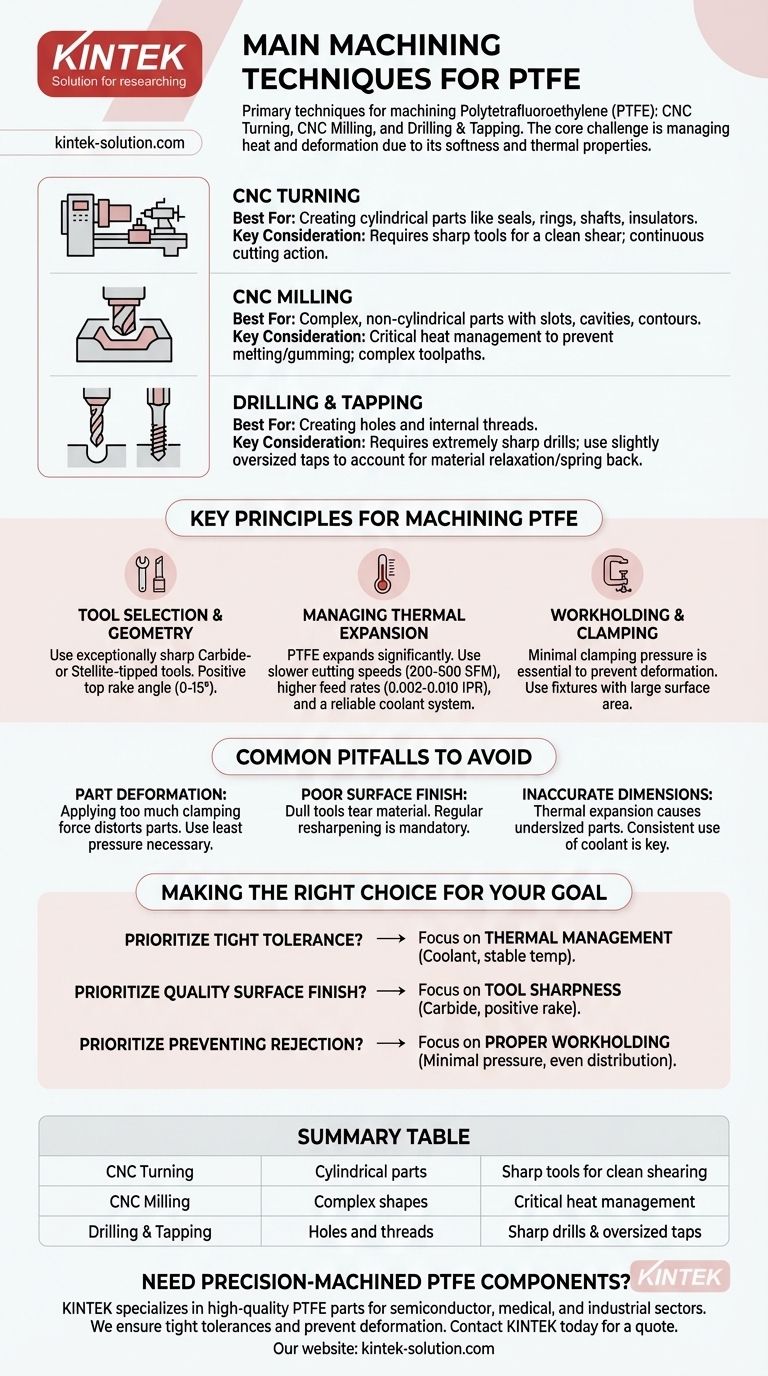
Para mecanizar politetrafluoroetileno (PTFE), las técnicas principales son el torneado CNC, el fresado CNC, el taladrado y el roscado. El torneado CNC es ideal para crear piezas cilíndricas como sellos y ejes, mientras que el fresado CNC se utiliza para formas más complejas con cavidades y contornos. El taladrado y el roscado son operaciones estándar para crear agujeros y roscas dentro del material.
El desafío principal en el mecanizado de PTFE no es su dureza, sino su blandura, su alta tasa de expansión térmica y su baja conductividad térmica. El éxito depende completamente de la gestión de la acumulación de calor y la deformación física mediante herramientas afiladas, velocidades adecuadas y una presión de sujeción mínima.

