Para el mecanizado CNC de teflón, las herramientas más recomendadas son cortadores de carburo extremadamente afilados y pulidos, diseñados para materiales blandos. Herramientas como las fresas de un solo filo o de dos filos con hélice rápida son ideales porque minimizan la generación de calor y la fricción, que son los principales desafíos al trabajar con este polímero único.
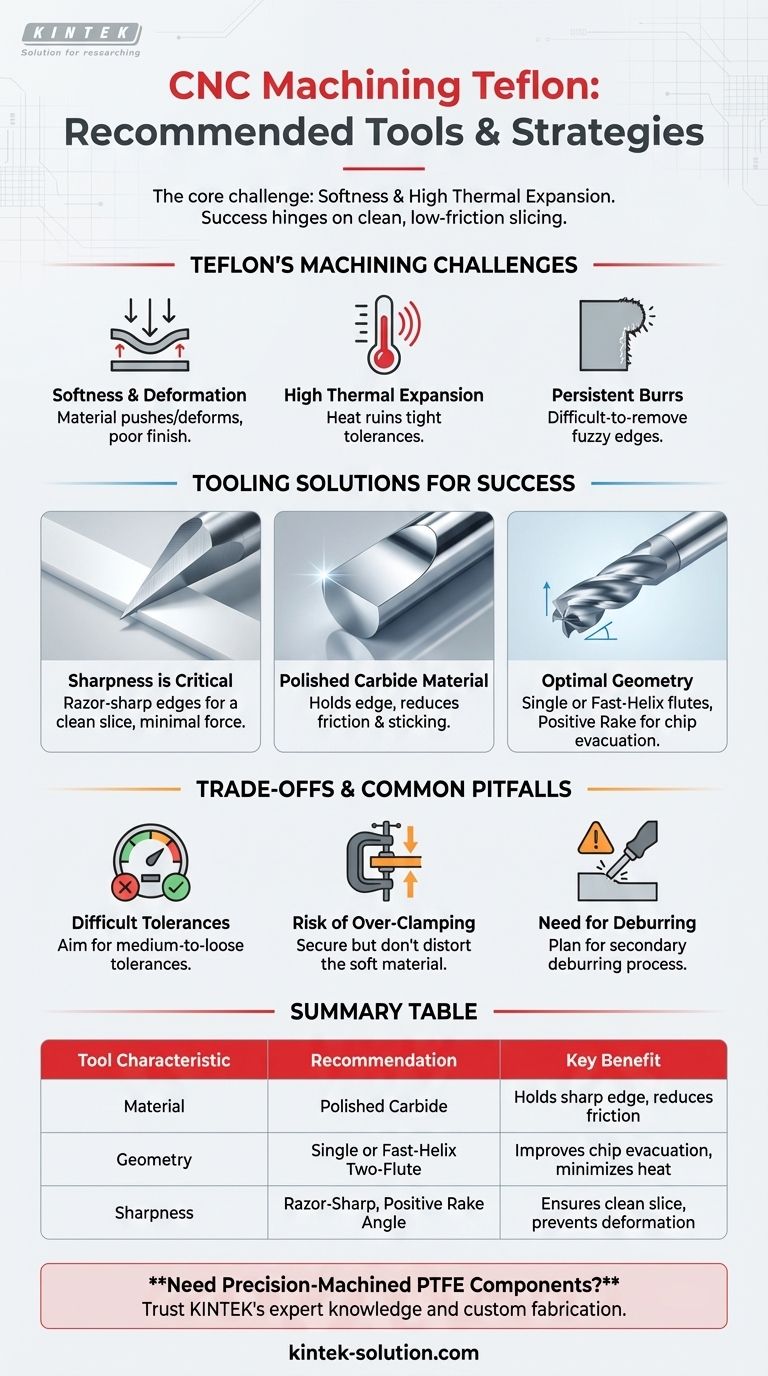
El desafío central del teflón es su combinación de suavidad y un alto coeficiente de expansión térmica. El éxito depende de un solo principio: utilizar herramientas y técnicas que prioricen una acción de corte limpia y de baja fricción para minimizar el calor y evitar que el material se deforme o se derrita.

