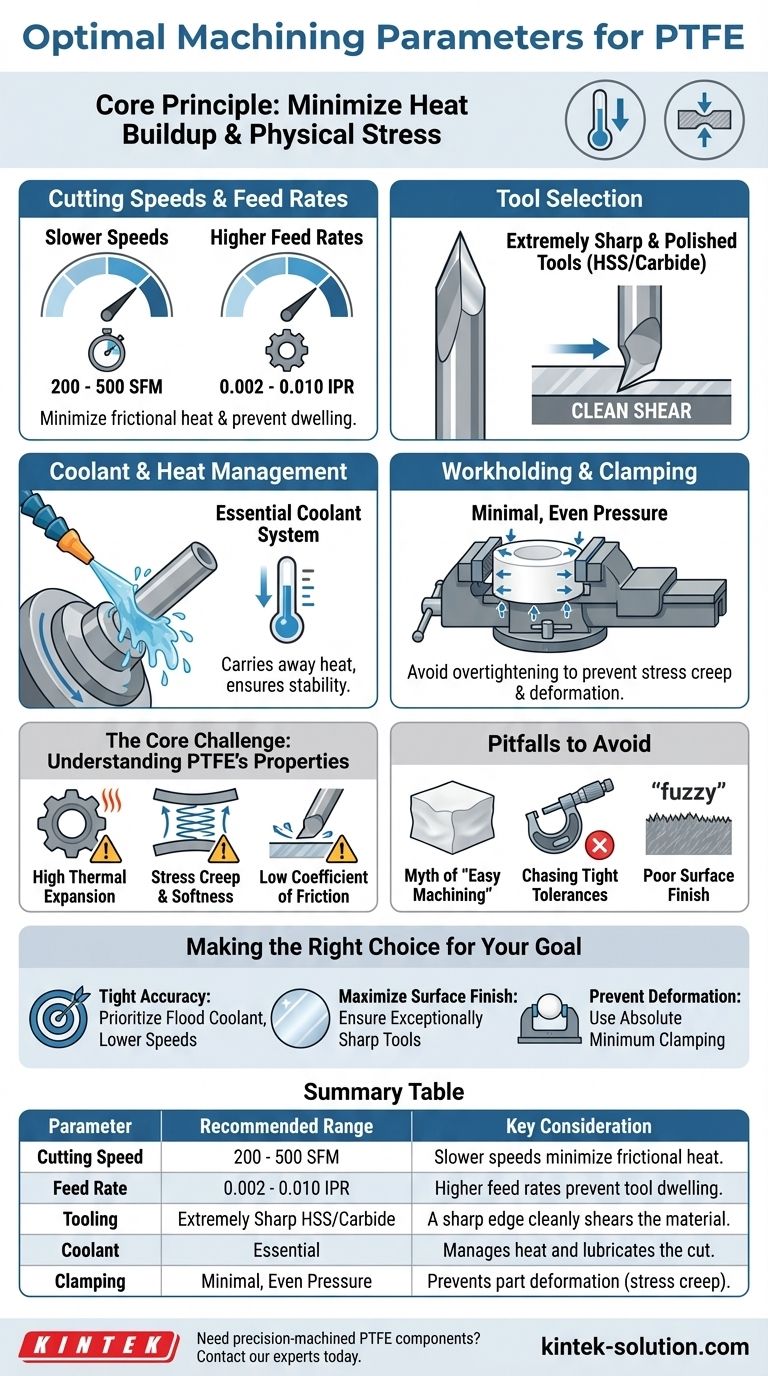
Para el mecanizado óptimo de PTFE, debe utilizar velocidades de corte más lentas entre 200 y 500 SFM (pies de superficie por minuto) y velocidades de avance más altas de 0.002 a 0.010 pulgadas por revolución. El principio fundamental es minimizar la acumulación de calor y el estrés físico en el material, lo que requiere herramientas extremadamente afiladas, el uso de refrigerante y una presión de sujeción mínima para evitar que la pieza se deforme.
El desafío central en el mecanizado de PTFE no es su suavidad, sino sus propiedades físicas únicas. El éxito depende enteramente de gestionar su alta expansión térmica y su tendencia a deformarse bajo presión (fluencia por tensión), en lugar de tratarlo como un plástico o metal típico.

El Desafío Central: Trabajar con la Naturaleza del PTFE
Aunque la suavidad del PTFE hace que parezca fácil de cortar, lograr precisión es difícil. Las propiedades inherentes del material crean desafíos específicos que deben abordarse de manera proactiva.
Alta Expansión Térmica
El PTFE se expande y contrae significativamente con los cambios de temperatura. La fricción del corte genera calor, lo que hace que el material crezca durante el proceso de mecanizado. Si no se gestiona, la pieza tendrá un tamaño inferior una vez que se enfríe a temperatura ambiente.
Fluencia por Tensión y Suavidad
El material es blando y se deformará fácilmente bajo presión. Una fuerza de sujeción excesiva comprimirá la pieza de trabajo, lo que provocará dimensiones inexactas una vez que se libere la presión. También puede "recuperarse" después de que pase una herramienta de corte, afectando el acabado superficial final y la precisión.
Bajo Coeficiente de Fricción
El PTFE es notoriamente resbaladizo, lo que significa que un filo de corte desafilado tenderá a empujar o arrastrar el material en lugar de cortarlo limpiamente. Esto genera calor excesivo, introduce tensión y da como resultado un corte de mala calidad.
Parámetros y Técnicas de Mecanizado Recomendados
Para contrarrestar las tendencias naturales del PTFE, se requiere un enfoque específico y deliberado. El objetivo es siempre minimizar el calor y la tensión.
