Para el mecanizado de politetrafluoroetileno (PTFE), los parámetros óptimos son una velocidad de corte entre 200 y 500 pies por minuto (sfm) y una velocidad de avance de 0.002 a 0.010 pulgadas por revolución (IPR). Sin embargo, estas cifras son solo un punto de partida. El éxito en el mecanizado de PTFE depende menos de las velocidades y avances específicos y más de la gestión de las propiedades únicas del material, como su suavidad, baja conductividad térmica y alta expansión térmica.
El desafío central en el mecanizado de PTFE no es la remoción de material, sino prevenir la deformación y gestionar el calor. El éxito depende del uso de herramientas excepcionalmente afiladas con ángulos de desprendimiento altos y de aplicar una presión mínima de corte y sujeción para mantener la estabilidad dimensional.

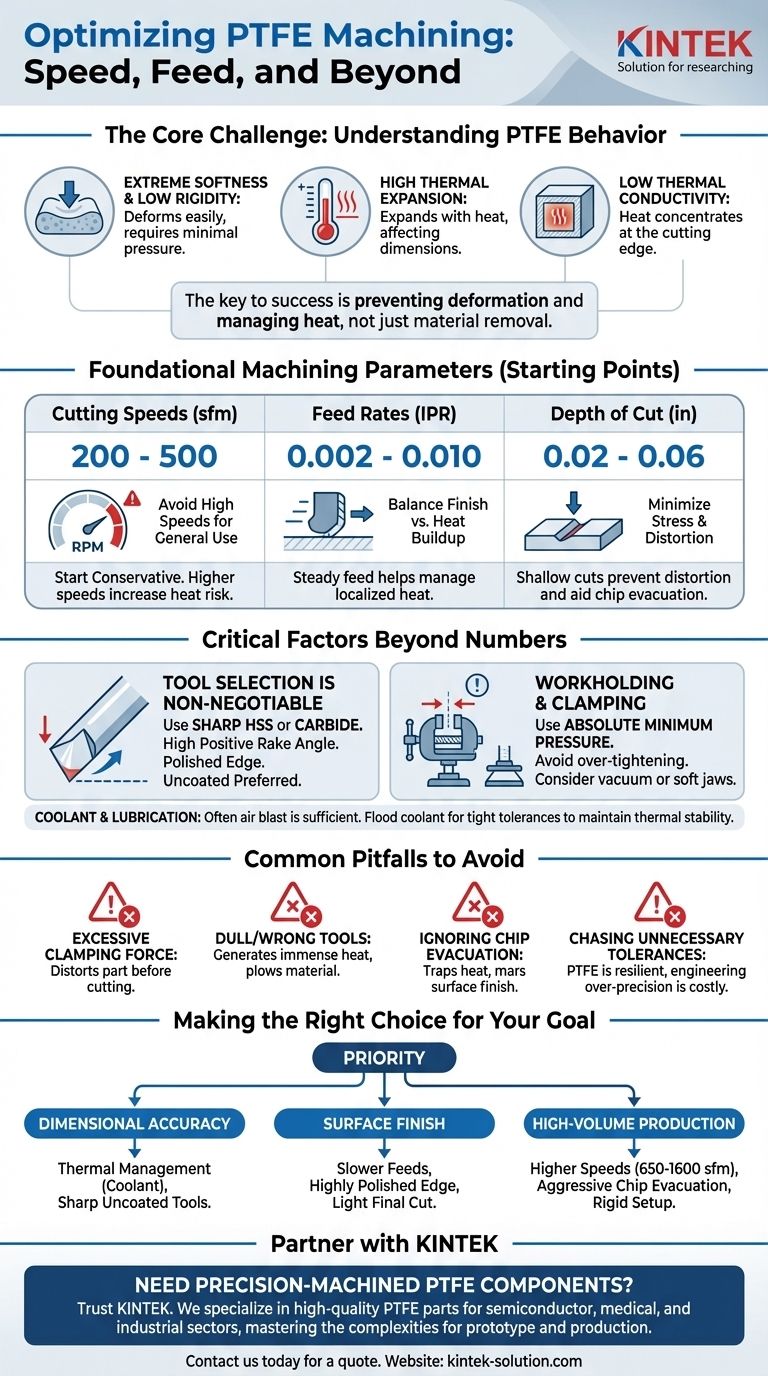
El Desafío Central: Comprender el Comportamiento del PTFE
El PTFE, comúnmente conocido como Teflón, es diferente de los metales o incluso de otros plásticos. Sus propiedades exigen un enfoque específico para su mecanizado.
Extrema Suavidad y Baja Rigidez
El PTFE es un material increíblemente blando que se deforma fácilmente bajo presión. Cualquier fuerza excesiva de sujeción o corte provocará que la pieza de trabajo se distorsione, haciendo imposible mantener tolerancias ajustadas.
