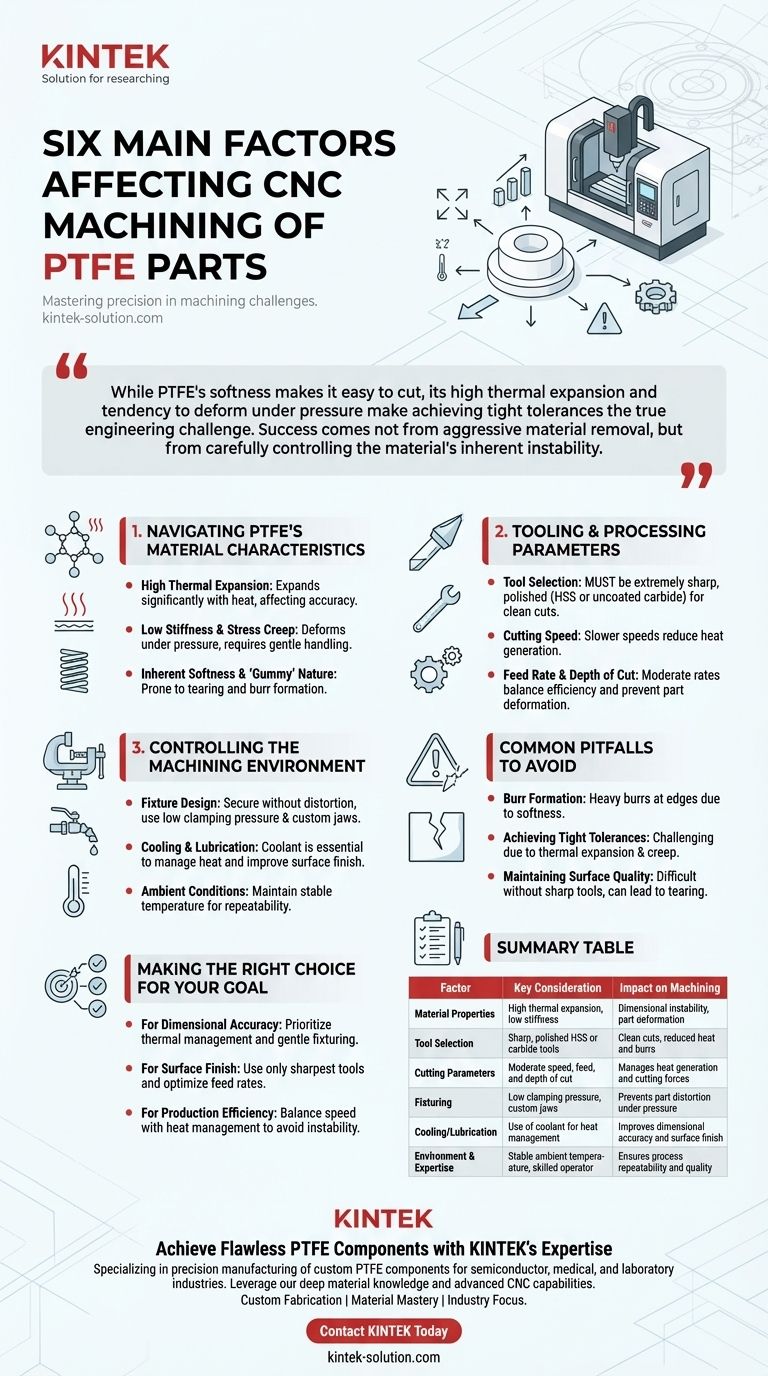
El mecanizado exitoso de PTFE depende del dominio de seis factores críticos. Estos elementos son las características únicas del material, la selección de herramientas de corte, los parámetros de procesamiento específicos utilizados, las estrategias de enfriamiento y lubricación, el diseño de los accesorios para la sujeción de la pieza de trabajo y las influencias secundarias como el entorno de mecanizado y la experiencia del operador. Comprender cómo interactúan estos factores es esencial para lograr precisión con este polímero desafiante.
Si bien la suavidad del PTFE facilita el corte, su alta expansión térmica y su tendencia a deformarse bajo presión hacen que lograr tolerancias ajustadas sea el verdadero desafío de ingeniería. El éxito no proviene de la eliminación agresiva del material, sino de controlar cuidadosamente la inestabilidad inherente del material.

