Para mecanizar PTFE de manera efectiva, debe reconocer la diferencia fundamental entre sus variantes rellenas y sin rellenar. El PTFE sin rellenar (virgen) es blando y dúctil, lo que permite altas velocidades de corte con un desgaste mínimo de la herramienta. En contraste, el PTFE relleno es más duro y abrasivo debido a aditivos como vidrio o carbono, lo que requiere velocidades más lentas, herramientas más duraderas y una gestión térmica cuidadosa para lograr un acabado de calidad.
La distinción principal no es solo las propiedades finales del material, sino la filosofía de mecanizado requerida. El mecanizado de PTFE sin rellenar es una batalla contra el calor y la deformación debido a su suavidad, mientras que el mecanizado de PTFE relleno es una batalla contra la naturaleza abrasiva de sus aditivos.

Comprender el PTFE sin rellenar (Virgen)
El PTFE sin rellenar es la forma más pura del material. Sus propiedades únicas lo hacen relativamente fácil de cortar, pero difícil de mantener dentro de tolerancias estrictas.
La ventaja de la suavidad
La suavidad y ductilidad inherentes del PTFE virgen significan que ejerce muy poca tensión en las herramientas de corte. Esto permite mayores velocidades de corte y velocidades de avance, lo que puede reducir los tiempos de ciclo.
El desafío principal: calor y expansión
El PTFE tiene un coeficiente de expansión térmica muy alto. El calor generado durante el corte puede hacer que el material se expanda significativamente, lo que dificulta mantener la precisión dimensional. La refrigeración efectiva no es solo beneficiosa; a menudo es esencial.
Gestión de la deformación del material
Debido a que es tan blando, el PTFE sin rellenar puede comprimirse o deformarse fácilmente por una presión de sujeción excesiva en una mordaza o mandril. Se requiere un toque ligero y uniforme para sujetar la pieza de trabajo de forma segura sin distorsionar su forma final.
El impacto de los rellenos en la maquinabilidad
La adición de rellenos como vidrio, carbono o bronce cambia drásticamente las propiedades mecánicas del PTFE y, por lo tanto, cómo debe manipularse en una máquina. Si bien estos rellenos mejoran la resistencia al desgaste y reducen la fluencia (creep), introducen nuevos desafíos de mecanizado.
Dureza y abrasividad aumentadas
Los rellenos son, por naturaleza, mucho más duros y abrasivos que la matriz de PTFE. Esto hace que las herramientas de corte se desgasten mucho más rápidamente de lo que lo harían con PTFE virgen.
La necesidad de velocidades más lentas
Para combatir el desgaste acelerado de la herramienta causado por los rellenos abrasivos, las velocidades de corte deben reducirse. Aumentar demasiado la velocidad desgastará rápidamente el filo de corte, lo que provocará un mal acabado superficial e imprecisión dimensional.
Requisitos de herramientas especializadas
Las herramientas estándar de acero de alta velocidad (HSS) no durarán mucho contra el PTFE relleno. Se recomiendan encarecidamente las herramientas de carburo debido a su dureza y resistencia al desgaste superiores, lo que garantiza tanto la longevidad de la herramienta como la calidad constante de la pieza.
Errores comunes y estabilidad dimensional
Ya sea que trabaje con PTFE relleno o sin rellenar, lograr precisión requiere una comprensión de la inestabilidad inherente del material. Forzarlo a comportarse como un metal conducirá al fracaso.
El desafío de la expansión térmica
Este es el factor más crítico. Una pieza medida a una temperatura puede estar fuera de tolerancia a otra. Usar refrigerante y permitir que el material se normalice a temperatura ambiente antes de las mediciones finales es clave para lograr la precisión.
El riesgo de fluencia por tensión (Stress Creep)
El PTFE es propenso a la "fluencia por tensión", lo que significa que puede deformarse lentamente con el tiempo cuando está bajo presión. Por eso la presión de sujeción ligera es tan crucial. Apretar demasiado puede inducir tensiones internas que hacen que la pieza se deforme después de haber sido mecanizada.
Lograr y mantener tolerancias estrictas
A pesar de estos desafíos, los maquinistas expertos pueden mantener tolerancias de hasta ±0.002 pulgadas. Esto requiere herramientas afiladas, velocidades y avances optimizados, una excelente gestión del calor y una conciencia de la tendencia del material a moverse.
Tomar la decisión de mecanizado correcta
Su enfoque debe dictarse por la variante del material y el objetivo final de su proyecto.
- Si su enfoque principal es la producción de alta velocidad de componentes no críticos: El PTFE sin rellenar es ideal, ya que permite tiempos de ciclo más rápidos y el uso de herramientas estándar.
- Si su pieza requiere una resistencia superior al desgaste y estabilidad térmica: El PTFE relleno es necesario, pero debe presupuestar velocidades de mecanizado más lentas y el costo de las herramientas de carburo.
- Si su enfoque principal es lograr la mayor precisión posible: Su estrategia debe girar en torno a mitigar la expansión térmica y la deformación, independientemente de si el material está relleno o sin rellenar.
Al respetar las propiedades únicas de cada variante de PTFE, puede mecanizar con éxito este material versátil para cumplir con los requisitos de ingeniería precisos.