Esta suavidad también significa que el material ofrece poca resistencia, lo que puede provocar vibración o "repiqueteo" si la configuración no es rígida y las herramientas de corte no están afiladas.
Alta Expansión Térmica
El PTFE tiene uno de los coeficientes de expansión térmica más altos entre los polímeros. Incluso un pequeño aumento de temperatura por la fricción del corte provocará que el material se expanda significativamente, alterando las dimensiones.
Una vez que la pieza se enfría, se contraerá, lo que resultará en una pieza final de tamaño insuficiente y fuera de tolerancia.
Baja Conductividad Térmica
A diferencia de los metales que disipan el calor por toda la pieza de trabajo, el PTFE es un aislante. El calor generado en el filo de corte permanece concentrado allí.
Este calor localizado puede hacer que el material se ablande, se vuelva gomoso y se acumule en el filo de la herramienta, lo que provoca un mal acabado superficial y más problemas de corte.
Parámetros Fundamentales de Mecanizado
Si bien la técnica es primordial, tener una base sólida para la configuración de su máquina es el primer paso esencial. Siempre comience de forma conservadora y ajuste según los resultados.
Velocidades de Corte: Un Acto de Equilibrio
Un rango de partida seguro y efectivo para la velocidad de corte es de 200 a 500 sfm (aproximadamente 60 a 150 m/min).
Algunas fuentes sugieren que son posibles velocidades mucho más altas (hasta 1600 sfm / 500 m/min). Si bien la baja fricción del PTFE puede acomodar esto, aumenta drásticamente el riesgo de problemas relacionados con el calor y requiere una excelente evacuación de virutas. Para fines generales, manténgase en el rango inferior.
Velocidades de Avance: Controlando el Calor y el Acabado
Una velocidad de avance de 0.002 a 0.010 IPR (aproximadamente 0.05 a 0.25 mm/rev) es el punto de partida recomendado.
Aquí hay una compensación crítica. Los avances más lentos pueden mejorar el acabado superficial, pero también aumentan el tiempo que la herramienta pasa generando fricción en un área. Una velocidad de avance ligeramente mayor y constante puede ayudar a que la herramienta se mueva antes de que se acumule un calor localizado excesivo.
Profundidad de Corte: Minimizando el Estrés
Mantenga su profundidad de corte superficial, generalmente en el rango de 0.02 a 0.06 pulgadas (0.5 a 1.5 mm).
Los cortes más profundos ejercen más tensión sobre el material flexible, lo que aumenta la probabilidad de distorsión y dificulta la correcta evacuación de las virutas.
Factores Críticos Más Allá de la Velocidad y el Avance
Su elección de herramientas y su configuración tienen un mayor impacto en el resultado final que los números exactos que marca en la máquina.
La Selección de Herramientas No es Negociable
El factor más importante es la herramienta de corte. Utilice herramientas de acero de alta velocidad (HSS) o de carburo con un filo de corte muy afilado y pulido.
Las herramientas deben tener un ángulo de desprendimiento positivo alto. Esto crea una acción de cizallamiento que corta el material limpiamente en lugar de empujarlo o desgarrarlo. A menudo se prefieren las herramientas sin recubrimiento, ya que algunos recubrimientos pueden aumentar la fricción y la acumulación de calor.
El Debate sobre Refrigeración y Lubricación
El refrigerante no siempre es necesario y puede ser una fuente de contaminación. Para muchas aplicaciones, una simple ráfaga de aire comprimido es suficiente para limpiar eficazmente las virutas de la zona de corte.
Sin embargo, para trabajos que requieren tolerancias muy ajustadas, un refrigerante de inundación puede ser invaluable para la estabilidad térmica. Elimina el calor antes de que la pieza pueda expandirse, preservando la precisión dimensional.
Sujeción de la Pieza y Presión de Apriete
Utilice la presión de sujeción absolutamente mínima requerida para sujetar la pieza de trabajo de forma segura. Apretar demasiado un tornillo de banco es la causa más común de piezas deformadas.
Para geometrías delicadas o complejas, considere usar accesorios de vacío o mordazas blandas para distribuir la fuerza de sujeción y proporcionar estabilidad sin aplastar el material.
Errores Comunes a Evitar
Los errores en el mecanizado de PTFE a menudo están relacionados con tratarlo como un material más rígido.
Aplicar Fuerza de Sujeción Excesiva
Este es el error número uno. Deformará la pieza antes de realizar el primer corte, garantizando un resultado inexacto.
