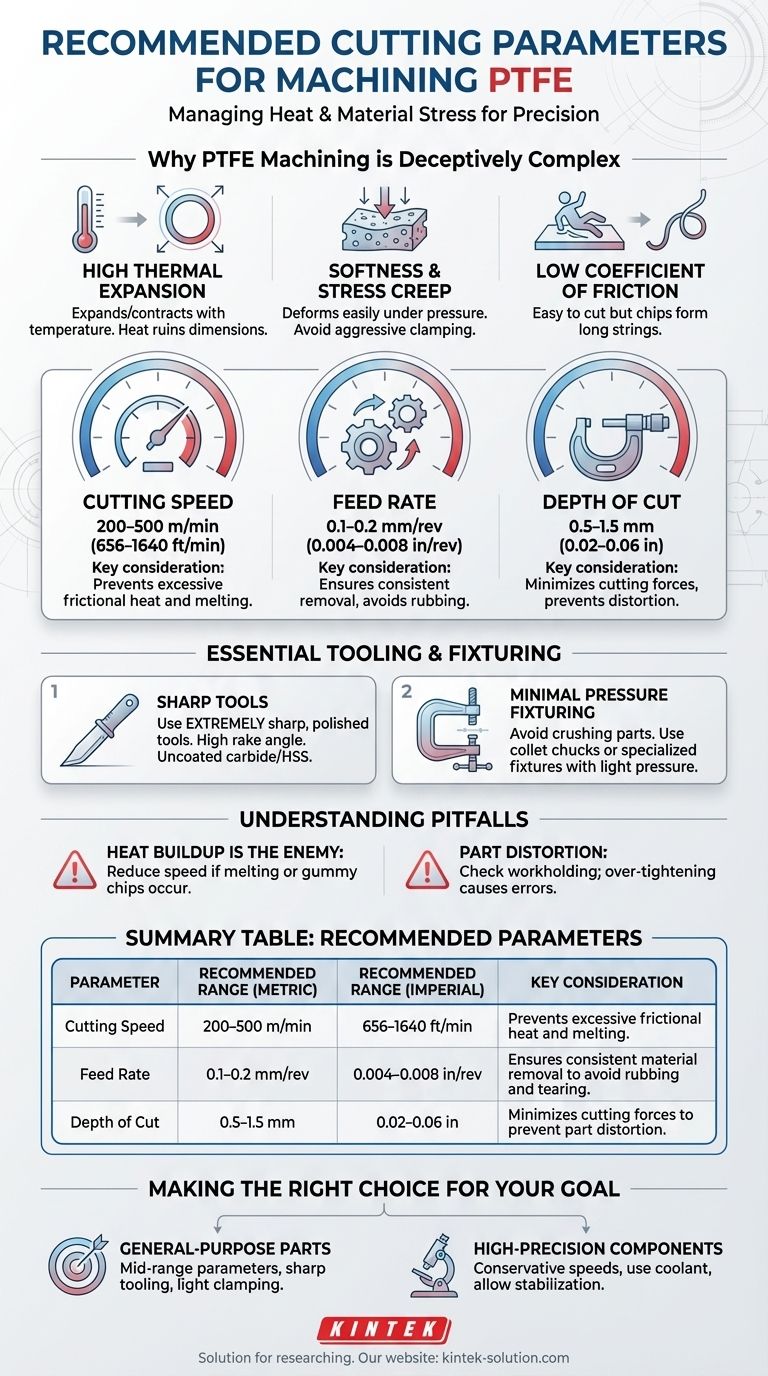
Para el mecanizado de PTFE, los parámetros recomendados son una velocidad de corte de 200–500 m/min (656–1640 pies/min), una velocidad de avance de 0.1–0.2 mm/rev (0.004–0.008 in/rev) y una profundidad de corte superficial entre 0.5–1.5 mm (0.02–0.06 in). Estas configuraciones están diseñadas para gestionar la generación de calor y minimizar la tensión del material, que son los principales desafíos al trabajar con este material.
El desafío central en el mecanizado de PTFE no es el proceso de corte en sí, que es bastante fácil, sino controlar la respuesta del material al calor y la presión. El éxito depende menos de alcanzar números exactos y más de comprender cómo las propiedades únicas del PTFE, como la alta expansión térmica y la suavidad, afectan la precisión dimensional.

