensador? Protección anticorrosiva inigualable
- ¿Cuáles son las aplicaciones comunes del PTFE en entornos químicos agresivos? Garantizar la fiabilidad y la seguridad
- ¿Qué ventajas técnicas ofrecen los tubos de condensador de PTFE en cuanto a resistencia a la incrustación y mantenimiento? Aumente la eficiencia.
- ¿Cómo beneficia la baja energía superficial del PTFE al proceso de condensación? Aumenta la transferencia de calor y previene las incrustaciones
- ¿Qué métodos de procesamiento se utilizan habitualmente para el PTFE? Dominando el camino único desde el polvo hasta la pieza de precisión



