Usar Herramientas Desafiladas o Mal Rectificadas
Una herramienta que no está extremadamente afilada o que carece de un ángulo de desprendimiento positivo alto cortará el material en lugar de cortarlo. Esto genera un calor inmenso, provoca que el material se acumule en la herramienta y da como resultado un acabado superficial deficiente.
Ignorar la Evacuación de Virutas
El PTFE produce virutas largas y fibrosas que pueden envolverse alrededor de la herramienta y la pieza de trabajo. Esto atrapa el calor y puede estropear el acabado superficial. Una ráfaga de aire o un flujo de refrigerante adecuado son esenciales para eliminar continuamente estas virutas.
Perseguir Tolerancias Innecesarias
El PTFE es un material resistente. Después del mecanizado, a menudo puede adaptarse a sus piezas de acoplamiento. A menos que la aplicación sea de suma importancia, diseñar para tolerancias extremadamente ajustadas puede ser un esfuerzo innecesario y costoso.
Tomar la Decisión Correcta para su Objetivo
Ajuste su enfoque en función del resultado más crítico para su pieza específica.
- Si su enfoque principal es la precisión dimensional: Priorice la gestión térmica con un flujo de refrigerante constante y utilice herramientas afiladas sin recubrimiento para minimizar la fricción.
- Si su enfoque principal es el acabado superficial: Utilice velocidades de avance más lentas para un corte más fino, asegúrese de que su herramienta tenga un borde muy pulido y realice una pasada final de profundidad de corte ligera.
- Si su enfoque principal es la producción de gran volumen: Explore velocidades de corte más altas (650-1600 sfm), pero combínelas con una evacuación de virutas agresiva y una configuración rígida para mantener el control.
En última instancia, dominar el mecanizado de PTFE consiste en respetar las propiedades únicas del material y ajustar su técnica en consecuencia.
Tabla Resumen:
| Parámetro | Rango de Partida Recomendado | Consideración Clave |
|---|---|---|
| Velocidad de Corte | 200 - 500 sfm (60-150 m/min) | Las velocidades más altas aumentan el riesgo de calor; equilibrar con la evacuación de virutas. |
| Velocidad de Avance | 0.002 - 0.010 IPR (0.05-0.25 mm/rev) | Un avance constante ayuda a gestionar la acumulación de calor localizada. |
| Profundidad de Corte | 0.02 - 0.06 pulg (0.5-1.5 mm) | Los cortes superficiales minimizan la tensión y previenen la distorsión de la pieza. |
| Material de la Herramienta | HSS Afilado o Carburo | Un ángulo de desprendimiento positivo alto y un borde pulido no son negociables. |
¿Necesita Componentes de PTFE Mecanizados con Precisión?
En KINTEK, nos especializamos en la fabricación de componentes de PTFE de alta calidad—desde sellos y revestimientos hasta material de laboratorio personalizado—para los sectores de semiconductores, médico e industrial. Entendemos las técnicas precisas necesarias para mecanizar PTFE sin comprometer la estabilidad dimensional ni el acabado superficial.
Permítanos manejar la complejidad por usted. Nuestra experiencia garantiza que sus piezas se produzcan con los más altos estándares, ya sea que necesite prototipos o producción de gran volumen.
¡Contáctenos hoy para discutir su proyecto y obtener una cotización!
Guía Visual
Productos relacionados
- Cortador de membrana de filtro de PTFE de alta pureza con hoja de cerámica para análisis de PM2.5 y divisor de papel de filtro de laboratorio personalizable
- Cortador de membrana cuadrada de PTFE de alta pureza y dispositivo de alícuotas de filtro para análisis de trazas y aplicaciones de laboratorio en salas blancas
- Cortador de Membrana Filtro Circular de PTFE de Alta Pureza con Cuchilla de Cerámica para Análisis de Trazas y Preparación de Muestras en Laboratorios CDC
- Cortador de membrana cuadrada de PTFE de alta pureza, dispositivo de equipartición para análisis de trazas y centros de control de enfermedades. Limpio, antiadherente, sin lixiviación
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
La gente también pregunta
- ¿Cuál es la composición química y la resistencia a la temperatura de las membranas de filtro de PTFE? Especificaciones esenciales para laboratorios
- ¿Qué tamaños y opciones de poros están disponibles para los filtros de PTFE? Elija el filtro adecuado para su aplicación
- ¿Cómo afecta la hidrofobicidad inherente de las membranas de filtro de PTFE a la separación de líquidos y gases? Optimización del rendimiento
- ¿Cómo beneficia la hidrofobicidad de los filtros de PTFE su uso? Garantizar un flujo de gas ininterrumpido y la filtración de disolventes
- ¿Qué pasos implica la selección del filtro de PTFE adecuado? Una guía de 4 pasos para una filtración óptima



