Por qué el mecanizado de PTFE es engañosamente complejo
Si bien la suavidad y la baja fricción del PTFE hacen que parezca simple de mecanizar, sus características inherentes introducen desafíos únicos. Dominar estas propiedades es la clave para producir piezas precisas.
Alto coeficiente de expansión térmica
El PTFE se expande y contrae significativamente con los cambios de temperatura. La fricción del corte genera calor, lo que puede hacer que el material se expanda durante la operación y se contraiga al enfriarse, arruinando las dimensiones finales.
Esta propiedad es la razón principal para usar velocidades de corte moderadas y herramientas afiladas: minimizar la acumulación de calor.
Suavidad y fluencia por tensión (Stress Creep)
El PTFE es un material blando que puede deformarse o comprimirse fácilmente bajo presión. Sujetar con fuerza o aplicar fuerzas de corte pesadas distorsionará la pieza de trabajo, lo que provocará imprecisiones.
El material también puede "fluir" (creep), o deformarse lentamente con el tiempo cuando está bajo una carga constante, lo que hace que la sujeción segura y no dañina sea una preocupación crítica.
Bajo coeficiente de fricción
Esta propiedad bien conocida hace que el PTFE sea fácil de cortar con una fuerza mínima. Sin embargo, también significa que las virutas no se rompen fácilmente, a menudo formando hebras largas y continuas que pueden envolverse alrededor de la herramienta y la pieza de trabajo.
Los parámetros de mecanizado recomendados explicados
Los parámetros estándar son un punto de partida diseñado para equilibrar la velocidad con la calidad al mitigar las tendencias naturales del material.
Velocidad de corte: 200–500 m/min (656–1640 pies/min)
Este rango es lo suficientemente rápido para una eliminación eficiente del material, pero lo suficientemente lento para evitar un calor excesivo por fricción. Exceder esta velocidad corre el riesgo de derretir el PTFE, lo que provoca un mal acabado superficial e inestabilidad dimensional.
Velocidad de avance: 0.1–0.2 mm/rev (0.004–0.008 in/rev)
Una velocidad de avance constante y moderada asegura que la herramienta esté constantemente comprometida en el corte en lugar de rozar el material. Esta eliminación constante evita la generación innecesaria de calor y el desgarro del material.
Profundidad de corte: 0.5–1.5 mm (0.02–0.06 in)
Los cortes superficiales minimizan las fuerzas de corte ejercidas sobre el material. Esto es crucial para evitar que el PTFE blando se flexione, se distorsione o sea empujado lejos de la herramienta, lo que comprometería la precisión.
Herramientas y sujeción esenciales
Su configuración es tan importante como sus parámetros de corte. Las herramientas y los métodos de sujeción adecuados no son negociables para lograr la precisión.
Elección de las herramientas de corte adecuadas
Utilice siempre herramientas de corte extremadamente afiladas y pulidas. Las herramientas de carburo sin recubrimiento o de acero de alta velocidad (HSS) con un ángulo de desprendimiento alto y un alivio significativo son ideales.
Un filo afilado corta el material limpiamente en lugar de abrirse paso a la fuerza, lo que reduce drásticamente el calor y la presión de corte.
Sujeción con presión mínima
Evite las mordazas de tornillo de banco estándar que pueden aplastar o deformar la pieza. Utilice accesorios diseñados específicamente para materiales blandos o un mandril de pinza con una presión de sujeción mínima.
El objetivo es proporcionar un soporte adecuado en un área de superficie grande para sujetar la pieza de trabajo de forma segura sin causar compresión o distorsión.
Comprensión de las compensaciones y trampas
Lograr tolerancias ajustadas con PTFE requiere anticipar y gestionar sus comportamientos únicos.
El desafío de las tolerancias ajustadas
Debido a su alta expansión térmica y tendencia a la fluencia, mantener tolerancias más estrictas que ±0.005 pulgadas (±0.13 mm) puede ser difícil.
Para muchas aplicaciones, la resiliencia natural del PTFE le permite adaptarse a las piezas de acoplamiento, haciendo innecesarias las tolerancias extremadamente ajustadas. Diseñe teniendo en cuenta sus propiedades en lugar de forzarlo a comportarse como un metal.
