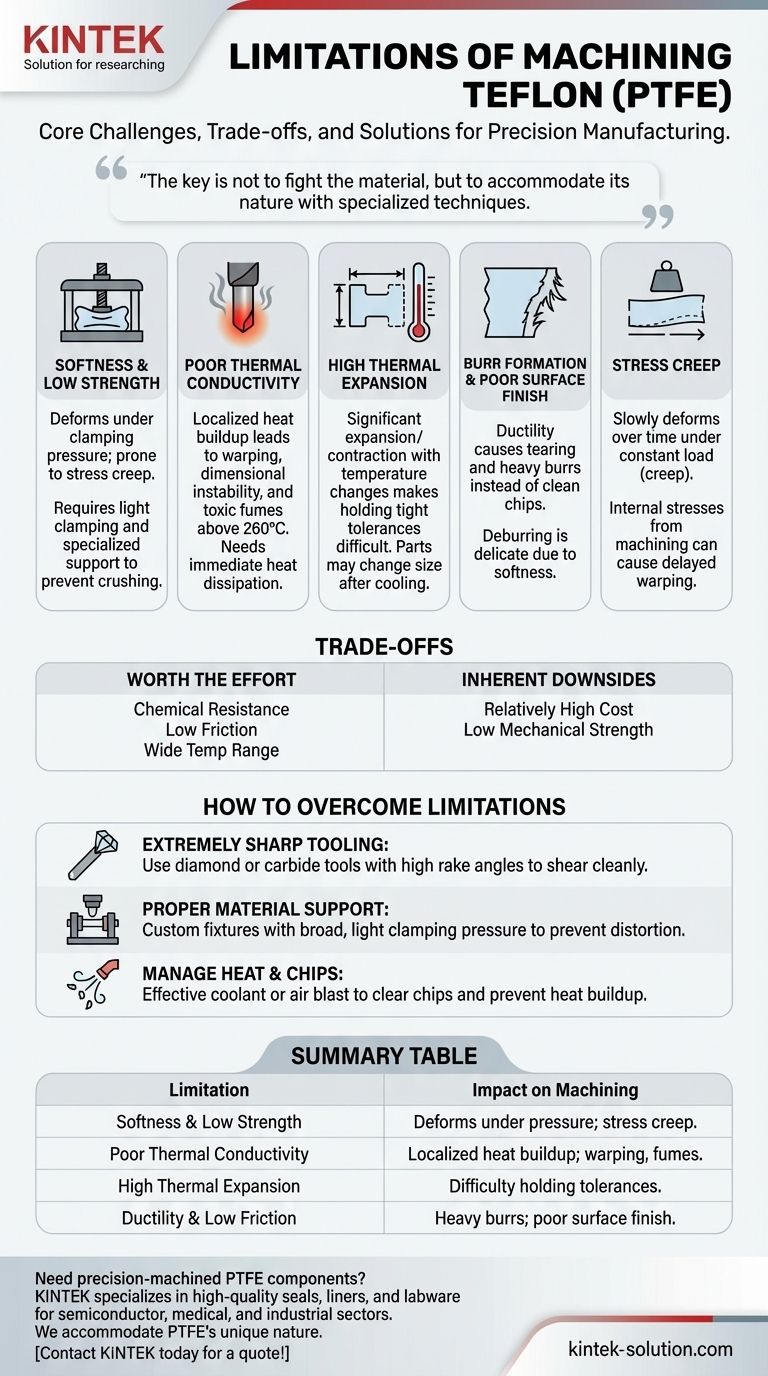
Las principales limitaciones del mecanizado de Teflón (PTFE) son su inherente suavidad, baja conductividad térmica y alto coeficiente de expansión térmica. Esta combinación única hace que sea propenso a deformarse bajo la presión de sujeción, a deformarse por la acumulación localizada de calor y a no mantener tolerancias ajustadas. Su baja resistencia mecánica y su tendencia a formar rebabas gruesas en lugar de virutas limpias complican aún más la creación de componentes precisos.
