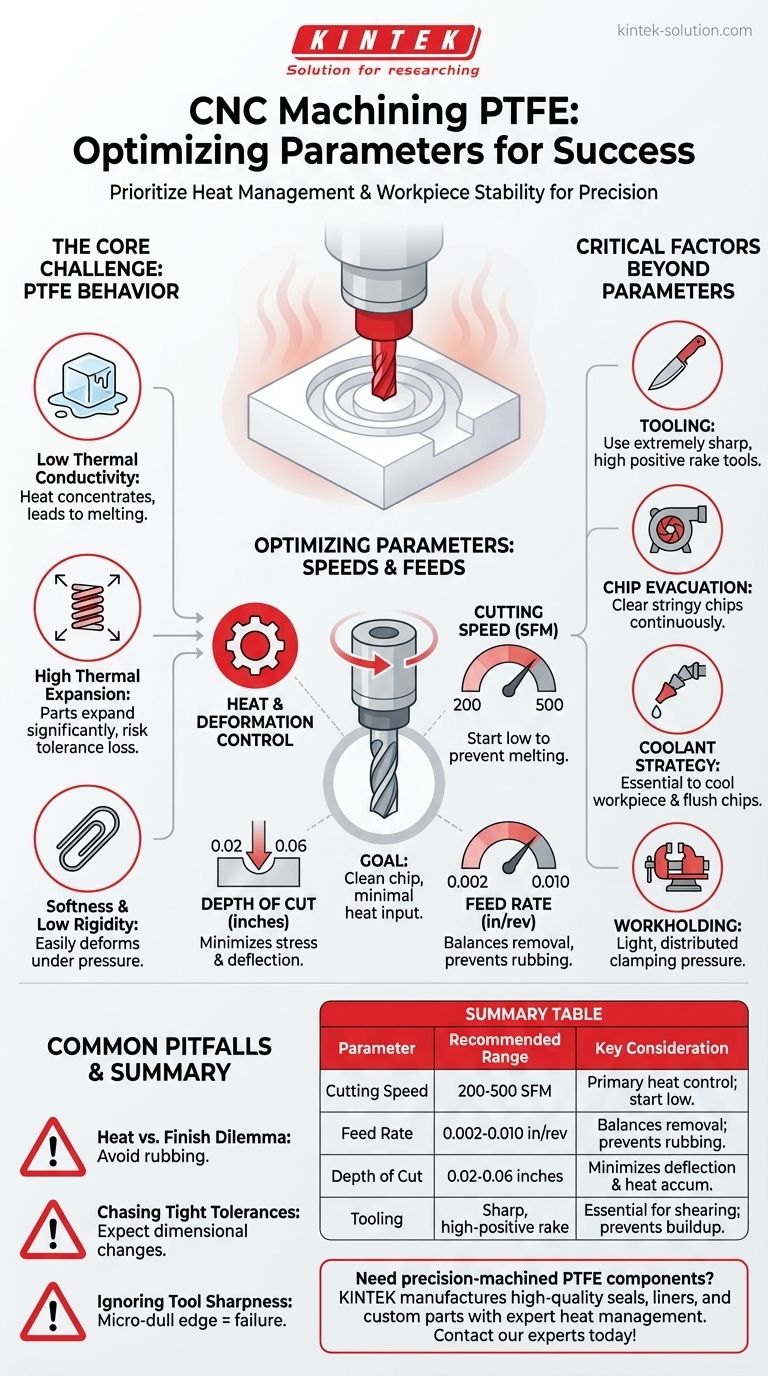
Para mecanizar con éxito el politetrafluoroetileno (PTFE), debe priorizar la gestión del calor y la estabilidad de la pieza de trabajo sobre la eliminación agresiva de material. Los parámetros iniciales recomendados son una velocidad de corte entre 200 y 500 Pies Superficiales por Minuto (SFM), una velocidad de avance de 0.002 a 0.010 pulgadas por revolución y una profundidad de pasada superficial entre 0.02 y 0.06 pulgadas.
El desafío central en el mecanizado de PTFE no es su dureza, sino su combinación única de suavidad, baja conductividad térmica y alta expansión térmica. Su éxito depende enteramente de una estrategia que minimice la generación de calor y la deformación física en cada etapa del proceso.

