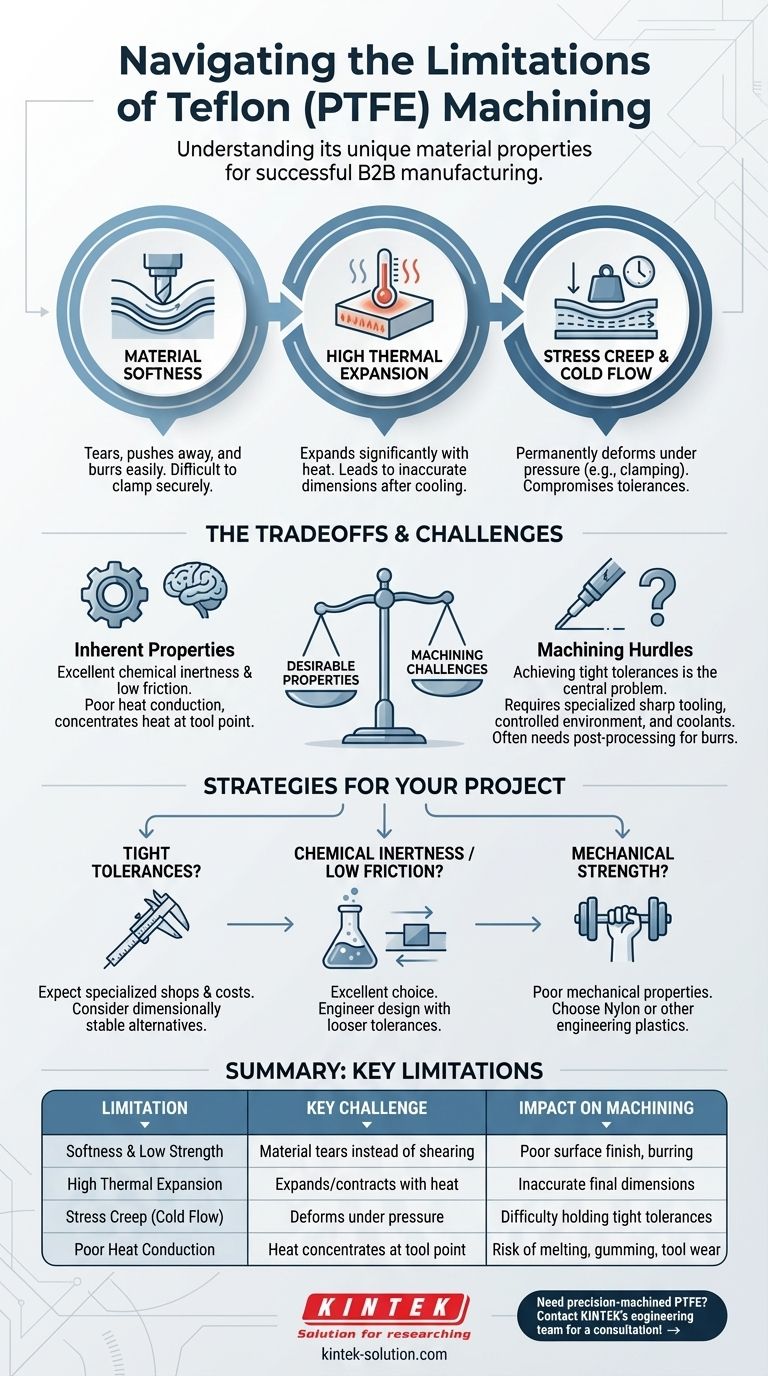
Las principales limitaciones del mecanizado de teflón (PTFE) son su blandura material, su alto coeficiente de expansión térmica y su tendencia a deformarse bajo presión, un fenómeno conocido como fluencia por tensión. Estas tres propiedades combinadas hacen que sea excepcionalmente difícil lograr tolerancias dimensionales ajustadas, gestionar el calor durante el corte y prevenir defectos superficiales como las rebabas.
Las mayores fortalezas del teflón —su inercia química y baja fricción— son el resultado directo de las mismas propiedades moleculares que lo hacen difícil de mecanizar con alta precisión. La clave del éxito no es luchar contra el material, sino comprender y adaptarse a su comportamiento único.

El desafío central: un material de contradicciones
El teflón a menudo se describe como fácil de mecanizar porque es blando y se corta con poca fuerza. Sin embargo, esta blandura es también la fuente de sus mayores dificultades de mecanizado.
Blandura y baja resistencia
Aunque una herramienta afilada se mueve a través del teflón con facilidad, la baja resistencia del material significa que a menudo se desgarra o se aleja de la cuchilla en lugar de cortarse limpiamente. Esto puede resultar en un mal acabado superficial y rebabas significativas.
Además, su blandura dificulta una sujeción segura. Demasiada presión deforma la pieza de trabajo, mientras que muy poca permite la vibración, lo que arruina la precisión del corte.
Alta expansión térmica
El teflón se expande y contrae con los cambios de temperatura mucho más que la mayoría de los materiales. Incluso una pequeña cantidad de calor generada durante el proceso de mecanizado puede hacer que la pieza crezca, lo que lleva a dimensiones finales inexactas una vez que se enfría.
