Los principales desafíos en el fresado CNC de PTFE son su suavidad, que provoca la formación de rebabas, y su alto coeficiente de expansión térmica, que causa inestabilidad dimensional. Mecanizar con éxito el politetrafluoroetileno (PTFE) requiere una estrategia que se adapte a estas propiedades inherentes del material con herramientas, configuraciones y técnicas de manipulación específicas.
La dificultad central en el mecanizado de PTFE no es su dureza, sino su tendencia a deformarse bajo calor y presión. El éxito depende de trabajar con la naturaleza del material gestionando la expansión térmica y el estrés mecánico, en lugar de intentar forzarlo a someterse.

El problema central: Por qué el PTFE se comporta de manera diferente
Para comprender los desafíos del fresado de PTFE, primero debe entender sus propiedades fundamentales. A diferencia de los metales o plásticos rígidos, el comportamiento del PTFE bajo estrés y calor dicta toda la estrategia de mecanizado.
Desglosando la suavidad del PTFE
El PTFE es un material excepcionalmente blando. Durante el fresado, una herramienta de corte desafilada o mal diseñada tenderá a empujar o "deslizar" el material en lugar de cortarlo limpiamente.
Esta acción de empuje es la causa principal de la formación de rebabas pesadas, lo que resulta en un acabado superficial deficiente y requiere operaciones secundarias de desbarbado.
El alto coeficiente de expansión térmica
El PTFE se expande y contrae con los cambios de temperatura mucho más que la mayoría de los materiales. La fricción de una herramienta de corte genera calor localizado, haciendo que el material se hinche durante el proceso de fresado.
Si las dimensiones se miden mientras la pieza aún está caliente, estará fuera de especificación una vez que se enfríe y contraiga. Esto hace que lograr la precisión dimensional sea un desafío significativo.
Fluencia por tensión y flujo en frío
El PTFE es propenso a la "fluencia por tensión" (stress creep), también conocida como flujo en frío. Esto significa que el material se deformará lentamente con el tiempo cuando se someta a una presión constante, incluso a temperatura ambiente.
Esta propiedad afecta directamente la sujeción de la pieza. Si una pieza de trabajo se sujeta con demasiada fuerza en una mordaza, se comprimirá. La pieza puede tener dimensiones perfectas mientras está sujeta, pero será inexacta una vez que se libere la presión y el material se relaje.
Desafíos prácticos de mecanizado y soluciones
Estas propiedades del material crean problemas predecibles en el taller. Abordarlos requiere ajustes específicos en las prácticas de fresado estándar.
Lograr precisión dimensional
La combinación de expansión térmica y fluencia por tensión dificulta mantener tolerancias estrictas. La clave es minimizar la generación de calor y la presión de sujeción.
Utilice velocidades y avances de corte moderados para reducir la fricción y la acumulación de calor. Esta es la forma más efectiva de gestionar la expansión térmica.
Prevención de la formación de rebabas
Para obtener un corte limpio en lugar de uno deslizado, la herramienta de corte es primordial. Utilice herramientas de corte extremadamente afiladas y pulidas, preferiblemente hechas de Acero Rápido (HSS) o carburo sin recubrimiento.
Un ángulo de desprendimiento (rake) de gran inclinación positiva en la herramienta ayuda a levantar la viruta y cortar el material limpiamente, reduciendo drásticamente la formación de rebabas.
Gestión de la acumulación de calor
Debido a que el PTFE es un mal conductor térmico, el calor se concentra en el filo de corte. Si no se gestiona, este calor localizado conduce directamente a los problemas de expansión mencionados anteriormente.
Los refrigerantes pueden ayudar, pero la primera línea de defensa es siempre una herramienta afilada y velocidades de corte apropiadas para evitar que se genere calor en primer lugar.
Sujetar la pieza de trabajo sin distorsión
Para contrarrestar la fluencia por tensión, aplique solo la fuerza de sujeción suficiente para mantener la pieza segura. Evite apretar demasiado a toda costa.