Comprensión de los Procesos de Mecanizado Centrales
El proceso correcto depende completamente de la geometría deseada de la pieza final. Se puede utilizar todo el equipo estándar, pero el enfoque debe adaptarse a las propiedades únicas del PTFE.
Torneado CNC
El torneado CNC implica hacer girar una barra de PTFE mientras una herramienta de corte elimina material para crear un perfil cilíndrico. Este método es muy eficiente para producir piezas como anillos, sellos, ejes y aislantes.
La acción de corte continua requiere una gestión cuidadosa del filo de la herramienta para garantizar un corte limpio en lugar de empujar o desgarrar el material.
Fresado CNC
El fresado CNC utiliza una herramienta de corte rotativa de múltiples puntas para eliminar material de una pieza de trabajo estacionaria. Es el método preferido para producir piezas complejas y no cilíndricas con características como ranuras, cavidades y contornos de superficie intrincados.
Debido a la posibilidad de trayectorias de herramienta complejas, la gestión del calor en el punto de corte es fundamental para evitar que el material se derrita o ensucie la herramienta.
Taladrado y Roscado
El taladrado crea agujeros y el roscado crea roscas internas. Aunque parezcan sencillas, estas operaciones exigen consideraciones específicas para el PTFE debido a su elasticidad y tendencia a "recuperarse".
Los taladros deben estar extremadamente afilados para cortar las fibras limpiamente. Al roscar, a menudo es necesario utilizar una terraja ligeramente sobredimensionada porque el material se relajará y encogerá ligeramente después de retirar la herramienta, lo que resulta en un diámetro de rosca final más pequeño.
Principios Clave para el Mecanizado de PTFE
A diferencia de los metales, el mecanizado de PTFE es una batalla contra el calor y la deformación, no contra la dureza del material. Sus propiedades únicas exigen un enfoque específico para las herramientas y los parámetros de la máquina.
Selección y Geometría de la Herramienta
La herramienta adecuada es el factor más crítico para un acabado de calidad. Las herramientas deben estar excepcionalmente afiladas para cortar el material limpiamente.
Se recomiendan encarecidamente las herramientas con punta de carburo o punta de Stellite por su capacidad para mantener un filo afilado y resistir el desgaste. Un ángulo de desbaste positivo (entre 0 y 15 grados) ayuda a reducir las fuerzas de corte y minimiza la fricción.
Gestión de la Expansión Térmica
El PTFE se expande y contrae significativamente con los cambios de temperatura y tiene una mala conductividad térmica, lo que significa que el calor permanece concentrado en el sitio de corte.
Las velocidades de corte más lentas (200 a 500 pies de superficie por minuto) combinadas con velocidades de avance más altas (0.002 a 0.010 pulgadas por revolución) ayudan a reducir el calor por fricción. La herramienta pasa menos tiempo rozando en un solo lugar y una viruta más grande transporta más calor lejos de la pieza de trabajo.
Es muy recomendable el uso de un sistema de refrigeración para disipar el calor y evitar que el material se expanda y comprometa la precisión dimensional.
Sujeción y Fijación de la Pieza
El PTFE es un material blando que se deforma fácilmente bajo presión. Esta es una fuente común de piezas defectuosas.
Es esencial una presión de sujeción mínima para sujetar la pieza de trabajo de forma segura sin aplastarla o distorsionarla. El uso de accesorios con una superficie más grande puede ayudar a distribuir la fuerza de sujeción de manera más uniforme.
Errores Comunes a Evitar
Comprender los problemas potenciales antes de que surjan es clave para un mecanizado de PTFE eficiente y exitoso.
Deformación de la Pieza
El error más común es aplicar demasiada fuerza de sujeción, lo que distorsiona la pieza. Cuando se libera la pieza, esta vuelve a su forma original y las dimensiones mecanizadas serán incorrectas. Utilice siempre la menor presión necesaria.
Mal Acabado Superficial
Una herramienta de corte desafilada no cortará el PTFE; lo desgarrará o empujará. Esto da como resultado un acabado superficial borroso o rugoso. La inspección y el reafilado regulares de las herramientas son obligatorios.
