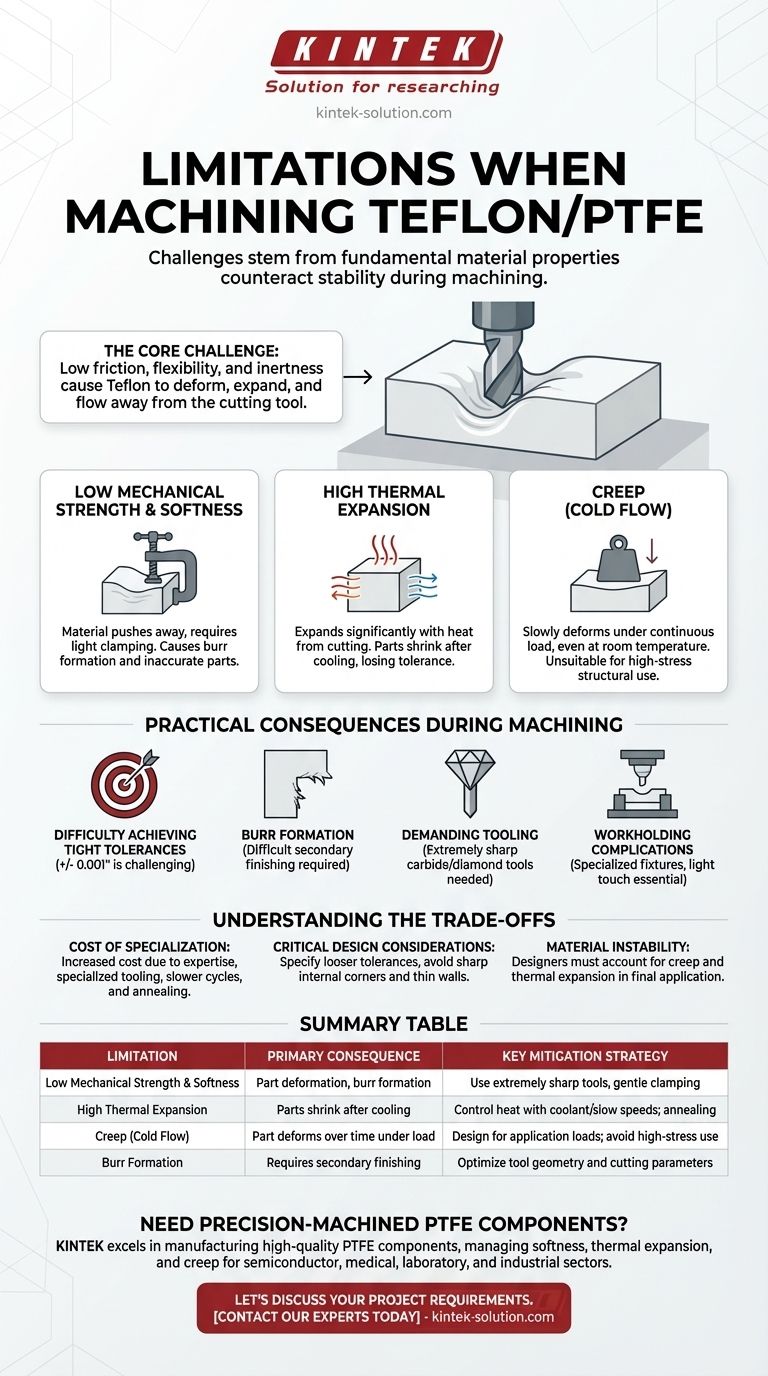
El mecanizado de Teflón (PTFE) está limitado principalmente por sus propiedades fundamentales del material. Su suavidad, baja resistencia mecánica, alta tasa de expansión térmica y tendencia a deformarse bajo presión (fluencia o creep) crean desafíos significativos. Estos factores se combinan para hacer que lograr y mantener tolerancias dimensionales estrictas sea mucho más difícil que con metales o polímeros más rígidos.
El desafío central del mecanizado de Teflón es que las mismas propiedades que lo hacen excepcionalmente útil en la aplicación —baja fricción, flexibilidad e inercia química— son las que provocan que se deforme, se expanda y fluya lejos de la herramienta de corte durante la fabricación.

El Desafío Central: Por Qué el Teflón se Resiste al Proceso de Mecanizado
Para mecanizar una pieza con éxito, el material debe ser estable. Debe mantener su forma bajo la presión de sujeción y resistir el calor y la fuerza de la herramienta de corte. La naturaleza inherente del Teflón va en contra de esta estabilidad de varias maneras clave.
