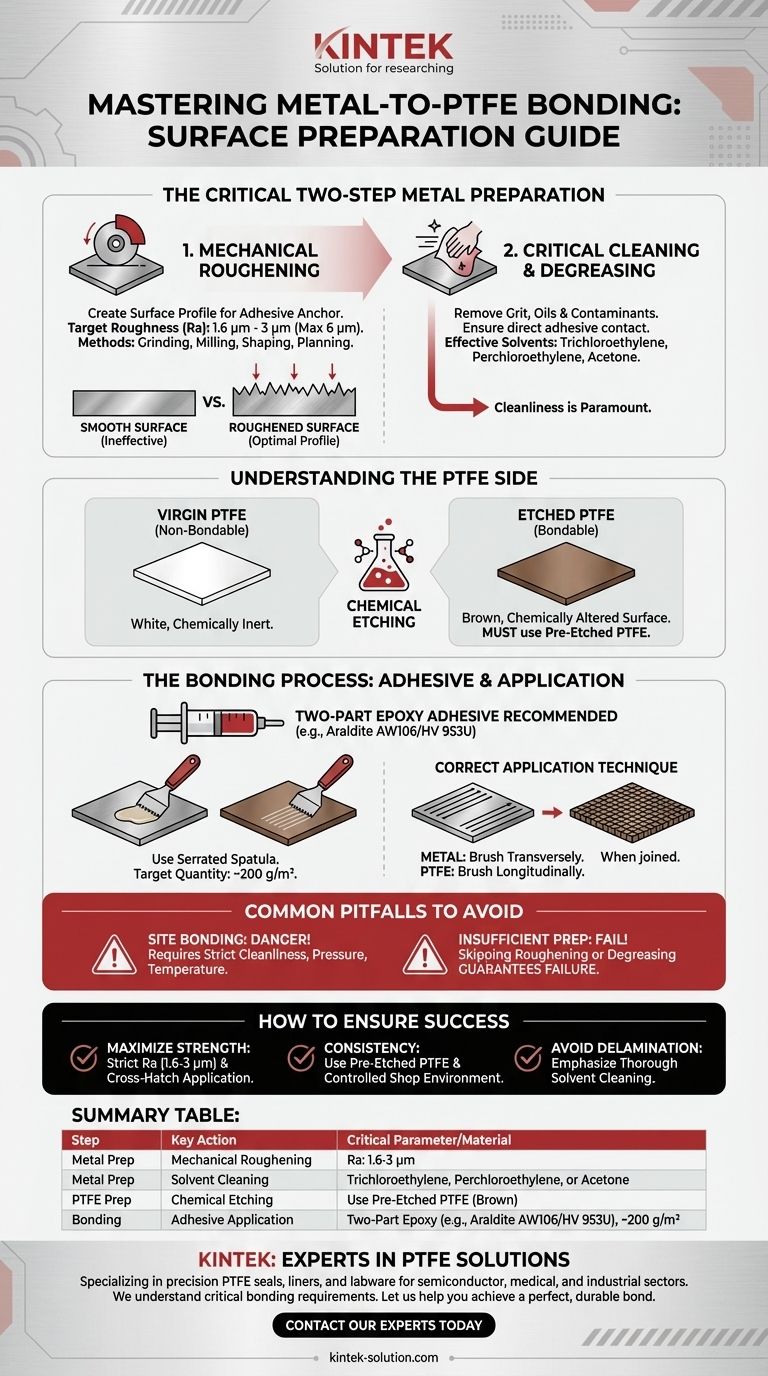
La preparación adecuada de la superficie metálica para la unión con PTFE es un proceso crítico de dos pasos. Primero, el metal debe desbastarse mecánicamente para crear un perfil de superficie específico que permita que el adhesivo se ancle. En segundo lugar, la superficie debe limpiarse meticulosamente con solventes para eliminar toda arenilla, aceites y otros contaminantes que de otro modo impedirían una unión exitosa.