Si bien las propiedades excepcionales del PTFE, como la inercia química y la baja fricción, lo hacen muy valioso, estas mismas características son la fuente directa de sus desafíos de mecanizado. La clave no es luchar contra el material, sino adaptarse a su naturaleza con técnicas especializadas.

Los desafíos centrales del mecanizado de PTFE
Comprender las formas específicas en que se comporta el PTFE durante el mecanizado es el primer paso para superar sus limitaciones. Cada propiedad presenta un desafío distinto que requiere una estrategia deliberada para gestionarlo.
Deformación bajo presión
El PTFE es extremadamente blando y maleable. Las presiones de sujeción estándar utilizadas para metales o incluso otros plásticos pueden aplastar, distorsionar o dañar fácilmente la superficie de una pieza de trabajo de PTFE antes de realizar el primer corte.
Esta suavidad significa que el material tiende a separarse de la herramienta de corte en lugar de cortarse limpiamente, lo que genera imprecisiones.
Baja conductividad térmica
A diferencia de los metales que disipan rápidamente el calor, el PTFE es un excelente aislante. La fricción de una herramienta de corte genera calor que se concentra en un área muy pequeña.
Este calentamiento localizado puede hacer que el material se ablande, se expanda o incluso se descomponga, lo que provoca deformación e inestabilidad dimensional. Si las temperaturas superan los 260 °C (500 °F), el PTFE comenzará a descomponerse y liberará vapores tóxicos, creando un peligro significativo para la seguridad.
Alta expansión térmica
El PTFE se expande y contrae significativamente con los cambios de temperatura. Incluso el calor moderado generado durante una pasada de mecanizado ligera puede hacer que el material crezca.
Esto convierte el mantenimiento de tolerancias ajustadas en un desafío principal. Una pieza que mide perfectamente mientras está caliente por el mecanizado puede estar fuera de especificación una vez que se enfría a temperatura ambiente.
Formación de rebabas y mal acabado superficial
La ductilidad y la baja fricción del material hacen que a menudo se desgarre o se arrastre en lugar de formar una viruta limpia. Este comportamiento da como resultado rebabas gruesas y difíciles de eliminar a lo largo de los bordes de los cortes.
La eliminación de rebabas del PTFE es un proceso delicado, ya que la misma suavidad que crea las rebabas hace que la pieza sea susceptible de dañarse durante su eliminación.
Fluencia por tensión y baja resistencia
El PTFE tiene una baja resistencia a la tracción y está sujeto a "fluencia" (creep), lo que significa que se deformará lentamente con el tiempo cuando esté bajo una carga constante. Esta es una limitación del material que debe considerarse en la aplicación final de la pieza.
Durante el mecanizado, se pueden introducir tensiones internas, lo que puede hacer que la pieza se deforme o cambie de forma horas o incluso días después de que el trabajo haya finalizado.
Comprender las compensaciones
A pesar de estos importantes desafíos de mecanizado, el PTFE sigue siendo un material fundamental en muchas industrias. Sus limitaciones se toleran porque sus ventajas a menudo son imposibles de replicar con otros polímeros.
Por qué vale la pena el esfuerzo
Los principales impulsores para elegir PTFE son su resistencia química casi universal, un coeficiente de fricción extremadamente bajo (lo que lo convierte en una de las sustancias más resbaladizas conocidas) y un amplio rango de temperatura operativa (desde -200 °C hasta 260 °C).
Las desventajas inherentes
Más allá de las dificultades de mecanizado, las principales compensaciones son su costo relativamente alto en comparación con otros polímeros y su baja resistencia mecánica. El PTFE no es un material estructural; es un material especializado elegido por sus propiedades superficiales, rango de temperatura e inercia química.
Cómo superar las limitaciones
El mecanizado exitoso de PTFE se basa en un conjunto específico de mejores prácticas diseñadas para mitigar los desafíos mencionados anteriormente.
Utilice herramientas extremadamente afiladas
Este es el factor más crítico. Las herramientas deben estar excepcionalmente afiladas, a menudo con ángulos de despegue y holgura altos, para cortar el material limpiamente en lugar de empujarlo. A menudo se recomiendan herramientas de diamante o de carburo de grados específicos para mantener un borde afilado.
