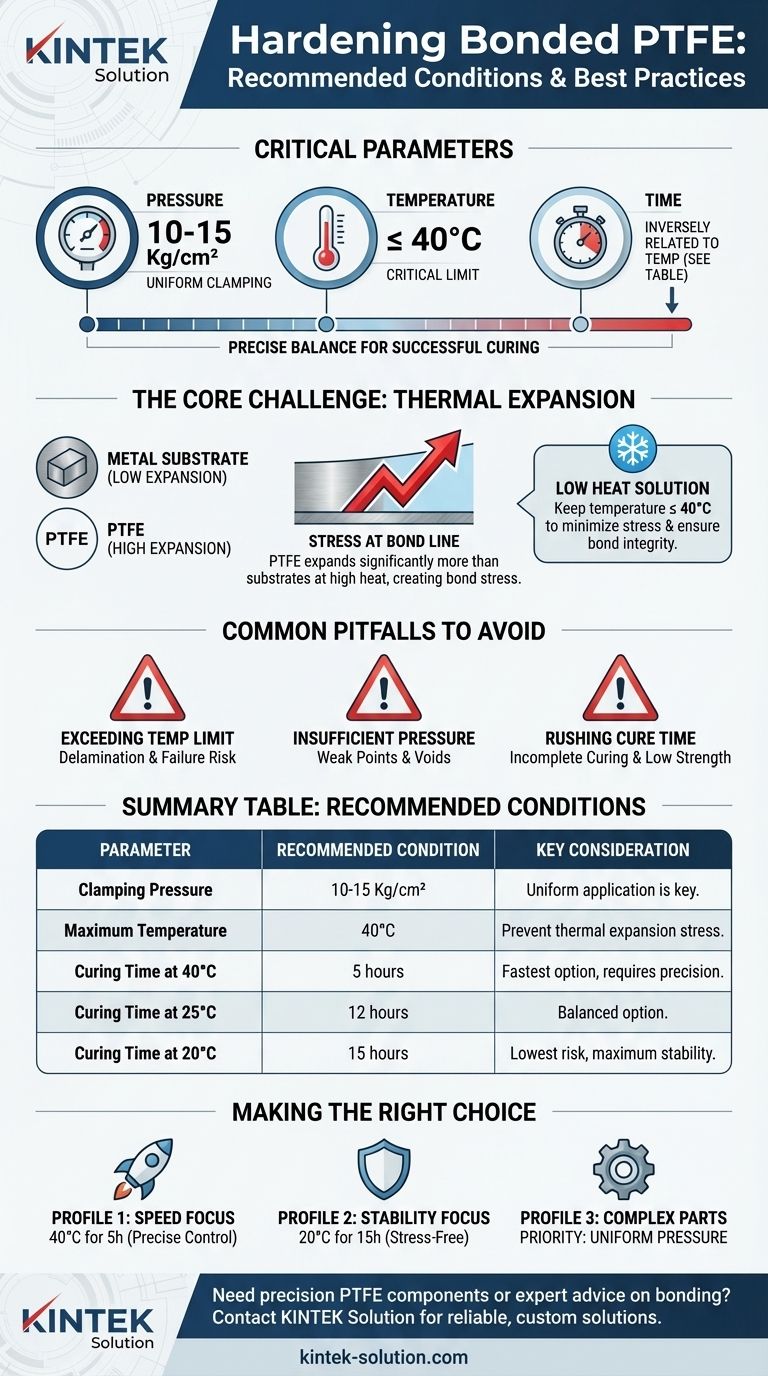
Para endurecer con éxito el PTFE adherido, debe mantener un equilibrio preciso de temperatura, presión y tiempo. La presión de sujeción recomendada es de 10-15 Kg/cm², y la temperatura de curado no debe superar los 40°C. El tiempo de endurecimiento está inversamente relacionado con la temperatura, requiriendo 5 horas a 40°C, 12 horas a 25°C o 15 horas a 20°C.
