El mecanizado de teflón (PTFE) es engañosamente complejo. Los desafíos principales provienen de su blandura inherente, su conductividad térmica extremadamente baja y su alto coeficiente de expansión térmica. Estas propiedades provocan problemas de acumulación de calor, deformación del material y dificultad para mantener tolerancias estrictas. El éxito requiere un enfoque específico que utilice herramientas extremadamente afiladas, bajas velocidades de corte, refrigeración agresiva y sujeción precisa de la pieza para gestionar la inestabilidad del material.
El desafío principal del mecanizado de teflón no es su dureza, sino su inestabilidad inherente. El éxito depende menos de la eliminación agresiva de material y más de la gestión del calor, la presión y la expansión térmica para evitar que el material se deforme o "mueva" durante y después del proceso de corte.

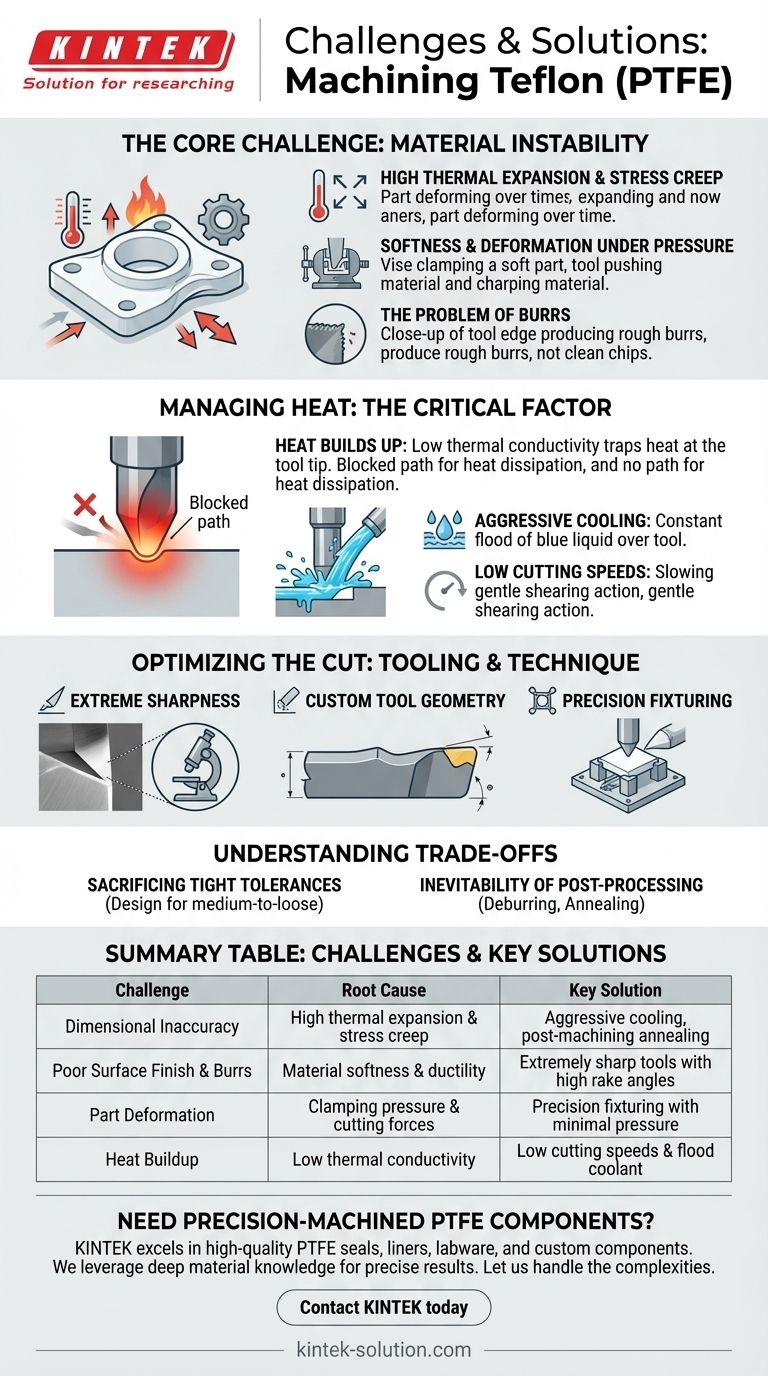
El desafío principal: inestabilidad del material
El teflón no se comporta como el metal ni como la mayoría de los demás plásticos. Sus desafíos principales radican en su tendencia a cambiar de forma bajo estrés térmico y mecánico.