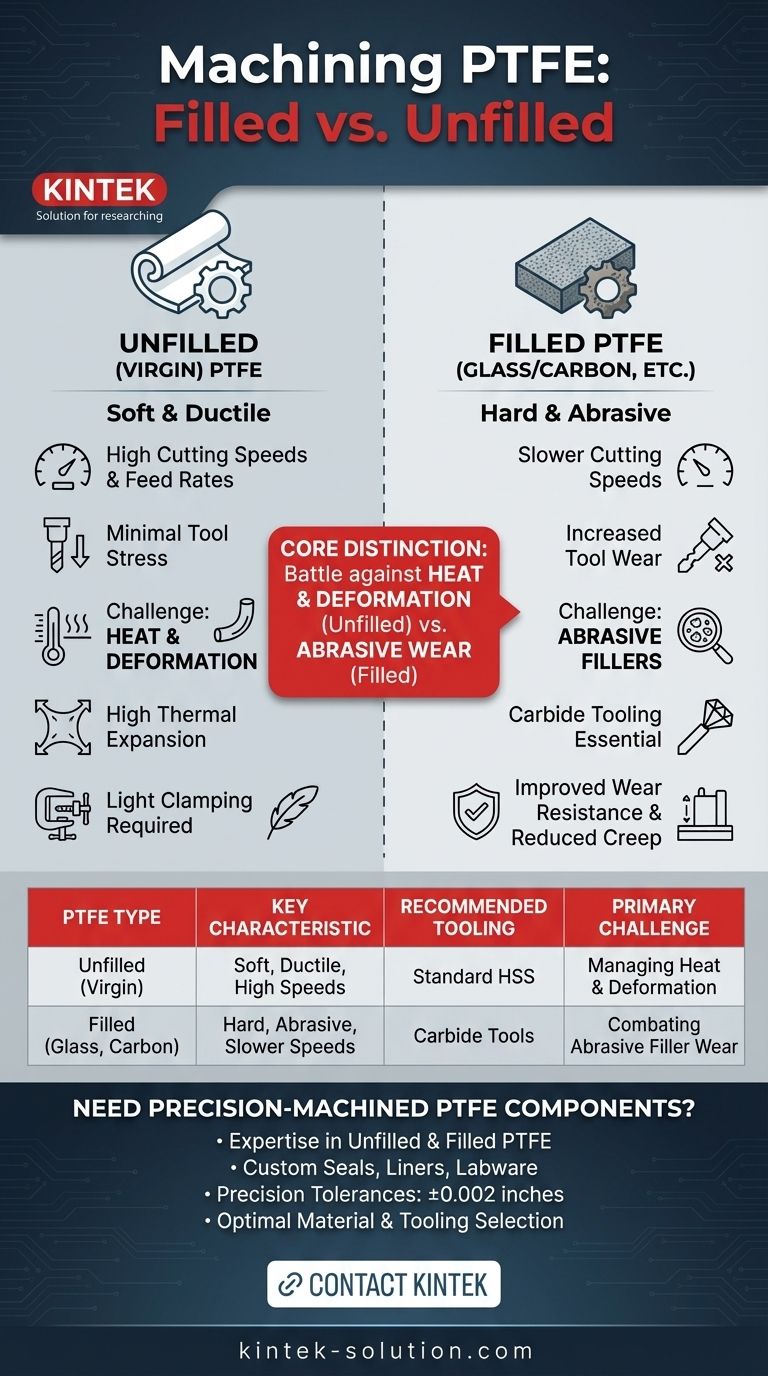
Tabla de resumen:
| Tipo de PTFE | Característica clave de mecanizado | Herramientas recomendadas | Desafío principal |
|---|---|---|---|
| Sin rellenar (Virgen) | Blando, dúctil, altas velocidades de corte | Herramientas HSS estándar | Gestión del calor y la deformación del material |
| Relleno (Vidrio, Carbono, etc.) | Duro, abrasivo, se requieren velocidades más lentas | Herramientas de carburo | Combatir el desgaste del relleno abrasivo |
¿Necesita componentes de PTFE mecanizados con precisión?
Ya sea que su proyecto requiera la pureza química del PTFE sin rellenar o la resistencia al desgaste mejorada del PTFE relleno, KINTEK tiene la experiencia para cumplir. Nos especializamos en la fabricación personalizada de sellos, revestimientos y material de laboratorio de PTFE para las industrias de semiconductores, médica y de laboratorio.
Aseguramos la precisión mediante:
- Seleccionar el material y las herramientas óptimas para su aplicación.
- Gestionar meticulosamente el calor y las presiones de sujeción para mantener la estabilidad dimensional.
- Mantener tolerancias tan estrictas como ±0.002 pulgadas.
Desde prototipos hasta pedidos de gran volumen, déjenos manejar las complejidades del mecanizado de PTFE. Contacte hoy a nuestro equipo de ingeniería para discutir sus requisitos específicos y obtener una cotización.
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Barras de PTFE personalizables para aplicaciones industriales avanzadas
La gente también pregunta
- ¿Cómo se comportan los recipientes de politetrafluoroetileno (PTFE) en cuanto a permeación de gases? Perspectivas de expertos sobre la absorción de disolventes
- ¿Cómo se fabrican típicamente los recipientes y aparatos de laboratorio de PTFE? Dentro del proceso de mecanizado de precisión
- ¿Se pueden personalizar las piezas de PTFE según requisitos específicos? Logre componentes de PTFE personalizados de precisión
- ¿Qué opciones de personalización están disponibles para los materiales de PTFE? Adapte el rendimiento a su aplicación
- ¿Cuáles son algunas aplicaciones comunes del PTFE mecanizado? Aproveche sus propiedades únicas para aplicaciones exigentes



