Por qué el teflón exige un enfoque especializado
Comprender las propiedades del material es el primer paso hacia un resultado de mecanizado exitoso. El teflón (PTFE) no se comporta como los metales o incluso como otros plásticos, lo que presenta un conjunto único de obstáculos.
El desafío de la suavidad y la deformación
El teflón es excepcionalmente blando, lo que significa que la herramienta de corte puede empujarlo o deformarlo fácilmente en lugar de cortarlo limpiamente. Esto puede provocar vibración (chatter), un mal acabado superficial e imprecisiones dimensionales.
Una herramienta desafilada o con un diseño inadecuado atravesará el material, creando más presión de la necesaria y comprometiendo la geometría de la pieza.
El impacto de la alta expansión térmica
El teflón se expande y contrae significativamente con los cambios de temperatura. La fricción de una herramienta de corte genera calor, lo que puede hacer que el material se expanda a mitad del corte, arruinando tolerancias ajustadas.
Esta propiedad hace que la gestión del calor sea uno de los aspectos más críticos de todo el proceso de mecanizado.
El problema persistente de las rebabas
A diferencia de los materiales que producen virutas limpias, el teflón tiende a crear rebabas finas y borrosas a lo largo del borde de corte. Estas rebabas son difíciles de eliminar y pueden ser una fuente importante de trabajo de postprocesamiento.
Planificar una estrategia de desbarbado con antelación es esencial para lograr una pieza terminada con calidad profesional.
Selección de las herramientas de corte adecuadas
Su elección de herramientas es el factor más influyente para superar los desafíos del mecanizado del teflón. El objetivo es siempre reducir la fricción y el calor en el filo de corte.
La importancia crítica del afilado
La nitidez absoluta no es negociable. Un filo de corte afilado como un cuchillo corta limpiamente el material con una fuerza mínima, reduciendo la presión, el calor y la probabilidad de deformación.
Las herramientas desafiladas causarán problemas de inmediato, lo que resultará en un mal acabado superficial y dimensiones inexactas.
Material de la herramienta: Carburo y superficies pulidas
Los cortadores de carburo son muy recomendables debido a su capacidad para mantener un filo afilado durante mucho más tiempo que el acero de alta velocidad (HSS).
Además, las herramientas con superficies y canales muy pulidos son superiores. Un acabado pulido reduce la fricción y evita que el material blando de teflón se pegue a la herramienta, asegurando cortes más limpios y una mejor evacuación de virutas.
Geometría óptima: Flautas y ángulos de ataque
Las fresas de un solo filo o de dos filos con hélice rápida son ideales. Estos diseños proporcionan suficiente espacio para que las virutas se evacuen rápidamente, evitando que creen fricción adicional en el corte.
Las herramientas con un ángulo de ataque positivo promueven una acción de corte, que es mucho más efectiva y genera menos calor que la acción de raspado de una herramienta con ángulo de ataque neutro o negativo.
Comprensión de las compensaciones y los errores comunes
Incluso con las herramientas adecuadas, existen ciertos desafíos inherentes que deben gestionarse. Ser consciente de estas compensaciones es crucial para establecer expectativas realistas y evitar fallos comunes.
La dificultad de mantener tolerancias estrictas
Debido a la alta expansión térmica del teflón y su tendencia a la fluencia por tensión (stress creep), mantener tolerancias extremadamente ajustadas es un desafío significativo. Por esta razón, a menudo es aconsejable apuntar a tolerancias medias a holgadas siempre que el diseño lo permita.
El riesgo de un apriete excesivo
La suavidad del teflón lo hace muy susceptible a ser aplastado o deformado por las mordazas de sujeción de la pieza de trabajo. Debe asegurar la pieza lo suficientemente firme como para evitar vibraciones, pero no tan fuerte como para distorsionar su forma antes de realizar el primer corte.