El uso de accesorios con una superficie más grande para distribuir la presión de sujeción también puede ayudar a evitar que el material se comprima y se deforme.
Comprender las compensaciones
Si bien las propiedades del PTFE lo hacen ideal para ciertas aplicaciones, como sellos de baja fricción o componentes resistentes a productos químicos, también introducen limitaciones inevitables.
La limitación de la tolerancia
Debido a su inestabilidad inherente, el PTFE no es adecuado para piezas que requieren tolerancias extremadamente ajustadas (por ejemplo, +/- 0.001"). Los diseños deben tener esto en cuenta especificando tolerancias más amplias siempre que sea posible.
El riesgo de desperdicio de material
Una configuración incorrecta puede arruinar rápidamente una pieza de trabajo de PTFE. La configuración inicial y las pruebas de corte son críticas para ajustar los parámetros correctos, lo que puede generar algo de chatarra de material inicial.
La necesidad de herramientas dedicadas
Aunque el PTFE es fácil de cortar en principio, lograr un resultado de calidad requiere herramientas específicas. Las herramientas deben mantenerse excepcionalmente afiladas y, por lo general, deben dedicarse solo al mecanizado de plásticos blandos para evitar muescas o desafilado que degraden el rendimiento.
Tomar la decisión correcta para su objetivo
Su enfoque para mecanizar PTFE debe alinearse directamente con el objetivo final de su proyecto.
- Si su enfoque principal es la creación rápida de prototipos: Aproveche la fácil maquinabilidad del PTFE con velocidades moderadas, pero diseñe teniendo en cuenta tolerancias holgadas.
- Si su enfoque principal son los componentes de alta precisión: Debe priorizar la minimización del calor con herramientas afiladas y velocidades de corte controladas, utilizando una presión de sujeción baja y distribuida uniformemente.
- Si su enfoque principal es un acabado superficial superior: Utilice herramientas con un ángulo de desprendimiento positivo excepcionalmente afilado y considere operaciones secundarias como el micropulido después del fresado.
En última instancia, el mecanizado exitoso de PTFE proviene de respetar las propiedades únicas del material, no de luchar contra ellas.
Tabla de resumen:
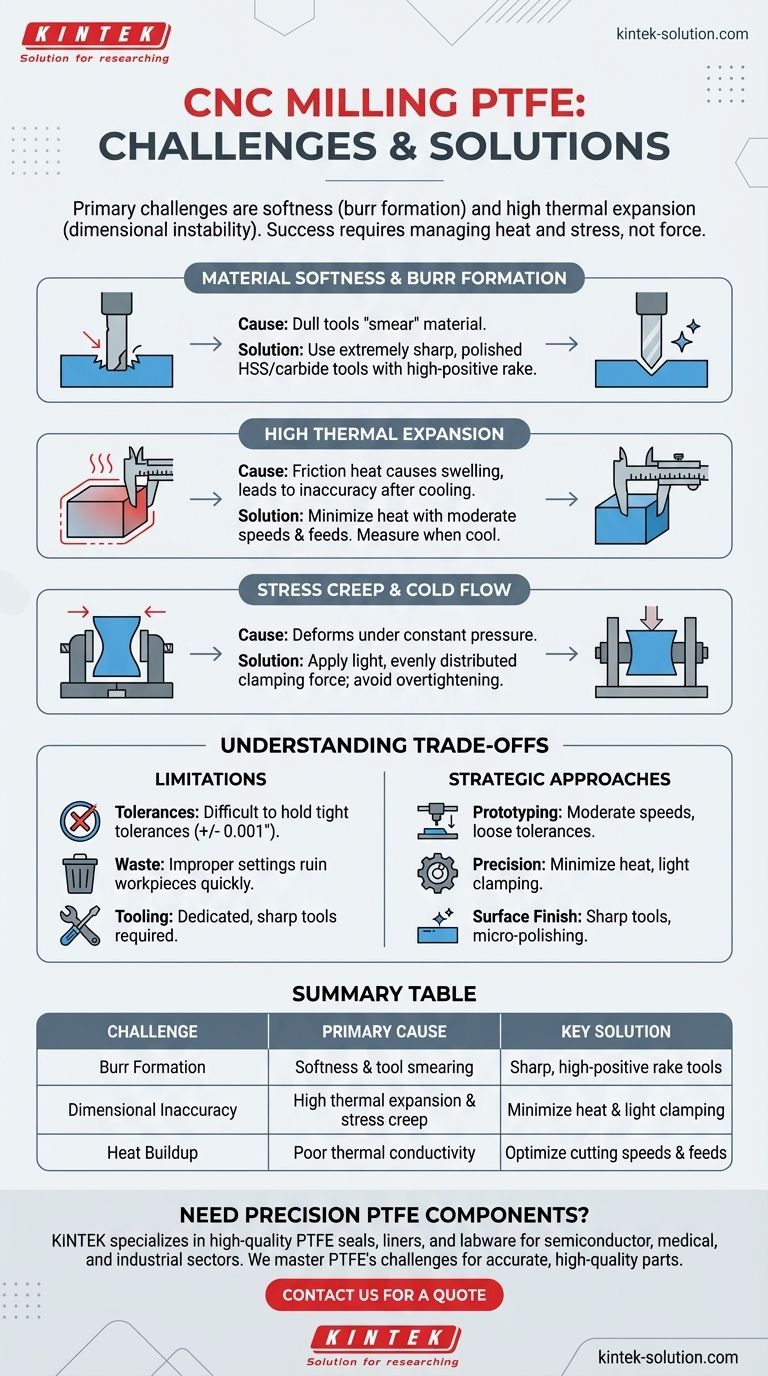
| Desafío | Causa principal | Solución clave |