El Desafío Central: Comprender el Comportamiento del PTFE
El mecanizado de PTFE es menos una cuestión de fuerza bruta y más de delicadeza. A diferencia de los metales, las propiedades del PTFE crean un conjunto único de desafíos que dictan un enfoque específico. Comprender estas propiedades es la clave para lograr piezas precisas y de alta calidad.
Suavidad y Baja Rigidez
El PTFE es un material blando que puede deformarse fácilmente bajo presión. Una sujeción agresiva o una presión de herramienta excesiva comprimirán o distorsionarán la pieza de trabajo, haciendo imposible mantener tolerancias estrictas.
Baja Conductividad Térmica
Esta es la propiedad más crítica de gestionar. El PTFE no disipa bien el calor. Cualquier calor generado por la fricción en el filo de corte se concentrará en un área pequeña, lo que conducirá rápidamente a la fusión en lugar de a un corte limpio.
Alta Expansión Térmica
Cuando el PTFE se calienta, se expande significativamente más que los metales. Incluso un ligero aumento de temperatura puede hacer que la pieza se salga de tolerancia, solo para encogerse de nuevo después de enfriarse, lo que resulta en una característica de tamaño insuficiente.
Optimización de sus Parámetros de Mecanizado
Sus velocidades y avances deben establecerse con el propósito expreso de controlar los factores enumerados anteriormente. El objetivo es crear una viruta limpia con una mínima aportación de calor.
Velocidad de Corte: El Control Principal del Calor
La velocidad de corte está directamente relacionada con el calor por fricción. Si bien algunas fuentes sugieren que son posibles velocidades más altas, se recomienda un punto de partida conservador de 200-500 SFM para evitar la fusión y la acumulación de material en la herramienta.
Siempre comience en el extremo inferior del rango y observe el corte. Si ve algún signo de fusión o una textura "gomosa", reduzca la velocidad inmediatamente.
Velocidad de Avance: Equilibrando Eliminación y Acabado
Una velocidad de avance de 0.002 a 0.010 pulgadas por revolución (o 0.1–0.2 mm/rev) logra el equilibrio correcto. Una velocidad de avance demasiado baja hará que la herramienta roce en lugar de cortar, generando calor excesivo.
Una velocidad de avance moderadamente alta dentro de este rango produce una viruta más gruesa que ayuda a evacuar el calor de la pieza de trabajo, lo que resulta en un corte más limpio y frío.
Profundidad de Pasada: Minimizando el Estrés
Mantenga su profundidad de pasada superficial, típicamente entre 0.02 y 0.06 pulgadas (0.5–1.5 mm). Una profundidad menor minimiza la fuerza de corte, reduciendo el riesgo de deflexión de la pieza y acumulación de calor. Esto es crucial para mantener la precisión y lograr un buen acabado superficial.
Factores Críticos Más Allá de Velocidades y Avances
Lograr el éxito con PTFE requiere mirar más allá de los parámetros básicos. Su utillaje, estrategia de refrigeración y sujeción de la pieza son igual de importantes.
El Utillaje es Innegociable
Utilice herramientas de corte extremadamente afiladas, preferiblemente diseñadas para plásticos o aluminio. Un ángulo de desprendimiento positivo alto y estrías pulidas producirán una acción de cizallamiento y ayudarán a evitar que las virutas se peguen. Una herramienta desafilada arará y rozará el material, garantizando el fallo.
Evacuación Efectiva de Virutas
El PTFE produce virutas largas y fibrosas (baba) que pueden enrollarse alrededor de la herramienta y la pieza de trabajo, causando acumulación de calor y dañando el acabado superficial. Asegúrese de que haya suficiente holgura de la herramienta y considere usar aire o refrigerante dirigido para limpiar las virutas de la zona de corte continuamente.
Estrategia de Refrigeración
Para cualquier operación que genere calor significativo, un sistema de refrigeración es esencial. El propósito principal del refrigerante es enfriar la pieza de trabajo y arrastrar las virutas. El refrigerante de inundación estándar funciona bien para esto.
Sujeción de la Pieza y Presión de Apriete
Aplique solo la presión de apriete suficiente para sujetar la pieza de trabajo de forma segura. Utilice mordazas blandas o distribuya la fuerza de sujeción sobre un área más grande para evitar distorsionar el material en bruto antes de comenzar a mecanizar.
Comprender los Obstáculos Comunes
Incluso con los parámetros correctos, ciertos desafíos son inherentes al trabajo con PTFE. Ser consciente de ellos le permite anticipar y mitigar posibles problemas.
