Para instalar correctamente una junta de PTFE, el proceso debe verse como el ensamblaje de un sistema completo, no solo como la colocación de una pieza. Requiere una preparación meticulosa de las superficies de la brida, una inspección cuidadosa de la junta, una alineación precisa y un procedimiento de apriete de pernos altamente controlado y en múltiples etapas para crear un sello duradero y sin fugas.
La fiabilidad de una unión sellada depende menos de la junta en sí y más de la calidad de la instalación. Un sello exitoso es el resultado de superficies limpias y alineadas y una fuerza compresiva aplicada de manera uniforme y correcta; cualquier cosa menos invita al fallo.

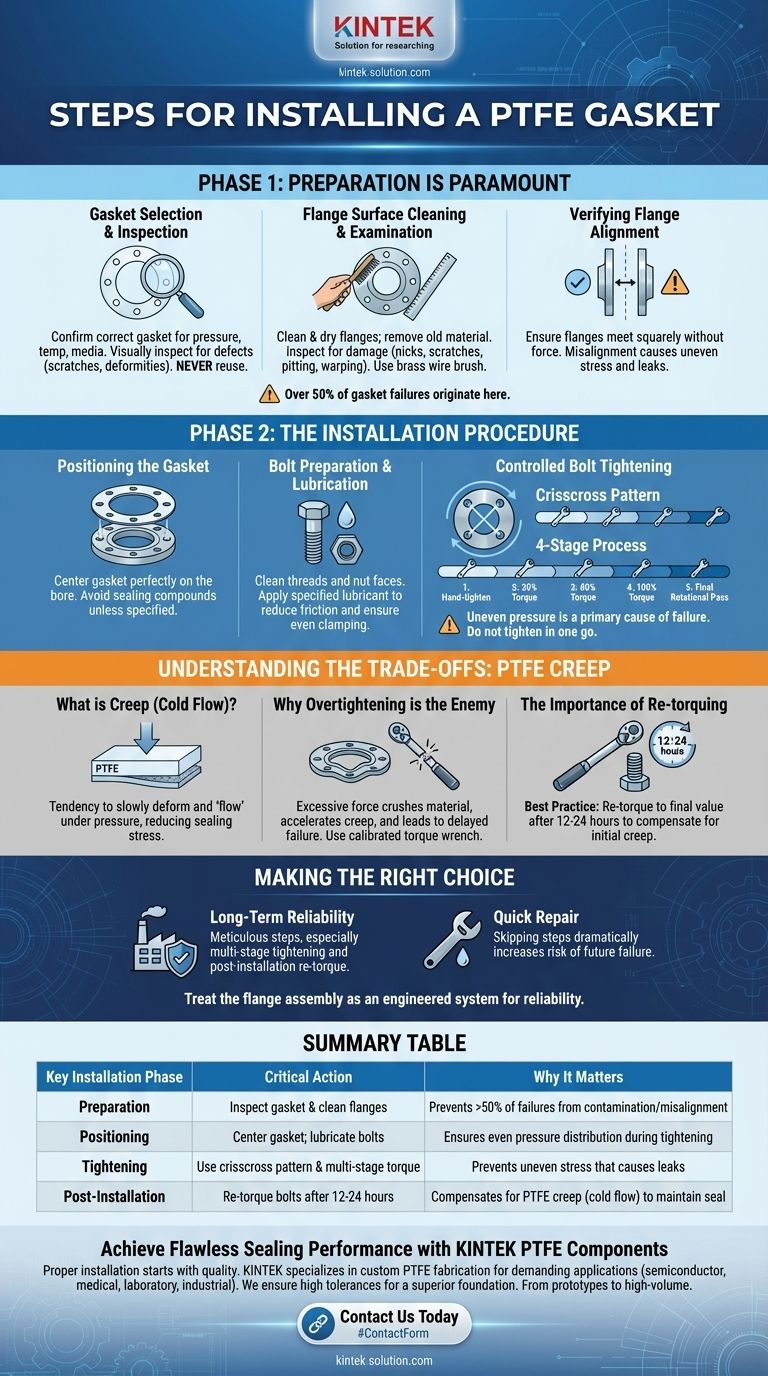
Fase 1: La preparación es primordial
Antes de manipular la junta, deben establecerse las bases para un sellado exitoso. Más del 50% de los fallos de las juntas se deben a una preparación inadecuada de las superficies de sellado.