Baja Resistencia Mecánica y Suavidad
El Teflón es un material excepcionalmente blando. Cuando una herramienta de corte aplica fuerza, el material puede deformarse o desplazarse fácilmente en lugar de cortarse limpiamente.
Esta suavidad también significa que no se puede sujetar firmemente en un tornillo de banco de máquina. Una presión de sujeción excesiva aplastará o distorsionará el material en bruto, lo que dará como resultado piezas finales imprecisas. Esto también provoca directamente la formación de rebabas, finas crestas de material no deseado que deben eliminarse en una operación secundaria.
Alta Expansión Térmica
El PTFE tiene un coeficiente de expansión térmica muy alto, lo que significa que se expande y contrae significativamente con los cambios de temperatura. La fricción de una herramienta de corte genera calor localizado.
Debido a que el Teflón también es un mal conductor térmico, este calor no se disipa rápidamente. El área que se está mecanizando se calienta, se expande y se corta a la medida. Una vez que la pieza se enfría a temperatura ambiente, se contrae y puede que ya no esté dentro de la tolerancia requerida.
Fluencia (Creep) y Flujo en Frío
La fluencia, o "flujo en frío", es la tendencia del Teflón a deformarse lenta y permanentemente cuando se somete a una carga continua, incluso a temperatura ambiente.
Esto significa que una pieza puede ser dimensionalmente precisa inmediatamente después del mecanizado, pero si se somete a presión de sujeción o incluso a su propio peso en ciertas orientaciones, puede cambiar lentamente de forma con el tiempo. Esto lo hace inadecuado para muchas aplicaciones estructurales de alta carga.
Consecuencias Prácticas Durante el Mecanizado
Estas propiedades del material se traducen directamente en problemas tangibles en el taller, lo que requiere conocimientos y equipos especializados para superarlos.
Dificultad para Lograr Tolerancias Estrechas
Esta es la consecuencia más importante. La combinación de expansión térmica, deformación bajo la presión de la herramienta y tensión por la sujeción dificulta la precisión. Mantener una tolerancia de +/- 0.001 pulgadas en Teflón es un desafío significativo, mientras que es rutinario para los metales.
Formación de Rebaba
La suavidad del material significa que a menudo es empujado o untado por la herramienta de corte en lugar de cortarse limpiamente. Esto da como resultado rebabas significativas en los bordes de la pieza que son difíciles y requieren mucho tiempo de eliminar sin dañar la superficie de la pieza.
Requisitos de Herramientas Exigentes
Mecanizar Teflón de manera efectiva requiere herramientas de corte extremadamente afiladas, a menudo hechas de carburo o con puntas de diamante. Una herramienta desafilada exacerbará la tendencia del material a deformarse y untarse, lo que provocará un mal acabado superficial e imprecisión dimensional. Estas herramientas afiladas también pueden desgastarse rápidamente dependiendo del grado específico de PTFE que se esté utilizando.
Complicaciones en la Sujeción de la Pieza de Trabajo
No se puede asegurar un bloque de Teflón con la misma fuerza que se usa para el aluminio o el acero. Los maquinistas deben utilizar accesorios especializados o un toque muy ligero para sujetar el material de forma segura sin introducir tensión o distorsión que arruine la pieza final.
Comprender las Compensaciones
Elegir mecanizar una pieza de Teflón implica aceptar un conjunto distinto de compromisos relacionados con el costo, el diseño y la complejidad de la fabricación.
El Costo de la Especialización
Mecanizar Teflón con éxito requiere experiencia del operador, herramientas especializadas y, a menudo, tiempos de ciclo más lentos para gestionar la acumulación de calor. Pueden ser necesarios procesos como el recocido (un ciclo controlado de calentamiento y enfriamiento para aliviar la tensión interna) antes y después del mecanizado para garantizar la estabilidad. Estos factores inevitablemente aumentan el costo por pieza.
Consideraciones Críticas de Diseño
Los ingenieros deben diseñar teniendo en cuenta las limitaciones del Teflón. Esto significa especificar tolerancias realistas y más holgadas siempre que sea posible. Las características como esquinas internas muy afiladas, paredes extremadamente delgadas o geometrías complejas que son fáciles de crear en materiales más rígidos pueden ser poco prácticas o imposibles de producir con precisión en Teflón.
La Inestabilidad del Material es un Hecho
A diferencia de una pieza metálica, un componente de Teflón mecanizado nunca es perfectamente estable. Los diseñadores e ingenieros deben tener en cuenta la fluencia y la expansión térmica en el ensamblaje final y el entorno de aplicación. Lo que funciona en un banco de laboratorio a 70 °F puede no funcionar en el campo a 100 °F.