Alta expansión térmica y fluencia por tensión
El teflón se expande y contrae significativamente con los cambios de temperatura. Este alto coeficiente de expansión hace que mantener tolerancias estrictas sea increíblemente difícil, ya que una pieza puede estar dentro de las especificaciones en una máquina fría y fuera de las especificaciones a temperatura ambiente.
Además, el teflón está sujeto a la fluencia por tensión, lo que significa que se deformará lentamente con el tiempo cuando esté bajo presión, incluso por sus propias tensiones internas inducidas durante la fabricación.
Blandura y deformación bajo presión
La blandura del material significa que puede comprimirse o distorsionarse fácilmente por las fuerzas de sujeción en un tornillo de banco o accesorio. Un apriete excesivo arruinará la pieza antes de realizar un solo corte.
Esta blandura también significa que la herramienta de corte puede empujar el material en lugar de cortarlo limpiamente, lo que provoca imprecisiones dimensionales y acabados superficiales deficientes.
El problema de las rebabas
En lugar de producir una viruta limpia que se desprenda, la naturaleza blanda y dúctil del teflón a menudo resulta en una rebaba persistente a lo largo del borde de corte. Esto requiere un paso de postprocesamiento dedicado para su eliminación, que debe planificarse con anticipación.
Gestión del calor: el factor crítico
El mayor enemigo al mecanizar teflón es el calor. Debido a que el material es un excelente aislante térmico, el calor generado por el proceso de corte queda atrapado en la punta de la herramienta en lugar de disiparse a través de la pieza de trabajo.
Por qué se acumula el calor
La baja conductividad térmica del teflón significa que no puede disipar eficazmente el calor de la zona de corte. Esta acumulación de calor localizada puede hacer que el material se derrita, atasque la herramienta o se expanda de forma impredecible, destruyendo cualquier esperanza de precisión.
El papel de la refrigeración agresiva
Para combatir la acumulación de calor, es esencial una aplicación abundante de refrigerante. Un flujo constante de refrigerante soluble en agua es una práctica estándar para eliminar el calor de la herramienta y la pieza de trabajo tan rápido como se genera.
El impacto de las velocidades de corte
Las velocidades de corte más bajas son obligatorias. Las altas velocidades generan fricción y calor más rápido de lo que se puede eliminar, lo que provoca los problemas descritos anteriormente. El objetivo es una acción de corte suave y controlada.
Optimización del corte: herramientas y técnica
Las herramientas y técnicas de metalurgia estándar suelen ser ineficaces en el teflón. Toda la estrategia de corte debe adaptarse a las propiedades únicas del material.
La necesidad de una nitidez extrema
Las herramientas deben ser excepcionalmente afiladas con un filo pulido. Una herramienta desafilada o incluso estándar tenderá a arar o empujar el material, lo que provocará que se deforme y se desgarre. Las herramientas de carburo afiladas son una buena base, y las herramientas con recubrimiento de diamante ofrecen un rendimiento superior para trabajos de alta precisión.
Geometría de herramientas personalizada
A menudo se requieren geometrías de herramientas especiales. Los ángulos de ataque positivos altos y los ángulos de holgura aumentados ayudan a crear una acción de corte limpia y evitan que el material blando se pegue o roce contra la herramienta, lo que generaría más calor.
Sujeción de precisión
La sujeción de la pieza debe ser precisa y delicada. Los accesorios deben diseñarse para sujetar la pieza de trabajo de forma segura sin aplicar una presión de sujeción excesiva que pueda causar distorsión.
Comprensión de las compensaciones y limitaciones
Para mecanizar teflón con éxito, debe aceptar sus limitaciones inherentes y diseñar en torno a ellas.