Dimensiones Inexactas
No tener en cuenta la expansión térmica es una causa principal de imprecisión dimensional. Mecanizar una pieza mientras está caliente dará como resultado una pieza de menor tamaño una vez que se enfríe a temperatura ambiente. El uso constante de refrigerante es la mejor solución.
Tomar la Decisión Correcta para su Objetivo
Su objetivo específico determinará qué principios de mecanizado debe priorizar.
- Si su enfoque principal es una tolerancia dimensional ajustada: Priorice la gestión térmica por encima de todo. Utilice un sistema de refrigeración fiable y permita que el material se estabilice a una temperatura constante antes de realizar los cortes de acabado.
- Si su enfoque principal es un acabado superficial de alta calidad: Su máxima prioridad es el filo de la herramienta. Utilice herramientas de carburo dedicadas y recién afiladas con un ángulo de desbaste positivo y evite dejar la herramienta detenida en un solo lugar.
- Si su enfoque principal es evitar el rechazo de piezas: Concéntrese en la sujeción adecuada de la pieza. Diseñe accesorios que soporten la pieza sin distorsionarla e indique a los maquinistas que utilicen una presión de sujeción mínima y distribuida uniformemente.
En última instancia, tratar el PTFE como un material único, en lugar de un metal blando, es la clave para producir componentes precisos y de alta calidad.
Tabla Resumen:
| Técnica de Mecanizado | Ideal para | Consideraciones Clave |
|---|---|---|
| Torneado CNC | Piezas cilíndricas (sellos, ejes, anillos) | Corte continuo; requiere herramientas afiladas para un corte limpio. |
| Fresado CNC | Formas complejas (ranuras, cavidades, contornos) | Gestión crítica del calor para evitar que se derrita/ensucie. |
| Taladrado y Roscado | Creación de agujeros y roscas internas | Utilice taladros afilados y terrajas ligeramente sobredimensionadas para la relajación del material. |
¿Necesita componentes de PTFE mecanizados con precisión?
KINTEK se especializa en la fabricación de piezas de PTFE de alta calidad—incluyendo sellos, revestimientos y cristalería de laboratorio personalizada—para los sectores de semiconductores, médico, laboratorio e industrial. Entendemos los principios críticos del mecanizado de PTFE para prevenir la deformación y garantizar tolerancias ajustadas.
Ya sea que necesite prototipos o pedidos de gran volumen, nuestra experiencia en fabricación personalizada ofrece la fiabilidad que su aplicación exige.
Contacte con KINTEK hoy mismo para obtener un presupuesto y vea cómo podemos dar vida a su proyecto de PTFE con precisión y experiencia.
Guía Visual
Productos relacionados
- Disco dispersor y varilla agitadora de PTFE personalizados para procesamiento químico y mezcla de laboratorio
- Cortador de membrana de filtro de PTFE de alta pureza con hoja de cerámica para análisis de PM2.5 y divisor de papel de filtro de laboratorio personalizable
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Cortador de membrana cuadrada de PTFE de alta pureza y dispositivo de alícuotas de filtro para análisis de trazas y aplicaciones de laboratorio en salas blancas
- Tamiz de reacción de PTFE de alta temperatura con capas personalizables y tamaños de poro de precisión para dispositivos de separación de muestras roscados
La gente también pregunta
- ¿Qué son las varillas de PTFE y cómo se fabrican? Una guía de sus propiedades y producción
- ¿Cómo se comporta la varilla de PTFE en entornos químicamente agresivos? Resistencia química inigualable para aplicaciones exigentes
- ¿Cómo se utilizan las varillas de teflón en la industria de procesamiento químico? Para sellos, revestimientos y válvulas que resisten la corrosión
- ¿Por qué las varillas de PTFE son adecuadas para aplicaciones médicas? Seguridad y rendimiento de esterilización inigualables
- ¿Cómo contribuyen las varillas de PTFE a la eficiencia energética en aplicaciones industriales? Reducir la fricción y el consumo de energía



