Factor 1: Navegando por las características del material del PTFE
El principal desafío en el mecanizado de PTFE se deriva directamente de sus propiedades centrales. Debe diseñar su proceso en torno a estos rasgos, no a pesar de ellos.
Alta expansión térmica
El PTFE tiene uno de los coeficientes de expansión térmica más altos entre los polímeros. Incluso el calor menor generado durante el corte puede hacer que el material se expanda significativamente, arruinando la precisión dimensional.
Esto significa que una pieza medida a una temperatura puede estar fuera de tolerancia a otra. Por lo tanto, la gestión del calor es el aspecto más crítico de todo el proceso.
Baja rigidez y fluencia por tensión (Stress Creep)
El PTFE es un material blando que puede deformarse o "fluir" fácilmente bajo presión. Esto es especialmente cierto al sujetarlo en un accesorio. Apretar demasiado un tornillo de banco comprimirá el material y, cuando se suelte la pieza, volverá a una dimensión diferente a la que se mecanizó.
Suavidad inherente y naturaleza "gomosa"
La suavidad que facilita el corte del PTFE también lo hace propenso a rasgarse en lugar de cortarse limpiamente. Esto puede provocar malos acabados superficiales y una formación significativa de rebabas.
Factor 2: Herramientas y parámetros de procesamiento
Su elección de herramientas y los parámetros a los que las ejecuta son su principal defensa contra las tendencias naturales del material.
Selección de herramientas: la nitidez es innegociable
Las herramientas desafiladas rozarán contra el PTFE, generando calor excesivo y empujando el material en lugar de cortarlo. Esto exacerba tanto la expansión térmica como la formación de rebabas.
Utilice herramientas de corte extremadamente afiladas y pulidas, preferiblemente hechas de acero de alta velocidad (HSS) o carburo sin recubrimiento. Un ángulo de desprendimiento alto y un alivio significativo ayudan a crear una acción de corte limpia.
Velocidad de corte: más lenta reduce el calor
Aunque pueda parecer contradictorio, a menudo es necesario operar a velocidades de corte más bajas. Las altas velocidades generan fricción y calor más rápido de lo que el PTFE puede disiparlo, lo que provoca expansión.
El objetivo es encontrar una velocidad moderada que corte de manera eficiente sin hacer que el material se caliente y se vuelva dimensionalmente inestable.
Avance y profundidad de corte: un equilibrio delicado
Utilice una velocidad de avance moderada para evitar fuerzas de corte excesivas que puedan deformar la pieza. La profundidad de corte también debe mantenerse relativamente pequeña para minimizar la acumulación de calor y mejorar la calidad de la superficie.
Factor 3: Control del entorno de mecanizado
La sujeción de la pieza y la gestión térmica son tan importantes como el proceso de corte en sí.
Diseño del accesorio: seguro sin distorsión
El diseño de su accesorio debe proporcionar un soporte rígido sin comprimir el PTFE. Utilice una baja presión de sujeción distribuida sobre una gran superficie.
Las mordazas personalizadas o las mordazas blandas que se ajustan al contorno de la pieza son muy efectivas para sujetarla de forma segura sin causar distorsión.
Enfriamiento y lubricación: gestión directa del calor
Aunque algunos trabajos sencillos se pueden realizar en seco, se recomienda encarecidamente un refrigerante para cualquier proceso que requiera precisión. Sirve la función principal de extraer el calor de la pieza y la herramienta.
El aspecto de la lubricación también ayuda a garantizar un corte más limpio y una mejor evacuación de las virutas, lo que contribuye a un acabado superficial superior.
Condiciones ambientales: la consistencia es clave
Debido a su sensibilidad a la temperatura, mantener un entorno de mecanizado estable es crucial para la repetibilidad. Los cambios drásticos en la temperatura del taller pueden afectar las dimensiones finales de la pieza.
Errores comunes a evitar
Incluso con la estrategia correcta, pueden surgir varios desafíos comunes al mecanizar PTFE.
Formación de rebabas
Debido a su suavidad, el PTFE tiende a formar rebabas pesadas en el borde de un corte. Esto a menudo requiere un proceso secundario de desbarbado manual o automatizado, lo que añade tiempo y coste. Las herramientas extremadamente afiladas son la mejor manera de minimizar esto.