Sacrificando tolerancias estrictas
Siempre que sea posible, diseñe piezas con tolerancias medias a holgadas. Si su aplicación no requiere absolutamente una precisión a nivel de micras, no la especifique. Esto proporciona un mayor margen de error para tener en cuenta la expansión térmica y la fluencia.
La inevitabilidad del postprocesamiento
Asuma que será necesario algún tipo de postprocesamiento. Esto a menudo incluye un paso de desbarbado dedicado, que puede implicar recorte manual, lijado ligero o incluso congelación de la pieza para que las rebabas sean quebradizas y más fáciles de quitar.
Para aplicaciones de alta precisión, puede ser necesario un ciclo de recocido o alivio de tensiones posterior al mecanizado para mejorar la estabilidad dimensional a largo plazo de la pieza.
Tomar la decisión correcta para su proyecto
Su estrategia de mecanizado debe estar dictada por los requisitos finales de la pieza.
- Si su objetivo principal es lograr tolerancias estrictas: priorice la refrigeración agresiva y las bajas velocidades de corte, y planifique un proceso de recocido posterior al mecanizado para garantizar la estabilidad a largo plazo.
- Si su objetivo principal es un acabado superficial liso y sin rebabas: utilice herramientas extremadamente afiladas y pulidas con ángulos de ataque positivos altos e incorpore una estrategia de desbarbado específica en su plan de producción.
- Si su objetivo principal es minimizar la deformación de la pieza: diseñe accesorios que proporcionen un amplio soporte con una presión de sujeción mínima y utilice velocidades de avance bajas para evitar empujar el material.
En última instancia, el éxito con el teflón proviene de respetar sus propiedades únicas en lugar de luchar contra ellas.
Tabla resumen:
| Desafío | Causa raíz | Solución clave |
|---|---|---|
| Imprecisión dimensional | Alta expansión térmica y fluencia por tensión | Refrigeración agresiva, recocido posterior al mecanizado |
| Acabado superficial deficiente y rebabas | Blandura y ductilidad del material | Herramientas extremadamente afiladas con altos ángulos de ataque |
| Deformación de la pieza | Presión de sujeción y fuerzas de corte | Sujeción de precisión con presión mínima |
| Acumulación de calor | Baja conductividad térmica | Bajas velocidades de corte y refrigerante por inundación |
¿Necesita componentes de PTFE mecanizados con precisión?
El mecanizado de teflón requiere experiencia especializada para superar sus desafíos únicos. KINTEK se destaca en la producción de sellos, revestimientos, material de laboratorio y componentes personalizados de PTFE de alta calidad para los sectores de semiconductores, médico, de laboratorio e industrial.
Aprovechamos nuestro profundo conocimiento de los materiales y nuestras capacidades de producción de precisión, desde prototipos hasta pedidos de gran volumen, para garantizar que sus piezas cumplan con las especificaciones exactas sin deformaciones ni problemas térmicos.
Permítanos manejar las complejidades por usted. ¡Contacte a KINTEK hoy para discutir su proyecto y obtener una cotización!
Guía Visual
Productos relacionados
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
- Impulsor de agitación de PTFE resistente a la corrosión y disco de dispersión de politetrafluoroetileno personalizable
La gente también pregunta
- ¿Cuál es el rango de temperatura de funcionamiento de las cestas de flores de PTFE? Límites térmicos y rendimiento de -200 °C a +260 °C.
- ¿Cómo contribuye una cesta de flores de PTFE al enjuague y secado eficientes de los sustratos? Eficiencia de procesos de Boost Lab
- ¿Cómo contribuyen las cestas de flores de PTFE a la pureza en la fabricación de semiconductores? Alcanza pureza inferior a 10 ppt y lixiviación cero
- ¿Cuál es la función principal y la aplicación de una cesta de flores de PTFE? Guía experta para el procesamiento de alta pureza
- ¿Qué ventajas ofrecen las cestas de flores de PTFE para la industria fotovoltaica y de energía solar? Aumente la eficiencia de las celdas



