|---|---|---|
| Formación de rebabas | Suavidad del material y deslizamiento de la herramienta | Utilizar herramientas afiladas con ángulo de desprendimiento positivo alto |
| Imprecisión dimensional | Alta expansión térmica y fluencia por tensión | Minimizar el calor y usar sujeción ligera |
| Acumulación de calor | Poca conductividad térmica del PTFE | Optimizar velocidades y avances de corte |
¿Necesita componentes de PTFE mecanizados con precisión?
En KINTEK, nos especializamos en la fabricación de sellos, revestimientos y material de laboratorio de PTFE de alta calidad para los sectores de semiconductores, médico e industrial. Nuestra experiencia en fabricación personalizada nos permite navegar expertamente los desafíos de la suavidad y la expansión térmica del PTFE, entregando piezas con la precisión dimensional y el acabado superficial superior que su aplicación exige, desde prototipos hasta producción de gran volumen.
Contacte a nuestro equipo hoy mismo para discutir los requisitos de su proyecto y obtener una cotización.
Guía Visual
Productos relacionados
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Frascos de molienda personalizados de PTFE para molino de bolas de 50 ml: Recipiente de laboratorio resistente a la corrosión y de bajo fondo
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Cortador de Membrana Filtro Circular de PTFE de Alta Pureza con Cuchilla de Cerámica para Análisis de Trazas y Preparación de Muestras en Laboratorios CDC
- Cilindros de medición de PTFE a medida para aplicaciones científicas e industriales avanzadas
La gente también pregunta
- ¿Cómo minimiza el PTFE la contaminación de las muestras? Garantice una pureza inigualable para análisis críticos
- ¿Cómo se compara el PTFE con el Polietileno (PE) en términos de resistencia química y a la temperatura? Elija el Polímero Adecuado para Condiciones Extremas
- ¿Cuáles son los métodos de fabricación primarios para aparatos de laboratorio de PTFE? Perspectivas de expertos en ingeniería de fluoropolímeros
- ¿Cuáles son las principales propiedades de resistencia química de los aparatos de laboratorio de PTFE? Pureza e Inercia Inigualables
- ¿Cuáles son las ventajas mecánicas y de seguridad de utilizar aparatos de PTFE en un laboratorio? Mejora la Seguridad y la Durabilidad



