La acumulación de calor es el enemigo principal
Prácticamente todos los problemas en el mecanizado de PTFE, desde el mal acabado superficial hasta la imprecisión dimensional, se remontan al calor excesivo. Si ve signos de fusión o virutas gomosas, reduzca inmediatamente su velocidad de corte.
Distorsión de la pieza por sujeción
Si sus piezas finales están fuera de especificación, primero revise su sujeción de trabajo. Apretar demasiado un accesorio es la causa más común de distorsión y resultados inexactos, incluso con parámetros de corte perfectos.
Tomar la decisión correcta para su objetivo
Adapte su enfoque en función de los requisitos específicos del componente que está produciendo.
- Si su enfoque principal son las piezas de uso general: Comience con los parámetros recomendados de rango medio y concéntrese en usar herramientas afiladas y una presión de sujeción ligera para obtener resultados confiables y consistentes.
- Si su enfoque principal son los componentes de alta precisión: Comience con velocidades de corte conservadoras para minimizar la expansión térmica, use refrigerante si es posible y permita que el material se estabilice a temperatura ambiente antes de realizar pasadas de acabado o mediciones finales.
En última instancia, el mecanizado exitoso de PTFE es un proceso de delicadeza, que requiere que trabaje con las propiedades del material, no en su contra.
Tabla de resumen:
| Parámetro | Rango recomendado (Métrico) | Rango recomendado (Imperial) | Consideración clave |
|---|---|---|---|
| Velocidad de corte | 200–500 m/min | 656–1640 pies/min | Previene el calor excesivo por fricción y la fusión. |
| Velocidad de avance | 0.1–0.2 mm/rev | 0.004–0.008 in/rev | Asegura una eliminación constante del material para evitar el roce y el desgarro. |
| Profundidad de corte | 0.5–1.5 mm | 0.02–0.06 in | Minimiza las fuerzas de corte para evitar la distorsión de la pieza. |
¿Necesita componentes de PTFE mecanizados con precisión?
Dominar el delicado equilibrio del mecanizado de PTFE es nuestra especialidad en KINTEK. Entendemos la importancia crítica de las herramientas afiladas, la presión de sujeción mínima y los parámetros precisos para superar la expansión térmica y la suavidad del PTFE.
Fabricamos componentes de PTFE de alta calidad, incluidos sellos, revestimientos y material de laboratorio personalizado, para los sectores de semiconductores, médico, de laboratorio e industrial. Ya sea que necesite prototipos o producción de alto volumen, nuestra experiencia garantiza que sus piezas cumplan con las especificaciones exactas con una estabilidad dimensional superior.
Permítanos poner a trabajar para usted nuestra experiencia en producción de precisión y fabricación personalizada. ¡Contacte a KINTEK hoy para discutir los requisitos de su proyecto!
Guía Visual
Productos relacionados
- Sistema de Filtración de PTFE Personalizado Resistentes a Ácidos Grado Semiconductores de Alta Pureza para Procesamiento Químico
- Grifo de PTFE de Alta Resistencia a la Corrosión Válvula de Politetrafluoroetileno para Bidones de Almacenamiento Químico y Sistemas de Transferencia de Fluidos Grado Industrial Personalizable
- Sistema de Filtración al Vacío de PTFE y PFA Resistente a la Corrosión Personalizable y Antifragmentación para Laboratorio
- Filtro Resistentes a la Corrosión de PTFE con Conexiones de Válvula PFA y Placa Tamiz Integrada
- Jeringuilla de PTFE de 50 ml resistente a altas temperaturas y productos químicos, inyector de Teflon personalizado con sellado roscado para análisis de trazas
La gente también pregunta
- ¿Cómo beneficia la hidrofobicidad de los filtros de PTFE su uso? Garantizar un flujo de gas ininterrumpido y la filtración de disolventes
- ¿Qué resistencia a la temperatura ofrecen los filtros de PTFE? Estabilidad térmica inigualable de -200 °C a +260 °C
- ¿Por qué se prefieren los filtros de politetrafluoroetileno (PTFE) para aplicaciones farmacéuticas y de bioprocesamiento en laboratorio?
- ¿Cuáles son las aplicaciones industriales comunes de los filtros de PTFE? Domine la filtración crítica en industrias exigentes
- ¿Qué pasos implica la selección del filtro de PTFE adecuado? Una guía de 4 pasos para una filtración óptima



