Selección e inspección de la junta
Primero, confirme que tiene la junta correcta para la presión, temperatura y medios químicos de la aplicación. Nunca reutilice una junta de PTFE.
Inspeccione visualmente la junta nueva en busca de cualquier defecto, como rayones, cortes o deformidades. Una junta comprometida nunca sellará correctamente y debe desecharse.
Limpieza y examen de la superficie de la brida
Las caras de la brida deben estar perfectamente limpias, secas y libres de cualquier material de junta viejo, óxido u otros contaminantes. Utilice un cepillo de alambre (se prefiere el latón para evitar rayar la superficie) y un disolvente apropiado.
Fundamentalmente, inspeccione las superficies de la brida limpias en busca de daños. Pase un dedo o un borde recto sobre la cara para sentir muescas, rayones profundos, picaduras o deformaciones. Ninguna junta puede sellar de manera confiable una brida dañada.
Verificación de la alineación de la brida
Asegúrese de que las bridas puedan juntarse perfectamente sin forzar. La desalineación, ya sea angular o paralela, ejerce una tensión desigual sobre la junta y provocará una fuga.
Si tiene que tirar de las tuberías para juntar las bridas, primero debe corregirse el problema subyacente de la tubería.
Fase 2: El procedimiento de instalación
Con las bridas completamente preparadas, la instalación puede comenzar. Cada paso debe realizarse con precisión.
Colocación de la junta
Coloque con cuidado la junta en la cara de la brida, asegurándose de que esté perfectamente centrada en el orificio. No utilice ningún compuesto sellador ni grasa a menos que el fabricante lo especifique explícitamente, ya que esto puede interferir con la función de la junta.
Preparación y lubricación de los pernos
Asegúrese de que todas las roscas de los pernos y las caras de las tuercas estén limpias. Aplique una pequeña cantidad de lubricante especificado y de alta calidad a las roscas de los pernos y a la cara de la tuerca que entrará en contacto con la brida.
La lubricación no es para sellar; es para reducir la fricción durante el apriete. Esto asegura que el par aplicado se traduzca en una fuerza de sujeción consistente y uniforme sobre la junta.
Apriete controlado de los pernos
Este es el paso más crítico. La presión desigual es una causa principal del fallo de las juntas. Siempre apriete los pernos utilizando un patrón de cruce para aplicar presión uniformemente sobre la superficie de la junta.
No apriete los pernos a su par final de una sola vez. El proceso debe realizarse en etapas:
- Apriete manual de todos los pernos.
- Primera pasada: Apriete cada perno a aproximadamente el 30% del par objetivo final.
- Segunda pasada: Apriete cada perno a aproximadamente el 60% del par objetivo final.
- Pasada final: Apriete cada perno al 100% del par objetivo final.
- Pasada rotacional: Realice una pasada final, moviéndose secuencialmente de un perno a otro, para verificar que todos los pernos estén en el valor de par final.
Comprensión de las compensaciones: El desafío de la fluencia del PTFE
El PTFE es un material de sellado excepcional, pero su principal debilidad debe gestionarse: su tendencia a "fluir" (creep).
¿Qué es la fluencia (Cold Flow)?
La fluencia, también conocida como flujo en frío, es la tendencia del PTFE a deformarse lentamente y "fluir" lejos del punto de presión con el tiempo. Esta relajación reduce el estrés en la junta y puede provocar una pérdida de presión de sellado.
Por qué el apriete excesivo es el enemigo
Es tentador apretar demasiado una junta para asegurar un sello hermético, pero con el PTFE, esto es contraproducente. Una fuerza de sujeción excesiva aplasta la estructura del material, acelera la fluencia y puede hacer que el sello falle horas o días después de la instalación.
Debe utilizar una llave dinamométrica calibrada y adherirse a los valores de par especificados por el fabricante para su clase específica de junta y brida.