Lograr tolerancias ajustadas
La combinación de expansión térmica y fluencia por tensión hace que mantener tolerancias ajustadas sea la mayor dificultad. Requiere un control preciso del calor, una sujeción suave y, a menudo, múltiples pasadas de acabado ligeras.
Mantener la calidad de la superficie
Lograr un acabado superficial liso y limpio puede ser difícil si la herramienta roza o el material se desgarra. En algunos casos, pueden ser necesarias técnicas de posprocesamiento como el micropulido para cumplir con los requisitos específicos de la aplicación.
Tomar la decisión correcta para su objetivo
Su estrategia de mecanizado debe dictarse por la característica más crítica de la pieza final.
- Si su enfoque principal es la precisión dimensional: Priorice la gestión térmica por encima de todo. Utilice refrigerante en abundancia, modere sus velocidades de corte y emplee una sujeción suave y precisa.
- Si su enfoque principal es el acabado superficial: Utilice solo las herramientas de corte más afiladas y pulidas. Optimice su velocidad de avance y considere añadir pasadas de acabado dedicadas con una profundidad de corte mínima.
- Si su enfoque principal es la eficiencia de producción: Equilibre la velocidad con el calor. Encuentre la velocidad de corte y la velocidad de avance más altas que no introduzcan inestabilidad térmica o una formación de rebabas inaceptable en la pieza.
Al respetar las propiedades únicas del material en lugar de luchar contra ellas, puede transformar los desafíos del mecanizado de PTFE en un proceso predecible y repetible.
Tabla de resumen:
| Factor | Consideración clave | Impacto en el mecanizado |
|---|---|---|
| Propiedades del material | Alta expansión térmica, baja rigidez | Inestabilidad dimensional, deformación de la pieza |
| Selección de herramientas | Herramientas HSS o de carburo afiladas y pulidas | Cortes limpios, reducción de calor y rebabas |
| Parámetros de corte | Velocidad, avance y profundidad de corte moderados | Gestiona la generación de calor y las fuerzas de corte |
| Sujeción (Fixturing) | Baja presión de sujeción, mordazas personalizadas | Evita la distorsión de la pieza bajo presión |
| Enfriamiento/Lubricación | Uso de refrigerante para la gestión del calor | Mejora la precisión dimensional y el acabado superficial |
| Entorno y experiencia | Temperatura ambiente estable, operador cualificado | Asegura la repetibilidad del proceso y la calidad |
Logre componentes de PTFE impecables con la experiencia de KINTEK
El mecanizado de PTFE para cumplir con los exigentes estándares de las industrias de semiconductores, médica y de laboratorio requiere un socio que comprenda los matices. KINTEK se especializa en la fabricación de precisión de componentes de PTFE personalizados, desde sellos y revestimientos complejos hasta material de laboratorio especializado.
Aprovechamos el profundo conocimiento del material y las capacidades avanzadas de CNC para navegar por los desafíos del PTFE, asegurando que sus piezas cumplan con la precisión dimensional, el acabado superficial y el rendimiento.
Permítanos aportar precisión y fiabilidad a su próximo proyecto:
- Fabricación personalizada: Desde prototipos iniciales hasta tiradas de producción de gran volumen.
- Dominio del material: Manejo experto de las propiedades únicas del PTFE para resultados consistentes.
- Enfoque industrial: Soluciones adaptadas para aplicaciones en semiconductores, médicas, de laboratorio e industriales.
Contacte con KINTEK hoy mismo para analizar sus requisitos de mecanizado de PTFE y recibir una consulta experta.
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Disco de dispersión PTFE grado alimenticio y cosmético, paleta de agitación grande antiadherente y resistente a la corrosión, impulsor personalizable
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
La gente también pregunta
- ¿Cuáles son algunas aplicaciones comunes del PTFE mecanizado? Aproveche sus propiedades únicas para aplicaciones exigentes
- ¿Cuáles son las principales ventajas de usar PTFE para piezas personalizadas? Resuelva Desafíos de Ingeniería Complejos
- ¿Por qué el PTFE mecanizado es popular en el campo médico? Biocompatibilidad y precisión inigualables
- ¿Se pueden personalizar las piezas de PTFE según requisitos específicos? Logre componentes de PTFE personalizados de precisión
- ¿Cuáles son las ventajas de mecanizar PTFE sobre otros materiales? Desbloquee un rendimiento superior en entornos hostiles



















