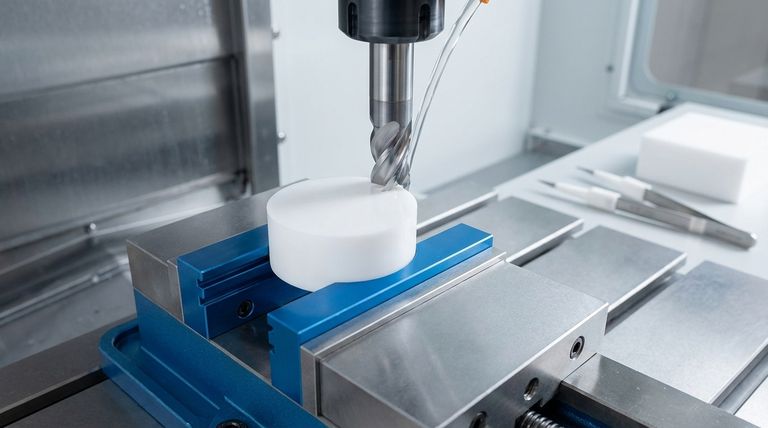
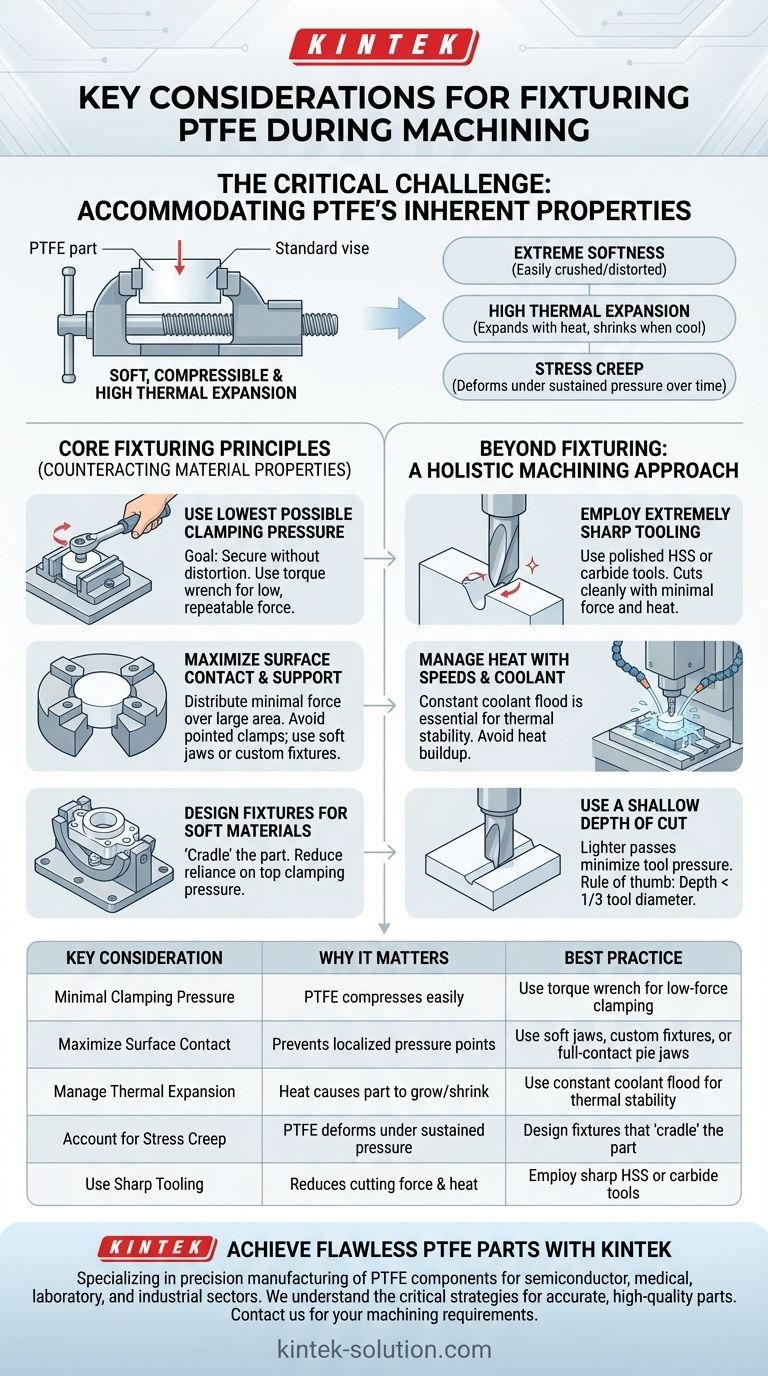
La consideración más crítica para la sujeción del PTFE es utilizar una presión de sujeción mínima distribuida sobre la mayor superficie posible. Dado que el PTFE es extremadamente blando, se comprime fácilmente y tiene una alta tasa de expansión térmica, los métodos de sujeción estándar utilizados para los metales deformarán el material, lo que provocará imprecisiones dimensionales.