La importancia del reapriete
Debido a la fluencia, la carga inicial del perno disminuirá después de la instalación. Es una buena práctica reapretar los pernos a su valor final especificado aproximadamente de 12 a 24 horas después de la instalación inicial. Esto compensa la fluencia inicial y garantiza un sello estable y a largo plazo.
Tomar la decisión correcta para su objetivo
Su enfoque de la instalación determina la fiabilidad y la vida útil de la unión sellada.
- Si su enfoque principal es la fiabilidad a largo plazo y la seguridad de la planta: Siga cada paso meticulosamente, especialmente el apriete controlado y en múltiples etapas y el reapriete posterior a la instalación para gestionar la fluencia del PTFE.
- Si su enfoque principal es una reparación rápida para detener una fuga: Entienda que omitir la preparación de la superficie o utilizar técnicas de apriete inadecuadas aumenta drásticamente el riesgo de un fallo más grave en un futuro próximo.
Al tratar todo el conjunto de la brida como un sistema diseñado, transforma la instalación de la junta de una tarea sencilla a un proceso fiable y repetible.
Tabla de resumen:
| Fase clave de instalación | Acción crítica | Por qué es importante |
|---|---|---|
| Preparación | Inspeccionar la junta y limpiar las bridas | Previene >50% de fallos por contaminación/desalineación |
| Colocación | Centrar la junta; lubricar los pernos | Asegura una distribución uniforme de la presión durante el apriete |
| Apriete | Usar patrón de cruce y par en múltiples etapas | Previene el estrés desigual que causa fugas |
| Post-instalación | Reapretar los pernos después de 12-24 horas | Compensa la fluencia del PTFE (flujo en frío) para mantener el sello |
Logre un rendimiento de sellado impecable con componentes de PTFE KINTEK
La instalación adecuada es fundamental, pero comienza con una junta de alta calidad fabricada con precisión. KINTEK se especializa en la fabricación personalizada de PTFE para aplicaciones exigentes en los sectores de semiconductores, médico, laboratorio e industrial.
Nos aseguramos de que nuestros sellos, revestimientos y material de laboratorio de PTFE se fabriquen con las tolerancias más altas, proporcionando una base superior para sus procesos de sellado críticos. Ya sea que necesite prototipos o pedidos de gran volumen, nuestra experiencia garantiza un componente que funciona de manera confiable desde el momento en que se instala.
Contáctenos hoy para discutir sus requisitos específicos y permita que nuestras soluciones de precisión mejoren la fiabilidad de su sistema.
Guía Visual
Productos relacionados
- Juntas Aislantes de PTFE Personalizables Resistentes a Altas Temperaturas Antiestáticas, Retardantes de Llama y a Prueba de Corrosión para Sellos Industriales
- Juntas aislantes de PTFE personalizadas, sellos de Teflón resistentes a la corrosión y componentes de plástico de ingeniería a medida
- Juntas aislantes personalizadas de PTFE y sellos de fluoropolimero resistentes a la corrosión para aplicaciones eléctricas industriales
- Grifo de PTFE de Alta Resistencia a la Corrosión Válvula de Politetrafluoroetileno para Bidones de Almacenamiento Químico y Sistemas de Transferencia de Fluidos Grado Industrial Personalizable
- Soporte personalizado de PTFE resistente a ácidos para sistema de absorción de hidrógeno con PFA, múltiples orificios
La gente también pregunta
- ¿Cuáles son algunas aplicaciones específicas de las juntas de PTFE? Soluciones de sellado para entornos químicos y térmicos hostiles
- ¿Cuáles son las propiedades clave del PTFE que lo hacen adecuado para sellos y juntas? Desbloquee un rendimiento de sellado superior
- ¿Cómo se conoce comúnmente el PTFE y por qué se utiliza para juntas? | Soluciones de sellado superiores
- ¿Qué industrias se benefician de las juntas de PTFE debido a su cumplimiento con la FDA? Garantice la pureza y seguridad del producto
- ¿Cuáles son las limitaciones de las juntas de PTFE en aplicaciones de alta presión? Superando los problemas de flujo en frío y fluencia



