El desafío principal en el endurecimiento del PTFE adherido no es solo curar el adhesivo, sino gestionar la alta tasa de expansión térmica del material. El éxito depende del uso de calor bajo y presión constante para crear una unión fuerte y sin tensiones que no falle más adelante.

Los Parámetros Críticos para el Endurecimiento
Para lograr una unión fiable, cada parámetro debe controlarse cuidadosamente. Estas variables trabajan juntas para asegurar que el adhesivo cure por completo sin comprometer la integridad del ensamblaje.
El Control de la Temperatura es Innegociable
La regla más crítica es mantener la temperatura de curado en 40°C o menos.
Este límite estricto es necesario porque el PTFE tiene un coeficiente de expansión térmica mucho mayor que los materiales a los que se suele adherir, como los metales. Exceder esta temperatura provoca que el PTFE se expanda significativamente más que su sustrato, creando una tensión inmensa en la línea de unión que puede provocar un fallo inmediato o futuro.
El Papel de la Presión de Sujeción Constante
Se debe aplicar una presión de sujeción constante de 10-15 Kg/cm² uniformemente sobre toda la superficie de la unión.
Esta presión asegura un contacto íntimo entre el PTFE, el adhesivo y el sustrato. Sin ella, se corre el riesgo de tener huecos o vacíos en la unión, lo que resulta en puntos débiles que comprometerán la resistencia y fiabilidad del ensamblaje final.
La Relación entre Tiempo y Temperatura
El tiempo de curado depende directamente de la temperatura que elija. Las pautas proporcionadas crean un perfil de curado:
- A 20°C (68°F): 15 horas
- A 25°C (77°F): 12 horas
- A 40°C (104°F): 5 horas
Las temperaturas más bajas requieren tiempos más largos para permitir que el adhesivo se reticule completamente y alcance su máxima resistencia. Si bien las temperaturas más altas aceleran el curado, también lo acercan al umbral crítico de expansión térmica.
Comprender el Desafío Principal: Las Propiedades del PTFE
Los estrictos parámetros de endurecimiento son una consecuencia directa de las propiedades físicas inherentes del PTFE. Comprender este contexto es clave para evitar fallos en el proceso.
Por Qué Importa la Expansión Térmica
Piense en la línea de unión como un tira y afloja. A medida que calienta el ensamblaje, el PTFE se expande rápidamente mientras que el sustrato metálico se expande lentamente. Esta desalineación tira de la capa adhesiva desde direcciones opuestas.
Al mantener la temperatura baja, se minimiza la intensidad de este "tira y afloja", permitiendo que el adhesivo cure en un entorno de baja tensión.
Paralelismos con el Mecanizado del PTFE
La misma sensibilidad al calor que rige la unión también dicta cómo se mecaniza el PTFE. Los maquinistas deben usar bajas velocidades de corte y refrigerantes para evitar la acumulación de calor.
El calor excesivo durante el mecanizado hace que el material se expanda y se distorsione, haciendo imposible la precisión. Este principio refuerza por qué el curado a baja temperatura es esencial para mantener la estabilidad dimensional y la integridad de la unión.
Errores Comunes a Evitar
Desviarse de los parámetros recomendados puede provocar fallos en la unión. Estos son los errores más comunes.
Exceder el Límite de Temperatura
Esta es la causa más frecuente de fallo. Crea una tensión interna excesiva que puede despegar la unión durante la fase de enfriamiento o, peor aún, crear un defecto latente que falle bajo carga operativa.
Presión Insuficiente o Desigual
Aplicar muy poca presión o aplicarla de manera desigual da como resultado una unión incompleta. Las áreas con poco contacto no se adherirán, creando puntos débiles que pueden despegarse o separarse con el tiempo.
Apresurar el Tiempo de Curado
Acortar el tiempo de endurecimiento, incluso si la unión se siente sólida al tacto, es un error crítico. El adhesivo no habrá curado por completo, lo que significa que carece de su resistencia química y mecánica especificadas.
