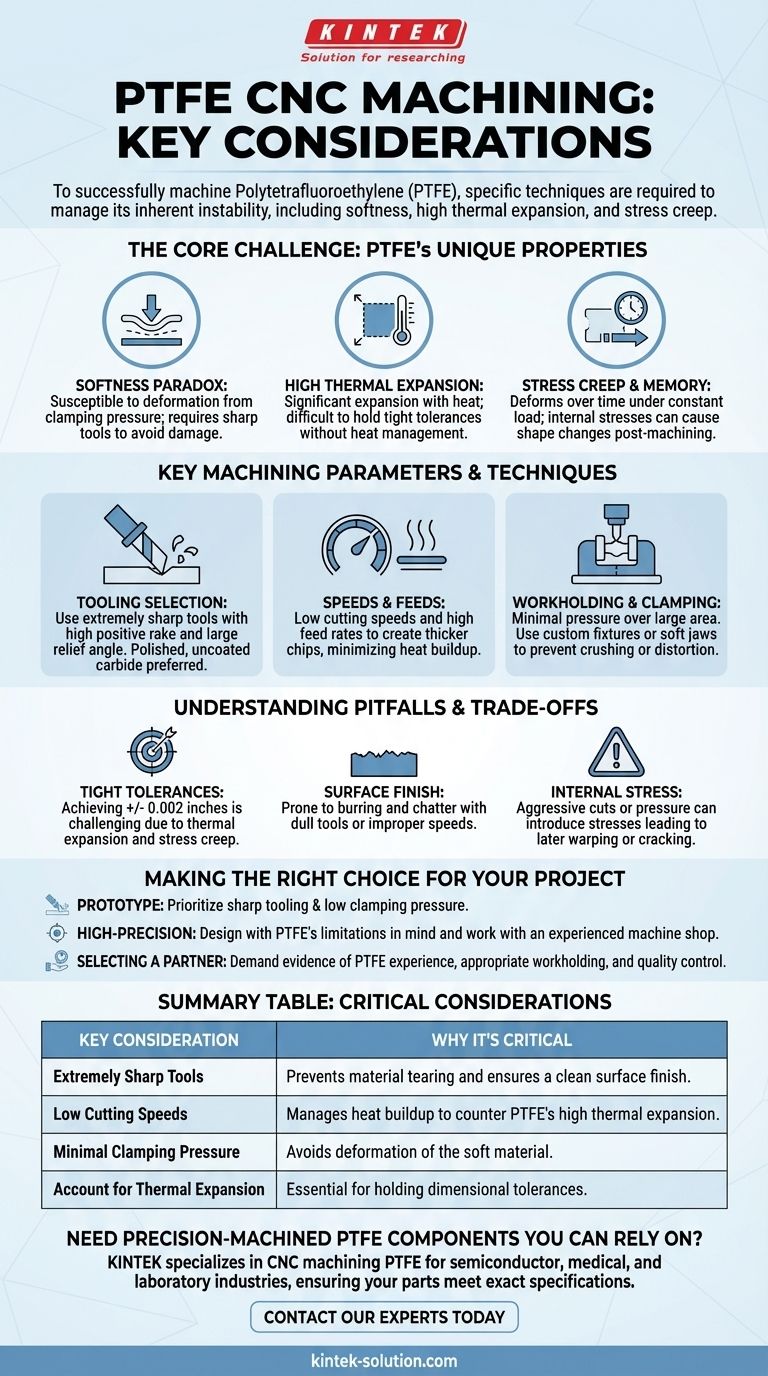
Para mecanizar con éxito el politetrafluoroetileno (PTFE), debe utilizar herramientas extremadamente afiladas, gestionar velocidades de corte bajas para evitar la acumulación de calor, aplicar una presión de sujeción mínima para evitar la deformación y tener en cuenta meticulosamente la alta tasa de expansión térmica del material. Estas consideraciones no son meras prácticas recomendadas; son requisitos fundamentales para lograr cualquier grado de precisión dimensional con este material único.
El desafío central en el mecanizado CNC de PTFE no es su suavidad, que facilita el corte, sino su inestabilidad inherente. El éxito depende enteramente de técnicas que se adapten a su tendencia a deformarse bajo presión, expandirse con el calor y fluir con el tiempo, en lugar de intentar forzarlo en un proceso de mecanizado rígido.

El Desafío Central: Las Propiedades Únicas del PTFE
Comprender por qué el PTFE requiere un manejo tan específico es el primer paso para dominarlo. Los principales beneficios del material (baja fricción, inercia química) están directamente relacionados con las propiedades que lo hacen difícil de mecanizar con precisión.
La Paradoja de la Suavidad
El PTFE tiene una baja dureza Rockwell, lo que lo hace excepcionalmente fácil de cortar. Sin embargo, esta misma suavidad significa que es muy susceptible a la deformación por la presión de sujeción y puede dañarse fácilmente con herramientas de corte desafiladas o melladas, lo que resulta en un mal acabado superficial.
Alta Expansión Térmica
El PTFE tiene uno de los coeficientes de expansión térmica más altos entre los polímeros. Incluso un pequeño aumento de temperatura debido al proceso de corte puede hacer que el material se expanda significativamente, lo que hace casi imposible mantener tolerancias estrictas sin una gestión cuidadosa del calor.