El desafío principal no es simplemente sujetar el PTFE, sino adaptarse a sus propiedades inherentes. Una sujeción eficaz forma parte de una estrategia más amplia que gestiona la suavidad del material, su tendencia a expandirse con el calor y su potencial de "fluencia" bajo presión.
Propiedades Únicas que Dictan su Estrategia de Sujeción
Para sujetar el PTFE correctamente, primero debe comprender el material con el que está trabajando. Sus características únicas son la causa raíz de los fallos comunes en el mecanizado.
Extrema Suavidad y Compresión
El PTFE es un material increíblemente blando. Aplicar incluso una fuerza de sujeción moderada con un tornillo de banco estándar aplastará o distorsionará fácilmente la pieza de trabajo, destruyendo cualquier esperanza de mantener tolerancias ajustadas.
Alto Coeficiente de Expansión Térmica
El PTFE se expande y contrae significativamente con los cambios de temperatura. El calor generado durante el mecanizado hará que la pieza crezca, luche contra la sujeción y luego se contraiga al enfriarse, lo que resulta en una pieza final de tamaño inferior.
Fluencia por Tensión (Flujo en Frío)
Bajo presión sostenida, incluso si es ligera, el PTFE se deformará lentamente con el tiempo. Esta "fluencia" significa que una pieza que estaba segura al comienzo de un ciclo de mecanizado largo puede aflojarse, o una característica sujeta puede quedar permanentemente indentada.
Principios Fundamentales para una Sujeción Eficaz del PTFE
Todo su enfoque de sujeción debe diseñarse para contrarrestar las propiedades del material enumeradas anteriormente.
Utilice la Presión de Sujeción Más Baja Posible
Esta es la regla más importante. El objetivo es sujetar la pieza con la suficiente firmeza para resistir las fuerzas de corte sin causar ninguna distorsión. Se recomienda encarecidamente el uso de una llave dinamométrica para una sujeción repetible y de baja fuerza.
Maximice el Contacto y el Soporte de la Superficie
Nunca utilice mordazas puntiagudas o de superficie pequeña. En su lugar, utilice mordazas blandas, plantillas mecanizadas a medida o mordazas de copa de contacto total que distribuyan la mínima fuerza de sujeción sobre un área grande. Esto proporciona soporte y evita puntos de presión localizados.
Diseñe Sujeciones Específicamente para Materiales Blandos
Siempre que sea posible, cree plantillas que "acunen" la pieza, proporcionando soporte desde abajo y desde los lados. Esto reduce la dependencia de la presión de sujeción desde arriba para asegurar la pieza de trabajo.
Más Allá de la Sujeción: Un Enfoque de Mecanizado Holístico
Una sujeción perfecta fallará si el resto de su proceso de mecanizado genera fuerza o calor excesivos. La sujeción es solo una parte de un sistema diseñado para manejar suavemente el PTFE.
Emplee Herramientas Extremadamente Afiladas
Utilice herramientas de corte afiladas y pulidas, preferiblemente de Acero Rápido (HSS) o carburo diseñado para plásticos. Una herramienta afilada corta limpiamente con una fuerza mínima, reduciendo la generación de calor y la presión ejercida sobre la pieza y la sujeción.
Gestione el Calor con Velocidades y Refrigerante
Aunque el PTFE se puede cortar a altas velocidades (200-1000 m/min), el objetivo principal es evitar la acumulación de calor. Un flujo constante de refrigerante es esencial para eliminar las virutas y mantener la pieza térmicamente estable, evitando la expansión que conduce a la imprecisión.
Utilice una Profundidad de Corte Reducida
Los cortes más profundos aumentan la presión de la herramienta y el calor. Tome pasadas más ligeras para minimizar las fuerzas que actúan sobre la pieza. Una buena regla general es una profundidad de corte no superior a un tercio del diámetro de la herramienta.
Errores Comunes a Evitar
Comprender lo que no se debe hacer es tan importante como saber lo que se debe hacer. Muchos maquinistas nuevos en el PTFE cometen estos errores fundamentales.
Apretar Demasiado un Tornillo de Banco Estándar
Este es el error más común. Tratar el PTFE como si fuera aluminio o acero resultará inmediatamente en una pieza comprimida e imprecisa.
Ignorar la Estabilidad Térmica
Mecanizar una pieza mientras está caliente y luego medirla después de que se haya enfriado a temperatura ambiente es una receta para el fracaso. La pieza será inevitablemente de menor tamaño.
