El mecanizado de PTFE requiere un cambio completo de mentalidad con respecto a los materiales tradicionales. A diferencia de los metales, el desafío no es superar la dureza, sino domar su suavidad única, su alta expansión térmica y su tendencia a deformarse bajo presión. Las consideraciones clave implican el uso de herramientas excepcionalmente afiladas, la gestión de la acumulación de calor con velocidades precisas y el empleo de sujeción especializada para evitar que el material se deforme o se comprima.
El PTFE es engañosamente fácil de cortar, pero difícil de mecanizar con tolerancias estrictas. El éxito no proviene de la acción de corte en sí, sino de gestionar estratégicamente la inestabilidad inherente del material, su expansión térmica y la fluencia por tensión, durante todo el proceso.

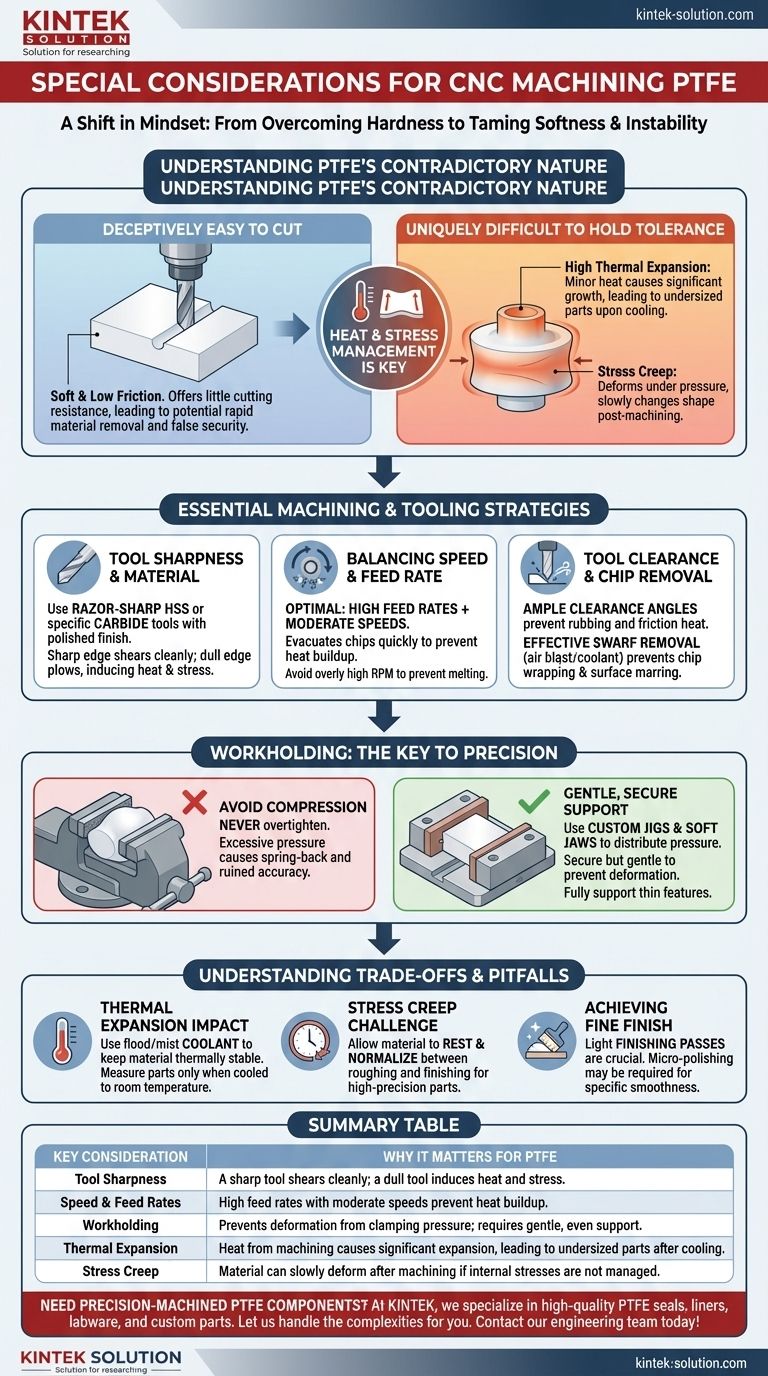
Comprender la naturaleza contradictoria del PTFE
Para mecanizar eficazmente el politetrafluoroetileno (PTFE), primero debe comprender sus propiedades fundamentales. Sus mayores fortalezas en la aplicación son a menudo sus mayores debilidades en la máquina CNC.