La clave para una unión duradera es reconocer que el éxito depende por igual de tres factores: la preparación mecánica del metal, la preparación química del PTFE y la aplicación correcta del adhesivo. Pasar por alto cualquiera de estos elementos comprometerá la integridad de la unión final.

Los Pasos Fundamentales para la Preparación del Metal
Para crear un bloqueo mecánico fuerte para el adhesivo, la superficie metálica no puede ser lisa. Requiere una textura específica que solo se puede lograr mediante procesos mecánicos controlados seguidos de una limpieza absoluta.
Lograr una Rugosidad Superficial Óptima
El objetivo de este paso es crear picos y valles microscópicos para que el adhesivo se agarre.
Esto se logra típicamente utilizando métodos de mecanizado como rectificado, fresado, conformado o cepillado.
La rugosidad superficial ideal (Ra) está entre 1,6 µm y 3 µm. Si bien cierta variación es aceptable, la rugosidad nunca debe exceder Ra = 6 µm, ya que una superficie demasiado basta también puede provocar una mala unión.
Limpieza Crítica y Desengrase
Después del mecanizado, la superficie está contaminada con fluidos de corte, aceites y residuos metálicos. Este residuo debe eliminarse por completo.
Es esencial una limpieza exhaustiva con solventes para garantizar que el adhesivo se adhiera directamente al metal, y no a una capa de contaminantes.
Los solventes eficaces para este propósito incluyen tricloroetileno, percloroetileno o acetona.
Comprender el Lado del PTFE de la Ecuación
Preparar el metal es solo la mitad de la batalla. El PTFE virgen es un material antiadherente por su propia naturaleza y no se unirá a nada sin un tratamiento superficial especial.
La Necesidad del Grabado Químico
Para que el PTFE sea apto para uniones, su superficie debe alterarse químicamente mediante un proceso llamado grabado (etching).
Este proceso patentado cambia la estructura molecular de la superficie del PTFE, haciéndola receptiva a los adhesivos industriales estándar.
Para cualquier aplicación de unión, debe utilizar láminas de PTFE que se especifiquen como grabadas en uno o ambos lados.
Identificación de PTFE Grabado Correctamente
Puede confirmar visualmente si su PTFE está listo para la unión.
El PTFE virgen, no apto para uniones, es de color blanco. Una superficie grabada correctamente y apta para uniones tendrá un color marrón uniforme.
El Proceso de Unión: Adhesivos y Aplicación
Con ambas superficies preparadas correctamente, la etapa final implica seleccionar el adhesivo adecuado y aplicarlo correctamente para garantizar una cobertura completa y una resistencia óptima.
Selección del Adhesivo Correcto
Se recomienda encarecidamente un adhesivo epoxi de dos componentes debido a su excelente resistencia al cizallamiento, que es crucial para esta aplicación.
Una combinación probada es la resina Araldite AW106 utilizada con el endurecedor Araldite HV 953U.
Técnica de Aplicación Correcta
La aplicación uniforme del adhesivo es fundamental para una línea de unión sin huecos.
Utilice una espátula dentada para aplicar el epoxi mezclado tanto en el metal preparado como en la superficie de PTFE grabada. La cantidad objetivo debe ser de alrededor de 200 gramos por metro cuadrado.
Para una mejor dispersión, extienda el adhesivo longitudinalmente sobre el PTFE y transversalmente sobre el metal, creando un patrón entrecruzado al unirlos.
Errores Comunes a Evitar
Los errores en el proceso de preparación o unión son la principal causa de fallo. Comprender estos errores comunes es clave para prevenirlos.
Los Peligros de la Unión In Situ
Se desaconseja encarecidamente intentar unir PTFE a metal en el lugar de instalación (unión in situ).
Este proceso requiere condiciones estrictamente controladas de limpieza, presión y temperatura que son casi imposibles de replicar fuera de un entorno de taller dedicado.
Preparación Insuficiente de la Superficie
La causa más común de fallo de la unión es una preparación inadecuada.