Proporcione un soporte adecuado del material
Las fijaciones personalizadas que soportan toda la pieza de trabajo son esenciales para evitar la deformación. La presión de sujeción debe distribuirse ampliamente y aplicarse ligeramente para sujetar la pieza de forma segura sin distorsión.
Gestione el calor y las virutas de manera efectiva
Usar un refrigerante no siempre se trata de enfriar la pieza, sino de eliminar las virutas inmediatamente. Una ráfaga de aire comprimido o un refrigerante de inundación soluble en agua y no aromático puede evitar que se acumulen virutas, lo que de otro modo aislaría la zona de corte y atraparía el calor.
Tomar la decisión correcta para su objetivo
Su estrategia de mecanizado debe dictarse por la característica más crítica de su pieza final.
- Si su enfoque principal es lograr tolerancias ajustadas: Debe priorizar la gestión térmica, utilizando refrigerantes y permitiendo potencialmente que la pieza se normalice entre pasadas de desbaste y acabado.
- Si su enfoque principal es un acabado superficial limpio y sin rebabas: El factor más importante es utilizar herramientas de corte dedicadas y extremadamente afiladas con una geometría diseñada para plásticos blandos.
- Si su enfoque principal es evitar la deformación de la pieza: Utilice fijaciones diseñadas a medida que proporcionen el máximo soporte con una presión de sujeción mínima y distribuida uniformemente.
Al reconocer sus limitaciones y adaptar su técnica, el PTFE se puede mecanizar en componentes altamente precisos y confiables que aprovechan sus propiedades únicas y valiosas.
Tabla de resumen:
| Limitación | Impacto en el mecanizado |
|---|---|
| Suavidad y baja resistencia | Se deforma bajo la presión de sujeción; propenso a la fluencia por tensión. |
| Baja conductividad térmica | La acumulación de calor localizada provoca deformación y vapores tóxicos. |
| Alta expansión térmica | Dificultad para mantener tolerancias ajustadas a medida que la pieza se enfría. |
| Ductilidad y baja fricción | Forma rebabas gruesas y mal acabado superficial en lugar de virutas limpias. |
¿Necesita componentes de PTFE mecanizados con precisión que superen estos desafíos inherentes?
En KINTEK, nos especializamos en la fabricación de componentes de PTFE de alta calidad (sellos, revestimientos, material de laboratorio y más) para los sectores de semiconductores, médico, de laboratorio e industrial. Nuestra experiencia radica en adaptarnos a la naturaleza única del PTFE con técnicas especializadas, desde fijaciones personalizadas hasta herramientas afiladas, asegurando que sus piezas cumplan con las especificaciones exactas sin deformación ni alabeo.
Ofrecemos fabricación personalizada desde prototipos hasta pedidos de gran volumen, priorizando la producción de precisión para ofrecer componentes confiables que aprovechen la excepcional resistencia química y la baja fricción del PTFE.
¡Contacte a KINTEK hoy mismo para discutir los requisitos de su proyecto y obtener una cotización!
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Embudo de separación a presión constante de PTFE personalizado, material de laboratorio resistente a la corrosión y bajo fondo para matraces PFA
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Tamiz de reacción de PTFE de alta temperatura con capas personalizables y tamaños de poro de precisión para dispositivos de separación de muestras roscados
- Impulsor de agitación de PTFE resistente a la corrosión y disco de dispersión de politetrafluoroetileno personalizable
La gente también pregunta
- ¿Se pueden personalizar las piezas de PTFE mecanizadas? Logre soluciones de precisión para aplicaciones exigentes
- ¿Por qué el PTFE mecanizado es popular en el campo médico? Biocompatibilidad y precisión inigualables
- ¿Cuáles son las ventajas de mecanizar PTFE sobre otros materiales? Desbloquee un rendimiento superior en entornos hostiles
- ¿Cuáles son algunas aplicaciones comunes del PTFE mecanizado? Aproveche sus propiedades únicas para aplicaciones exigentes
- ¿Se pueden personalizar las piezas de PTFE según requisitos específicos? Logre componentes de PTFE personalizados de precisión



