Esto requiere un ambiente con temperatura controlada y una gestión cuidadosa de las velocidades y avances de corte para minimizar la generación de calor.
Fluencia por tensión y flujo en frío
Cuando se somete a estrés mecánico, como el de las mordazas de sujeción o la presión de una herramienta de corte, el teflón se deforma lenta y permanentemente. Este "flujo en frío" es una de las principales razones por las que mantener tolerancias ajustadas es tan desafiante.
Las dimensiones de una pieza pueden verse comprometidas incluso antes de realizar un solo corte si se sujeta incorrectamente.
Mala gestión del calor
El teflón es un excelente aislante térmico, lo que significa que no conduce el calor lejos de la herramienta de corte de manera efectiva. El calor se concentra en el punto de contacto, lo que aumenta el riesgo de que el material se derrita, se pegue a la herramienta y exacerbe el problema de la expansión térmica.
Por esta razón, a menudo se recomiendan refrigerantes no aromáticos y solubles en agua para gestionar el calor y mejorar la vida útil de la herramienta.
Comprendiendo las compensaciones
La decisión de usar teflón debe sopesarse con las realidades de su fabricación. Sus propiedades deseables vienen con desafíos de fabricación inherentes.
La dificultad de las tolerancias ajustadas
La combinación de expansión térmica, fluencia por tensión y blandura hace que lograr una alta precisión sea el problema central en el mecanizado de teflón. Aunque es posible, requiere conocimientos, herramientas y procesos especializados, lo que puede aumentar los costos.
El riesgo de rebabas y mal acabado
Debido a su tendencia a desgarrarse, las piezas de teflón a menudo salen de la máquina con rebabas que deben eliminarse en una operación secundaria. Este paso de post-procesamiento es frecuentemente necesario para lograr una pieza limpia y acabada.
La necesidad de herramientas especializadas
Las herramientas de corte estándar a menudo son inadecuadas para el teflón. El éxito requiere filos de corte extremadamente afilados con geometrías específicas y perfiles estrechos para minimizar la presión de corte y la generación de calor. En algunos casos, se utilizan cortadores de diamante especializados para obtener el mejor rendimiento.
Cómo aplicar esto a su proyecto
Comprender estas limitaciones le permite tomar decisiones informadas para su proceso de diseño y fabricación.
- Si su enfoque principal es la tolerancia dimensional ajustada: Reconozca que el teflón es un material inherentemente difícil para esto y puede requerir un taller de mecanizado especializado o la consideración de una alternativa más estable dimensionalmente.
- Si su enfoque principal es la inercia química o la baja fricción: El teflón es una excelente opción, pero su diseño debe ser diseñado con tolerancias más holgadas para adaptarse a sus propiedades materiales.
- Si su enfoque principal es la resistencia mecánica: Reconozca que el teflón tiene propiedades mecánicas deficientes y materiales como el nailon u otros plásticos de ingeniería suelen ser una mejor opción.
Aprovechar con éxito el teflón es una cuestión de diseñar para sus fortalezas respetando sus limitaciones inherentes de mecanizado.
Tabla resumen:
| Limitación | Desafío clave | Impacto en el mecanizado |
|---|---|---|
| Blandura y baja resistencia | El material se desgarra en lugar de cortarse | Mal acabado superficial, rebabas significativas |
| Alta expansión térmica | Se expande/contrae con el calor | Dimensiones finales inexactas después del enfriamiento |
| Fluencia por tensión (flujo en frío) | Se deforma bajo presión | Dificultad para mantener tolerancias ajustadas |
| Mala conducción del calor | El calor se concentra en el punto de la herramienta | Riesgo de fusión, pegado, desgaste de la herramienta |
¿Necesita componentes de PTFE mecanizados con precisión que superen estos desafíos?
En KINTEK, nos especializamos en el mecanizado de teflón y otros plásticos de alto rendimiento para los sectores de semiconductores, médico, laboratorio e industrial. Comprendemos las propiedades únicas del PTFE y contamos con la experiencia y las herramientas especializadas para gestionar eficazmente la blandura, la expansión térmica y la fluencia por tensión.
Entregamos la precisión que usted requiere, desde prototipos personalizados hasta producción de alto volumen, asegurando que sus componentes cumplan con las especificaciones exactas sin comprometer los beneficios inherentes del material.
Permítanos poner nuestra experiencia a trabajar para su proyecto. ¡Contacte hoy mismo a nuestro equipo de ingeniería para una consulta!
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Barras de PTFE personalizables para aplicaciones industriales avanzadas
La gente también pregunta
- ¿Se pueden personalizar las piezas de PTFE mecanizadas? Logre soluciones de precisión para aplicaciones exigentes
- ¿Se pueden personalizar las piezas de PTFE según requisitos específicos? Logre componentes de PTFE personalizados de precisión
- ¿Por qué el PTFE mecanizado es popular en el campo médico? Biocompatibilidad y precisión inigualables
- ¿Cuáles son las ventajas de mecanizar PTFE sobre otros materiales? Desbloquee un rendimiento superior en entornos hostiles
- ¿Cuáles son las principales ventajas de usar PTFE para piezas personalizadas? Resuelva Desafíos de Ingeniería Complejos



