Omitir el paso de desbaste mecánico o, más frecuentemente, no desengrasar completamente la superficie garantizará una unión débil que se delamina bajo tensión.
Cómo Garantizar una Unión Exitosa
Para lograr una unión confiable y duradera, su metodología debe alinearse con el requisito principal de su proyecto.
- Si su enfoque principal es maximizar la resistencia de la unión: Adhiera estrictamente a la especificación de rugosidad superficial Ra = 1.6–3 µm y utilice la técnica de aplicación de adhesivo en patrón cruzado.
- Si su enfoque principal es la consistencia y la fiabilidad: Adquiera siempre PTFE pregrabado de un proveedor de confianza y realice todas las uniones en un taller controlado, nunca in situ.
- Si su enfoque principal es evitar la delaminación: Ponga el mayor énfasis en el paso de limpieza con solventes, ya que la contaminación residual es la causa más común y prevenible de fallo de la unión.
En última instancia, una unión exitosa de metal a PTFE no es cuestión de una sola técnica, sino el resultado de un proceso de múltiples etapas preciso y disciplinado.
Tabla Resumen:
| Paso | Acción Clave | Parámetro/Material Crítico |
|---|---|---|
| Preparación del Metal | Desbaste Mecánico | Rugosidad Superficial (Ra): 1.6 - 3 µm |
| Limpieza con Solvente | Tricloroetileno, Percloroetileno o Acetona | |
| Preparación del PTFE | Grabado Químico | Usar PTFE Pregrabado (Color Marrón) |
| Proceso de Unión | Aplicación del Adhesivo | Epoxi de Dos Componentes (p. ej., Araldite AW106/HV 953U) |
| Cantidad de Aplicación: ~200 g/m² |
¿Necesita componentes de PTFE confiables y de alto rendimiento para su aplicación?
En KINTEK, nos especializamos en la fabricación de sellos, revestimientos y material de laboratorio de PTFE de precisión para los sectores de semiconductores, médico e industrial. Nuestra experiencia en ciencia de materiales garantiza que comprendemos los requisitos críticos de unión para aplicaciones exigentes.
Podemos proporcionarle componentes fabricados a medida o asesorarle sobre sus desafíos específicos de unión. Permítanos ayudarle a lograr una unión perfecta y duradera en todo momento.
¡Contacte a nuestros expertos hoy mismo para discutir las necesidades de su proyecto!
Guía Visual
Productos relacionados
- Cortador de Membrana Filtro Circular de PTFE de Alta Pureza con Cuchilla de Cerámica para Análisis de Trazas y Preparación de Muestras en Laboratorios CDC
- Soporte de fluoropolímero sin metal de tabla de aislamiento térmico de PTFE resistente a altas temperaturas y corrosión para laboratorios ultra limpios
- Placas de Petri de PTFE personalizadas: Material de laboratorio resistente a la corrosión, alta pureza y bajo fondo
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Placa calefactora resistente a la corrosión con recubrimiento de PTFE modificado 400x300mm Placa calefactora de laboratorio resistente al ácido Solución de calefacción personalizable
La gente también pregunta
- ¿Qué hace que las membranas de teflón sean versátiles para su uso en diversos entornos de laboratorio? Estabilidad química y térmica inigualables
- ¿Cómo beneficia la resistencia química de las membranas filtrantes de politetrafluoroetileno (PTFE) a la filtración industrial?
- ¿Qué tipos de herramientas de corte se recomiendan para mecanizar PTFE? Logre cortes limpios y tolerancias ajustadas
- ¿Por qué se prefieren las membranas de filtro de PTFE para aplicaciones que involucran productos químicos agresivos o gases a alta temperatura? Guía de expertos
- ¿Cómo afecta la hidrofobicidad inherente de las membranas de filtro de PTFE a la separación de líquidos y gases? Optimización del rendimiento



