El Dilema Calor vs. Acabado
Mientras que las altas velocidades generan calor, ir demasiado lento con una velocidad de avance baja puede hacer que la herramienta simplemente se roce contra el material. Esta acción de bruñido también crea calor significativo y resulta en un acabado superficial deficiente. Debe encontrar el punto óptimo donde la herramienta esté formando constantemente una viruta.
Perseguir Tolerancias Estrechas
La resiliencia y la expansión térmica del PTFE hacen que mantener tolerancias extremadamente estrictas (por ejemplo, +/- 0.002 pulgadas) sea una tarea para mecanizadores expertos. Espere algún cambio dimensional a medida que la pieza se enfríe a temperatura ambiente. Mida siempre las piezas después de que se hayan estabilizado.
Ignorar la Nitidez de la Herramienta
Este es el error más común. Un filo de corte que se siente lo suficientemente afilado para el aluminio puede no serlo para el PTFE. Un borde microscópicamente desafilado comenzará inmediatamente a rozar y fundir el material. En caso de duda, utilice una herramienta nueva y afilada.
Cómo Aplicar Esto a su Proyecto
Sus parámetros específicos serán una función de su objetivo principal. Utilice estas recomendaciones como punto de partida y ajústelas en función de la observación.
- Si su enfoque principal es la precisión dimensional: Priorice velocidades de corte bajas, profundidades de pasada superficiales y refrigeración constante para gestionar la expansión térmica.
- Si su enfoque principal es el acabado superficial: Utilice herramientas extremadamente afiladas y pulidas con un ángulo de desprendimiento positivo alto y asegúrese de que su velocidad de avance sea suficiente para cortar limpiamente sin rozar.
- Si su enfoque principal es la eliminación rápida de material (desbaste): Utilice el extremo superior del rango de velocidad de avance y profundidad de pasada recomendados, pero mantenga las velocidades de corte moderadas y asegure una excelente evacuación de virutas.
Al gestionar el calor y la deformación como sus principales prioridades, puede mecanizar PTFE con resultados predecibles y de alta calidad.
Tabla Resumen:
| Parámetro | Rango Recomendado | Consideración Clave |
|---|---|---|
| Velocidad de Corte | 200-500 SFM | Control principal del calor por fricción; comience bajo para evitar la fusión. |
| Velocidad de Avance | 0.002-0.010 pulg/rev | Equilibra la eliminación de material y el acabado; previene el roce. |
| Profundidad de Pasada | 0.02-0.06 pulgadas | Minimiza la deflexión de la pieza y la acumulación de calor. |
| Utillaje | Afilado, ángulo de desprendimiento positivo alto | Esencial para un corte de cizallamiento limpio; previene la acumulación de material. |
¿Necesita componentes de PTFE mecanizados con precisión? El mecanizado de PTFE requiere experiencia especializada para gestionar sus propiedades únicas, como la baja conductividad térmica y la alta expansión. KINTEK fabrica sellos, revestimientos, material de laboratorio y componentes personalizados de PTFE de alta calidad para los sectores de semiconductores, médico, laboratorio e industrial. Priorizamos la producción de precisión, desde prototipos hasta pedidos de gran volumen, asegurando que sus piezas cumplan con las especificaciones exactas. ¡Contacte a nuestros expertos hoy para discutir su proyecto y obtener una cotización!
Guía Visual
Productos relacionados
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Vasos y matraces de PTFE de gran escala para aplicaciones de laboratorio resistentes a la corrosión a alta temperatura con fabricación CNC personalizada
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Embudo de separación a presión constante de PTFE personalizado, material de laboratorio resistente a la corrosión y bajo fondo para matraces PFA
La gente también pregunta
- ¿Qué material se utiliza para moldear material de laboratorio de PTFE? La función crítica de la resina de PTFE pura
- ¿Cómo se compara el PTFE con el Polietileno (PE) en términos de resistencia química y a la temperatura? Elija el Polímero Adecuado para Condiciones Extremas
- ¿Cuál es el rango de temperatura operativo para el material de laboratorio de PTFE? Dominando los límites térmicos de -200°C a +260°C
- ¿Cómo minimiza el PTFE la contaminación de las muestras? Garantice una pureza inigualable para análisis críticos
- ¿Cuáles son las principales propiedades de resistencia química de los aparatos de laboratorio de PTFE? Pureza e Inercia Inigualables



