Velocidades de Corte y Velocidades de Avance
El rango recomendado es de 200 a 500 SFM para la velocidad de corte y de 0.002 a 0.010 IPR (pulgadas por revolución) para la velocidad de avance. Las velocidades más lentas reducen el calor por fricción, mientras que las velocidades de avance más altas ayudan a la herramienta a eliminar material de manera eficiente sin detenerse e impartir calor innecesario.
Selección de Herramientas
Utilice herramientas de corte extremadamente afiladas y pulidas. Tanto las herramientas de Acero de Alta Velocidad (HSS) como las de carburo son efectivas, pero la nitidez del filo de corte es el factor más crítico. Un filo afilado corta limpiamente el material, mientras que uno desafilado hará que se deforme y se desgarre.
Refrigerante y Gestión del Calor
Un sistema de refrigeración es esencial para cualquier trabajo de precisión. El refrigerante cumple dos funciones principales: lubrica el corte y, lo que es más importante, elimina el calor, asegurando que la pieza de trabajo permanezca dimensionalmente estable durante toda la operación.
Sujeción de la Pieza y Mordaza
Aplique una presión de sujeción mínima y distribuida uniformemente. Evite apretar demasiado las mordazas o los mandriles. Las plantillas personalizadas que soportan la pieza de trabajo sin comprimirla son ideales para mantener tolerancias estrictas.
Comprender las Trampas a Evitar
Muchas prácticas comunes de mecanizado producirán malos resultados con PTFE. Comprender estas trampas es clave para evitar errores costosos y desperdicio de material.
El Mito del "Mecanizado Fácil"
La suavidad del PTFE es engañosa. Si bien la eliminación de material es fácil, lograr la estabilidad dimensional y un buen acabado superficial es un desafío significativo. No se acerque a él con las mismas técnicas de alta velocidad utilizadas para materiales más rígidos.
Perseguir Tolerancias Estrechas
Mantener tolerancias muy estrictas en las piezas de PTFE es difícil y requiere un entorno y proceso controlados. El operador debe monitorear constantemente la expansión térmica y el desgaste de la herramienta, realizando ajustes según sea necesario.
Mal Acabado Superficial
Un acabado superficial rugoso o borroso es una señal clara de que algo anda mal. Las causas más comunes son una herramienta de corte desafilada, una generación excesiva de calor o vibración y traqueteo debido a una configuración inestable.
Tomar la Decisión Correcta para su Objetivo
Su objetivo específico determinará qué parámetros debe priorizar.
- Si su enfoque principal es lograr una precisión dimensional estricta: Priorice la gestión térmica agresiva utilizando un sistema de refrigeración por inundación y manteniendo las velocidades de corte en el extremo inferior del rango recomendado.
- Si su enfoque principal es maximizar el acabado superficial: Asegúrese de que sus herramientas de corte estén excepcionalmente afiladas con una cara pulida para evitar que el material se pegue y se desgarre.
- Si su enfoque principal es prevenir la deformación de la pieza: Utilice la presión de sujeción mínima absoluta requerida para sujetar la pieza de forma segura y asegúrese de que la fuerza se distribuya sobre una superficie amplia.
Dominar el mecanizado de PTFE proviene de respetar las propiedades del material y adaptar su proceso para acomodarlas.
Tabla de Resumen:
| Parámetro | Rango Recomendado | Consideración Clave |
|---|---|---|
| Velocidad de Corte | 200 - 500 SFM | Las velocidades más lentas minimizan el calor por fricción. |
| Velocidad de Avance | 0.002 - 0.010 IPR | Las velocidades de avance más altas evitan que la herramienta se detenga. |
| Herramientas | HSS/Carburo Extremadamente Afilados | Un filo afilado corta limpiamente el material. |
| Refrigerante | Esencial | Gestiona el calor y lubrica el corte. |
| Sujeción | Presión Mínima y Uniforme | Previene la deformación de la pieza (fluencia por tensión). |
¿Necesita componentes de PTFE mecanizados con precisión que mantengan su forma y dimensiones?
En KINTEK, nos especializamos en el mecanizado de PTFE para las industrias de semiconductores, médica y de laboratorio. Nuestra experiencia en la gestión de la expansión térmica y la fluencia por tensión garantiza que sus sellos, revestimientos y material de laboratorio personalizado se produzcan según especificaciones exactas, desde prototipos hasta pedidos de gran volumen.
¡Contacte a nuestros expertos hoy mismo para discutir su proyecto y obtener una cotización!
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Tamiz de reacción de PTFE de alta temperatura con capas personalizables y tamaños de poro de precisión para dispositivos de separación de muestras roscados
- Embudo de separación a presión constante de PTFE personalizado, material de laboratorio resistente a la corrosión y bajo fondo para matraces PFA
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Disco dispersor y varilla agitadora de PTFE personalizados para procesamiento químico y mezcla de laboratorio
La gente también pregunta
- ¿Qué hace que el PTFE mecanizado sea adecuado para aplicaciones industriales? Rendimiento inigualable en condiciones extremas
- ¿Cómo se comportan los recipientes de politetrafluoroetileno (PTFE) en cuanto a permeación de gases? Perspectivas de expertos sobre la absorción de disolventes
- ¿Cuáles son algunas aplicaciones comunes del PTFE mecanizado? Aproveche sus propiedades únicas para aplicaciones exigentes
- ¿Cómo se fabrican típicamente los recipientes y aparatos de laboratorio de PTFE? Dentro del proceso de mecanizado de precisión
- ¿Se pueden personalizar las piezas de PTFE mecanizadas? Logre soluciones de precisión para aplicaciones exigentes



