Usar Herramientas Desgastadas o Incorrectas
Una herramienta sin filo no corta; empuja y frota el material. Esto genera un calor y una presión inmensos, superando incluso la mejor estrategia de sujeción y dando como resultado un mal acabado superficial.
Tomar la Decisión Correcta para su Objetivo
Su estrategia de sujeción y mecanizado debe alinearse con el resultado deseado.
- Si su enfoque principal es lograr las tolerancias más ajustadas: Utilice plantillas de contacto total moldeadas a medida, refrigerante con control de temperatura y realice pasadas de acabado ligeras y precisas.
- Si su enfoque principal es la velocidad de producción: Diseñe plantillas que permitan cambios rápidos de pieza pero que sigan proporcionando un soporte amplio, y optimice las velocidades de corte para equilibrar el tiempo de ciclo con la mínima aportación de calor.
- Si su enfoque principal es la creación de prototipos generales: Las mordazas blandas estándar en un tornillo de banco con una presión de sujeción muy ligera y repetible son a menudo suficientes para dimensiones menos críticas.
En última instancia, el mecanizado exitoso de PTFE proviene de respetar las propiedades del material en lugar de luchar contra ellas.
Tabla de Resumen:
| Consideración Clave | Por Qué es Importante | Mejor Práctica |
|---|---|---|
| Presión de Sujeción Mínima | El PTFE es extremadamente blando y se comprime fácilmente. | Utilice una llave dinamométrica para una sujeción repetible y de baja fuerza. |
| Maximizar el Contacto Superficial | Evita puntos de presión localizados y distorsión. | Utilice mordazas blandas, plantillas personalizadas o mordazas de copa de contacto total. |
| Gestionar la Expansión Térmica | El calor del mecanizado hace que la pieza crezca y se contraiga. | Utilice un flujo constante de refrigerante para mantener la estabilidad térmica. |
| Tener en Cuenta la Fluencia por Tensión | El PTFE se deforma bajo presión sostenida a lo largo del tiempo. | Diseñe plantillas que "acunen" la pieza para reducir la dependencia de la sujeción. |
| Utilizar Herramientas Afiladas | Reduce la fuerza de corte y la generación de calor. | Emplee herramientas afiladas de HSS o carburo diseñadas para plásticos. |
Logre Piezas de PTFE Impecables con KINTEK
Mecanizar PTFE según especificaciones precisas requiere conocimientos expertos y técnicas especializadas para gestionar sus propiedades únicas. No permita que los desafíos del material comprometan su proyecto.
KINTEK se especializa en la fabricación de precisión de componentes de PTFE, desde sellos y revestimientos personalizados hasta material de laboratorio complejo, para los sectores de semiconductores, médico, laboratorio e industrial. Entendemos las estrategias críticas de sujeción y mecanizado necesarias para producir piezas de PTFE dimensionalmente precisas y de alta calidad, ya necesite prototipos o tiradas de producción de gran volumen.
Permita que nuestra experiencia garantice su éxito. Contacte con KINTEK hoy mismo para discutir sus requisitos de mecanizado de PTFE y obtener un presupuesto para su proyecto.
Guía Visual
Productos relacionados
- Soportes para Microcolumnas de PFA Personalizados y Accesorios de Laboratorio de PTFE Mecanizados Resistentes a la Corrosión y de Bajo Fondo
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Placa de aislamiento térmico de PTFE personalizable, resistente a altas temperaturas y corrosión, soporte de laboratorio por capas de varios niveles
- Filtro de PTFE de Alta Pureza con Conexiones de Válvula PFA y Placa Tamiz Integrada para Procesamiento de Fluidos Corrosivos
- Sistema de Filtración al Vacío de PTFE y PFA Resistente a la Corrosión Personalizable y Antifragmentación para Laboratorio
La gente también pregunta
- ¿Qué consideraciones son importantes para el diseño de utillajes al mecanizar piezas de PTFE? Lograr estabilidad sin distorsión
- ¿Qué ventajas adicionales ofrece el PTFE para el uso en laboratorio? Maximizar la pureza y la fiabilidad
- ¿Cuáles son los métodos de fabricación primarios para aparatos de laboratorio de PTFE? Perspectivas de expertos en ingeniería de fluoropolímeros
- ¿Cuál es el rango de temperatura de funcionamiento efectivo para los productos de laboratorio de PFA? De -200 °C a +260 °C Versatilidad
- ¿Cuáles son las principales propiedades de resistencia química de los aparatos de laboratorio de PTFE? Pureza e Inercia Inigualables



