Tomar la Decisión Correcta para su Objetivo
Utilice el impulsor principal de su proyecto para seleccionar el perfil de curado óptimo.
- Si su enfoque principal es la velocidad: Cure a la temperatura máxima permitida de 40°C durante 5 horas, pero asegúrese de que su equipo proporcione un control de temperatura preciso y estable.
- Si su enfoque principal es la máxima estabilidad y el mínimo riesgo: Cure a una temperatura ambiente más baja como 20°C durante 15 horas para crear la unión más libre de tensiones posible.
- Si está uniendo geometrías grandes o complejas: Priorice la distribución uniforme de la presión por encima de todo, ya que este es el punto de fallo más común para piezas no uniformes.
Dominar estas condiciones controladas asegura que aproveche las propiedades excepcionales del PTFE sin ser víctima de sus desafíos de procesamiento.
Tabla Resumen:
| Parámetro | Condición Recomendada | Consideración Clave |
|---|---|---|
| Presión de Sujeción | 10-15 Kg/cm² | Debe aplicarse uniformemente en toda la superficie de la unión. |
| Temperatura Máxima | 40°C | Crítico para prevenir la tensión por la alta expansión térmica del PTFE. |
| Tiempo de Curado a 40°C | 5 horas | Opción más rápida, requiere un control de temperatura preciso. |
| Tiempo de Curado a 25°C | 12 horas | Opción equilibrada para muchas aplicaciones. |
| Tiempo de Curado a 20°C | 15 horas | Menor riesgo, crea la unión más libre de tensiones. |
¿Necesita componentes de PTFE de precisión o asesoramiento experto sobre procesos de unión?
En KINTEK, fabricamos sellos, revestimientos y material de laboratorio de PTFE de alta calidad para los sectores de semiconductores, médico e industrial. Nuestra experiencia en fabricación personalizada, desde prototipos hasta pedidos de gran volumen, garantiza que sus componentes se diseñen y produzcan para cumplir con las especificaciones más exigentes, incluidas las aplicaciones de unión exitosas.
Contacte hoy a nuestros expertos para discutir cómo podemos apoyar su proyecto con soluciones fiables de PTFE.
Guía Visual
Productos relacionados
- Vaso de precipitación de laboratorio de PTFE engrosado personalizado para aplicaciones en placas calefactoras de alta temperatura
- Vaso de laboratorio de PTFE engrosado personalizado para placa caliente de alta temperatura, recipiente de fluoropolímero resistente a productos químicos, vaso de digestión
- Aparato de condensación con reflujo y recolección de gases de PTFE para procesamiento bioquímico corrosivo Sistema de alta temperatura personalizable
- Manguito de Aislamiento Térmico Antiquemaduras PTFE Pies de Soporte para Placas Calientes Protección para Encimeras de Laboratorio Barrera Térmica Personalizable
- Juntas Aislantes de PTFE Personalizables Resistentes a Altas Temperaturas Antiestáticas, Retardantes de Llama y a Prueba de Corrosión para Sellos Industriales
La gente también pregunta
- ¿Son capaces las piezas de Teflón de soportar altas temperaturas? Comprendiendo el límite de 260 °C para el rendimiento
- ¿Qué industrias utilizan comúnmente el PTFE Reforzado (RPTFE) y con qué fines? Mejorar la durabilidad en aplicaciones de alta carga
- ¿Cuáles son las ventajas del RPTFE sobre el PTFE estándar? Resistencia y durabilidad superiores para aplicaciones exigentes
- ¿Cuáles son las desventajas del RPTFE? Compensaciones clave en pureza química y rendimiento
- ¿Cuáles son los tres tipos de refuerzos en materiales basados en PTFE? Elija el material adecuado para su aplicación



