Engañosamente fácil de cortar
La suavidad del PTFE y su bajo coeficiente de fricción significan que ofrece muy poca resistencia a una herramienta de corte. Esto puede dar una falsa sensación de seguridad, ya que el material se puede quitar muy rápida y fácilmente.
Únicamente difícil de mantener la tolerancia
El verdadero desafío radica en la precisión dimensional. El PTFE tiene dos propiedades que dificultan la precisión: un alto coeficiente de expansión térmica y una tendencia a la fluencia por tensión (stress creep).
Incluso el calor menor del proceso de corte puede hacer que la pieza se expanda significativamente. Una vez que se enfría, se encoge, lo que resulta en una característica de tamaño insuficiente. De manera similar, se deforma fácilmente bajo presión y puede "fluir" o cambiar de forma lentamente después de ser liberado de la sujeción.
Estrategias esenciales de mecanizado y herramientas
Sus parámetros de herramientas y corte deben adaptarse para tener en cuenta la naturaleza delicada del PTFE. El objetivo es cizallar el material limpiamente sin introducir calor ni tensión.
El papel fundamental de la nitidez de la herramienta
Las herramientas deben estar extremadamente afiladas con un acabado liso y pulido. Utilice acero de alta velocidad (HSS) o grados específicos de carburo diseñados para plásticos. Un borde afilado cizalla el material limpiamente, mientras que un borde desafilado lo atravesará, induciendo tensión y calor.
Equilibrio entre velocidad y avance
El enfoque óptimo es utilizar altas velocidades de avance combinadas con velocidades de corte moderadas. Esto crea una viruta y la evacua rápidamente de la zona de corte, evitando que el calor se absorba en el material. Las velocidades de husillo (RPM) excesivamente altas causarán fricción, lo que provocará que se derrita.
La importancia del ángulo de desprendimiento de la herramienta
Asegúrese de que sus herramientas de corte tengan un amplio ángulo de desprendimiento o alivio. Esto evita que el borde no cortante de la herramienta roce contra la superficie recién mecanizada, que es una fuente principal de calor por fricción.
Gestión de la eliminación de virutas (Swarf)
El PTFE produce virutas largas, continuas y fibrosas que pueden enrollarse alrededor de la herramienta y el husillo. Es necesaria una eliminación eficaz de las virutas, a menudo con una ráfaga de aire dirigida o refrigerante, para evitar esto y para evitar estropear el acabado superficial de la pieza.
Sujeción de la pieza: la clave de la precisión
Cómo sujeta la pieza es tan importante como cómo la corta. Una sujeción inadecuada es una causa principal de fallos al mecanizar PTFE.
Evitar la compresión y la deformación
Nunca apriete demasiado un tornillo de banco o una abrazadera. La presión excesiva comprimirá el material y, cuando se termine la pieza y se suelte, esta volverá a su forma, arruinando su precisión dimensional.
A menudo se utilizan plantillas personalizadas y mordazas blandas para distribuir la presión de sujeción de manera uniforme. El objetivo es sujetar la pieza lo suficientemente firme como para que no se mueva, pero lo suficientemente suave como para que no se deforme.
Soporte del material
Debido a que el PTFE es tan flexible, las paredes o características delgadas deben estar completamente soportadas por detrás. Sin el soporte adecuado, el material simplemente se apartará de la herramienta de corte, lo que dará como resultado un corte impreciso e inconsistente.
Comprensión de las compensaciones y dificultades
Mecanizar con éxito el PTFE significa gestionar activamente sus debilidades inherentes. Ignorar estos factores conducirá a piezas desechadas.