La necesidad de una estrategia de desbarbado
Asuma que habrá rebabas en la pieza terminada. Planifique un proceso de desbarbado secundario, que puede incluir lijar cuidadosamente los bordes o incluso congelar la pieza para hacer que las rebabas sean quebradizas y más fáciles de eliminar.
Tomar la decisión correcta para su proyecto
Sus decisiones específicas sobre herramientas y procesos deben alinearse directamente con los objetivos de su proyecto.
- Si su enfoque principal es lograr la máxima precisión y el mejor acabado superficial: Invierta en fresas de carburo pulidas de un solo filo y utilice una cantidad generosa de refrigerante soluble en agua.
- Si su enfoque principal es el mecanizado de propósito general o la creación de prototipos: Las fresas afiladas de dos filos de alta calidad funcionarán bien, pero preste mucha atención a las velocidades de corte y a una sujeción segura.
- Si su enfoque principal es minimizar el postprocesamiento: Utilice las herramientas más afiladas posibles y considere el mecanizado multieje para terminar características complejas en una sola configuración, reduciendo la manipulación y la posible formación de rebabas.
En última instancia, el mecanizado exitoso del teflón proviene de respetar sus propiedades únicas y seleccionar herramientas que corten limpiamente mientras generan un calor mínimo.
Tabla de resumen:
| Característica de la herramienta | Recomendación | Beneficio clave |
|---|---|---|
| Material | Carburo pulido | Mantiene un filo afilado, reduce la fricción |
| Geometría | Un solo filo o dos filos con hélice rápida | Mejora la evacuación de virutas, minimiza el calor |
| Afilado | Afilado como un cuchillo, ángulo de ataque positivo | Asegura una acción de corte limpia, previene la deformación |
¿Necesita componentes de PTFE mecanizados con precisión?
El mecanizado de teflón requiere conocimientos expertos y las herramientas adecuadas para evitar errores comunes como la deformación, las rebabas y las imprecisiones relacionadas con el calor. En KINTEK, nos especializamos en la fabricación de componentes de PTFE de alta calidad (sellos, revestimientos, material de laboratorio y más) para los sectores de semiconductores, médico, laboratorio e industrial.
Nuestro compromiso con la producción de precisión y la fabricación personalizada, desde prototipos hasta pedidos de gran volumen, garantiza que sus piezas cumplan con las especificaciones exactas. Permita que nuestra experiencia resuelva sus desafíos de mecanizado de PTFE.
Contacte a KINTEK hoy mismo para solicitar un presupuesto y ver cómo podemos aportar valor a su proyecto.
Guía Visual
Productos relacionados
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Cucharas de PTFE personalizadas de grado alimenticio: Espátulas químicas cilíndricas, herramientas de manipulación de materiales no contaminantes para biofarmacéutica
- Copa de muestreo PTFE resistente a la corrosión, cuchara de muestreo PTFE fabricada a medida, herramientas de muestreo de fluoropolímero de laboratorio
- Cuchara y espátula de muestreo de PTFE resistente a la corrosión, alta pureza, bajo fondo, herramienta para laboratorios de investigación farmacéutica de grado alimentario
- Paleta raspadora y cuchara de muestreo de PTFE personalizada: Herramienta de fluoropolímero blanco resistente a la corrosión y de bajo fondo
La gente también pregunta
- ¿Cuáles son las propiedades clave que hacen que las palas de PTFE sean ideales para el uso en laboratorio? Garantice la integridad de la muestra con herramientas químicamente inertes
- ¿Cómo beneficia a los usuarios el diseño ergonómico de las palas de PTFE? Reducir la tensión y aumentar la eficiencia del laboratorio
- ¿Cómo beneficia la superficie antiadherente de las palas de PTFE al trabajo de laboratorio? Mejora la precisión y la eficiencia
- ¿Cuáles son las ventajas de las palas de PTFE sobre las palas de metal? Manejo de precisión para materiales sensibles
- ¿Cómo se compara la durabilidad de las palas de PTFE con las palas de plástico? Descubra la elección superior para condiciones adversas



