Cómo Garantizar un Proyecto de Mecanizado de PTFE Exitoso
Para mitigar estas limitaciones, su enfoque debe guiarse por el requisito más crítico de su proyecto.
- Si su enfoque principal es la precisión dimensional: Especifique el recocido antes y después del mecanizado, trabaje con un taller de mecanizado que tenga una profunda experiencia con polímeros blandos y asegúrese de que utilicen herramientas afiladas y refrigerante líquido.
- Si su enfoque principal es la integridad estructural: Diseñe piezas con espesores de pared generosos y radios de esquina, evite características delgadas o sin soporte, y comprenda que el Teflón no debe utilizarse para aplicaciones estructurales de alta carga y soporte de tensión.
- Si su enfoque principal es la rentabilidad: Relaje las tolerancias tanto como lo permita su aplicación, simplifique la geometría de la pieza y hable sobre la selección de materiales con su socio de fabricación para ver si un polímero más mecanizable podría satisfacer sus necesidades.
En última instancia, utilizar con éxito el Teflón mecanizado requiere equilibrar su rendimiento inigualable en la aplicación correcta con el enfoque deliberado y experto necesario para fabricarlo correctamente.
Tabla Resumen:
| Limitación | Consecuencia Principal | Estrategia de Mitigación Clave |
|---|---|---|
| Baja Resistencia Mecánica y Suavidad | Deformación de la pieza, formación de rebabas, sujeción difícil | Utilizar herramientas extremadamente afiladas, accesorios especializados, sujeción suave |
| Alta Expansión Térmica | Las piezas se contraen después de enfriarse, perdiendo tolerancia | Controlar el calor con refrigerante/velocidades lentas; recocido pre/post-mecanizado |
| Fluencia (Creep) (Flujo en Frío) | La pieza se deforma con el tiempo bajo carga sostenida | Diseñar para las cargas de aplicación; evitar usos estructurales de alta tensión |
| Formación de Rebaba | Requiere acabado secundario, aumenta el costo/tiempo | Optimizar la geometría de la herramienta y los parámetros de corte |
¿Necesita Componentes de PTFE Mecanizados de Precisión?
Navegar por los desafíos del mecanizado de Teflón requiere un socio con experiencia especializada. En KINTEK, nos destacamos en la fabricación de componentes de PTFE de alta calidad, desde sellos y revestimientos hasta material de laboratorio personalizado, para los sectores de semiconductores, médico, laboratorio e industrial.
Entendemos cómo gestionar la suavidad, la expansión térmica y la fluencia para ofrecer la estabilidad dimensional que su aplicación exige. Ya sea que necesite prototipos o producción de gran volumen, nuestra producción de precisión y nuestras capacidades de fabricación personalizada garantizan que su proyecto sea un éxito.
Analicemos los requisitos de su proyecto. Contacte a nuestros expertos hoy mismo para una consulta.
Guía Visual
Productos relacionados
- Sistema de Filtración de PTFE Personalizado Resistentes a Ácidos Grado Semiconductores de Alta Pureza para Procesamiento Químico
- Grifo de PTFE de Alta Resistencia a la Corrosión Válvula de Politetrafluoroetileno para Bidones de Almacenamiento Químico y Sistemas de Transferencia de Fluidos Grado Industrial Personalizable
- Sistema de Filtración al Vacío de PTFE y PFA Resistente a la Corrosión Personalizable y Antifragmentación para Laboratorio
- Filtro Resistentes a la Corrosión de PTFE con Conexiones de Válvula PFA y Placa Tamiz Integrada
- Jeringuilla de PTFE de 50 ml resistente a altas temperaturas y productos químicos, inyector de Teflon personalizado con sellado roscado para análisis de trazas
La gente también pregunta
- ¿Por qué se prefieren los filtros de politetrafluoroetileno (PTFE) para aplicaciones farmacéuticas y de bioprocesamiento en laboratorio?
- ¿Qué tamaños y opciones de poros están disponibles para los filtros de PTFE? Elija el filtro adecuado para su aplicación
- ¿Qué pasos implica la selección del filtro de PTFE adecuado? Una guía de 4 pasos para una filtración óptima
- ¿Por qué los filtros de PTFE son ventajosos para el análisis gravimétrico? Logre una precisión y exactitud inigualables
- ¿Cómo beneficia la hidrofobicidad de los filtros de PTFE su uso? Garantizar un flujo de gas ininterrumpido y la filtración de disolventes



