El impacto de la expansión térmica
Una pieza medida mientras aún está caliente por el mecanizado parecerá estar dentro de las especificaciones. Después de que se enfríe a temperatura ambiente, puede ser significativamente más pequeña de lo esperado. El uso de un refrigerante de inundación o niebla es muy eficaz para mantener el material térmicamente estable durante la operación.
El desafío de la fluencia por tensión
Las tensiones internas inducidas durante la fabricación o por una sujeción inadecuada pueden hacer que la pieza cambie de forma horas o incluso días después del mecanizado. Para piezas de ultra alta precisión, permitir que el material repose y se normalice entre pasadas de desbaste y acabado es una estrategia común.
Lograr un acabado superficial fino
Aunque es fácil de cortar, lograr una superficie perfectamente lisa puede ser difícil debido a la suavidad del PTFE. Las pasadas de acabado deben ser muy ligeras y, en algunos casos, pueden ser necesarias técnicas como el micropulido para cumplir con requisitos específicos.
Cómo aplicar esto a su proyecto
Su estrategia debe adaptarse en función de los requisitos finales de la pieza.
- Si su enfoque principal es la creación de prototipos o componentes no críticos: Priorice el uso de herramientas extremadamente afiladas y una sujeción adecuada para obtener una pieza funcional rápidamente.
- Si su enfoque principal es lograr tolerancias estrictas (+/- 0.002”): Debe gestionar activamente la temperatura con refrigerante y considerar estrategias de múltiples pasadas para permitir que las tensiones del material se normalicen.
- Si está subcontratando el trabajo: Pregunte a los posibles proveedores específicamente sobre su experiencia con PTFE y sus métodos para la sujeción y el control de la expansión térmica.
En última instancia, dominar el mecanizado de PTFE es un ejercicio para respetar las propiedades del material y adaptar su proceso a su comportamiento único.
Tabla de resumen:
| Consideración clave | Por qué es importante para el PTFE |
|---|---|
| Nitidez de la herramienta | Una herramienta afilada cizalla limpiamente; una herramienta desafilada induce calor y tensión. |
| Velocidad y avances | Los altos avances con velocidades moderadas evitan la acumulación de calor. |
| Sujeción de la pieza | Evita la deformación por la presión de sujeción; requiere un soporte suave y uniforme. |
| Expansión térmica | El calor del mecanizado provoca una expansión significativa, lo que resulta en piezas de tamaño insuficiente después del enfriamiento. |
| Fluencia por tensión | El material puede deformarse lentamente después del mecanizado si no se gestionan las tensiones internas. |
¿Necesita componentes de PTFE mecanizados con precisión en los que pueda confiar?
En KINTEK, nos especializamos en la fabricación de sellos, revestimientos, material de laboratorio y componentes personalizados de PTFE de alta calidad para los sectores de semiconductores, médico, de laboratorio e industrial. Nuestra experiencia radica en dominar los desafíos únicos del PTFE para entregar piezas que cumplan con sus especificaciones más exigentes, desde prototipos hasta tiradas de producción de alto volumen.
Permítanos manejar las complejidades del mecanizado de PTFE por usted. Contacte a nuestro equipo de ingeniería hoy mismo para discutir su proyecto y recibir una cotización.
Guía Visual
Productos relacionados
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Vasos y matraces de PTFE de gran escala para aplicaciones de laboratorio resistentes a la corrosión a alta temperatura con fabricación CNC personalizada
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Embudo de separación a presión constante de PTFE personalizado, material de laboratorio resistente a la corrosión y bajo fondo para matraces PFA
La gente también pregunta
- ¿Cuál es el rango de temperatura operativo para el material de laboratorio de PTFE? Dominando los límites térmicos de -200°C a +260°C
- ¿Cuáles son los usos del PTFE en equipos médicos y de laboratorio? Descubra la biocompatibilidad y la resistencia química
- ¿Qué tipos de productos terminados se fabrican con PTFE? Juntas, cojinetes, material de laboratorio y más
- ¿Cuál es el rango de compatibilidad química para los aparatos de laboratorio de PTFE? Explore la resistencia química casi universal.
- ¿Cuáles son las principales propiedades de resistencia química de los aparatos de laboratorio de PTFE? Pureza e Inercia Inigualables



