Fluencia por Esfuerzo y Memoria
Este material es propenso a la fluencia por esfuerzo (stress creep), lo que significa que se deformará lentamente con el tiempo cuando está bajo una carga constante (como la de una mordaza o un ajuste a presión). También posee una "memoria", donde las tensiones internas inducidas durante el mecanizado pueden hacer que la pieza cambie de forma horas o incluso días después.
Parámetros y Técnicas Clave de Mecanizado
Para contrarrestar estas propiedades del material, se requiere un conjunto específico de parámetros operativos. Estos no son negociables para lograr un resultado de calidad.
Selección de Herramientas
El factor más importante es la nitidez de la herramienta de corte. Las herramientas deben tener un ángulo de desprendimiento positivo alto y un gran ángulo de desahogo. A menudo se prefieren las herramientas de carburo pulido y sin recubrimiento, ya que generan menos fricción y calor.
Velocidades y Avances
Para gestionar la expansión térmica, generalmente se recomiendan bajas velocidades de corte y altas velocidades de avance. Este enfoque crea una viruta más gruesa que arrastra el calor lejos de la pieza de trabajo, minimizando la acumulación de temperatura en la pieza misma.
Sujeción de la Pieza
Las mordazas de máquina estándar aplastarán o deformarán fácilmente el PTFE. Utilice una presión de sujeción mínima distribuida sobre una gran superficie. A menudo son necesarios accesorios personalizados o mordazas blandas para sujetar la pieza de forma segura sin introducir tensión o deformación.
Comprender las Trampas y las Compensaciones
Mecanizar PTFE implica aceptar ciertas limitaciones. Forzar el material más allá de sus capacidades es una fuente común de fallos.
La Dificultad de las Tolerancias Estrechas
Lograr tolerancias más estrictas que +/- 0.002 pulgadas es extremadamente desafiante y requiere un maquinista experto. La combinación de expansión térmica y fluencia por esfuerzo significa que la dimensión final de la pieza puede diferir de su dimensión inmediatamente después del corte.
Desafíos del Acabado Superficial
Aunque es fácil de cortar, el PTFE es propenso a las rebabas y al picado (chatter). Un acabado deficiente suele ser un signo de una herramienta desafilada, calor excesivo o velocidades y avances inadecuados. Pueden ser necesarias técnicas de posprocesamiento como el granallado o el micropulido para superficies críticas.
Riesgo de Tensión Interna
Los cortes agresivos, la presión de sujeción excesiva o las herramientas desafiladas pueden introducir tensiones internas en la pieza. Esta tensión puede hacer que el componente se deforme o agriete mucho después de que haya finalizado el mecanizado, lo que provoca un fallo prematuro.
Tomar la Decisión Correcta para su Proyecto
Su enfoque debe dictarse por los requisitos específicos de su componente.
- Si su enfoque principal es un prototipo o una pieza no crítica: Priorice los fundamentos de herramientas afiladas y baja presión de sujeción, ya que esto evitará los fallos más comunes.
- Si su enfoque principal es un componente de alta precisión: Debe diseñar la pieza teniendo en cuenta las limitaciones del PTFE y trabajar con un taller de mecanizado que tenga experiencia verificable con este material específico.
- Si su enfoque principal es seleccionar un socio de mecanizado: Exija pruebas de su experiencia con PTFE, confirme que utilizan una sujeción adecuada y pregunte sobre su proceso de control de calidad para gestionar la expansión térmica.
En última instancia, el mecanizado exitoso de PTFE es una cuestión de respetar la naturaleza inherente del material en lugar de luchar contra ella.
Tabla Resumen:
| Consideración Clave | Por Qué Es Crítica |
|---|---|
| Herramientas Extremadamente Afiladas | Evita el desgarro del material y asegura un acabado superficial limpio. |
| Bajas Velocidades de Corte | Gestiona la acumulación de calor para contrarrestar la alta expansión térmica del PTFE. |
| Presión de Sujeción Mínima | Evita la deformación del material blando. |
| Tener en Cuenta la Expansión Térmica | Esencial para mantener las tolerancias dimensionales. |
¿Necesita componentes de PTFE mecanizados con precisión en los que pueda confiar?
En KINTEK, nos especializamos en el mecanizado CNC de PTFE para las industrias de semiconductores, médica y de laboratorio. Nuestra experiencia en la gestión de propiedades del material como la expansión térmica y la fluencia por esfuerzo garantiza que sus sellos, revestimientos y material de laboratorio personalizado cumplan con especificaciones exactas, desde prototipos hasta producción de gran volumen.
Póngase en contacto con nuestros expertos hoy mismo para hablar de su proyecto y obtener un presupuesto.
Guía Visual
Productos relacionados
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Tamiz de reacción de PTFE de alta temperatura con capas personalizables y tamaños de poro de precisión para dispositivos de separación de muestras roscados
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
La gente también pregunta
- ¿Cómo minimiza el PTFE la contaminación de las muestras? Garantice una pureza inigualable para análisis críticos
- ¿Cómo se compara el PTFE con el Polietileno (PE) en términos de resistencia química y a la temperatura? Elija el Polímero Adecuado para Condiciones Extremas
- ¿Cuál es el rango de temperatura operativo para el material de laboratorio de PTFE? Dominando los límites térmicos de -200°C a +260°C
- ¿Cuáles son los usos del PTFE en equipos médicos y de laboratorio? Descubra la biocompatibilidad y la resistencia química
- ¿Cuáles son los métodos de fabricación primarios para aparatos de laboratorio de PTFE? Perspectivas de expertos en ingeniería de fluoropolímeros



















