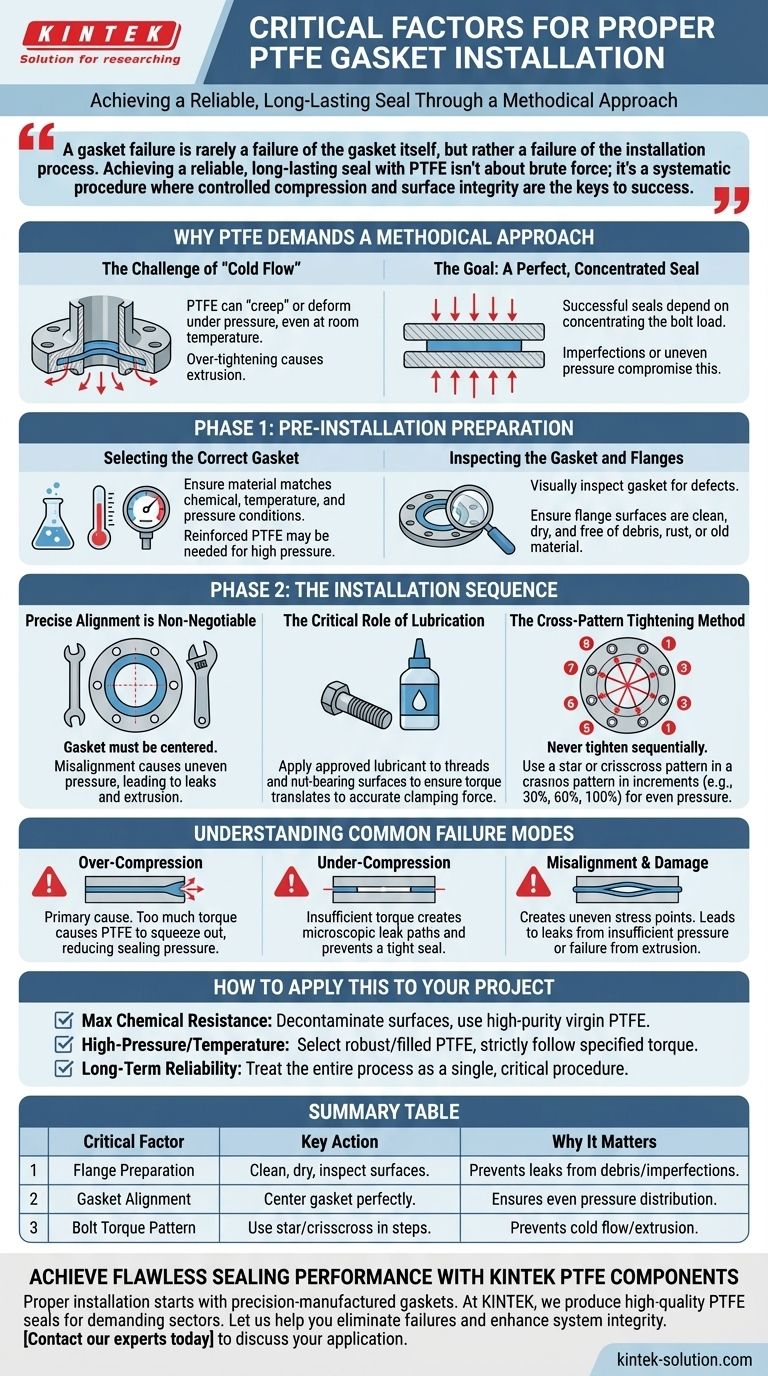
Para una instalación exitosa de la junta de PTFE, los factores más críticos son la preparación meticulosa de la superficie de la brida, la alineación precisa de la junta y la aplicación de un par de apriete (torque) correcto y uniforme utilizando un patrón de estrella o cruzado. Estos pasos son vitales para aprovechar las capacidades de sellado del PTFE mientras se previenen modos de falla comunes como el flujo en frío y la extrusión.
Rara vez una falla de la junta es una falla de la junta en sí, sino más bien una falla del proceso de instalación. Lograr un sello confiable y duradero con PTFE no se trata de fuerza bruta; es un procedimiento sistemático donde la compresión controlada y la integridad de la superficie son las claves del éxito.

Por qué el PTFE exige un enfoque metódico
El politetrafluoroetileno (PTFE) es un material de sellado superior debido a su inercia química y amplio rango de temperatura. Sin embargo, sus propiedades mecánicas únicas requieren un proceso de instalación preciso para prevenir fallas.
El desafío del "Flujo en Frío"
El PTFE es un material blando que puede "arrastrarse" o experimentar flujo en frío bajo presión, incluso a temperatura ambiente. Esto significa que se deformará y saldrá extruido de la brida si se aplica una fuerza excesiva o desigual.
La instalación adecuada tiene como objetivo aplicar solo la fuerza compresiva suficiente para crear un sello sin provocar que el material se extruya de la unión.
El objetivo: Un sello perfecto y concentrado
Un sello exitoso depende de concentrar la carga del perno (fuerza de sujeción) sobre el área de la superficie de la junta. Cualquier imperfección, desalineación o presión desigual comprometerá esta concentración de fuerza y creará una posible vía de fuga.
Fase 1: Preparación Previa a la Instalación
Las fallas de instalación más comunes comienzan antes de que se apriete el primer perno. Una preparación rigurosa es la base de un sello confiable.
Selección de la Junta Correcta
Su primer paso es asegurarse de que el material de la junta coincida con la aplicación. Considere la compatibilidad química, el rango de temperatura de operación y las condiciones de presión. Para servicios de alta presión, puede ser necesario un PTFE modificado o reforzado.
Inspección de la Junta y las Bridas
Antes de la instalación, inspeccione visualmente la junta en busca de muescas, rayones o defectos. Manéjela con cuidado para evitar daños.
Fundamentalmente, inspeccione las superficies de sellado de la brida. Deben estar limpias, secas y libres de cualquier residuo, óxido o material de junta viejo. Verifique si hay rebabas o rayones en la superficie elevada que puedan comprometer el sello.
Fase 2: La Secuencia de Instalación
Una vez completada la preparación adecuada, la instalación en sí se convierte en una secuencia de pasos controlados y deliberados.
La Alineación Precisa es Innegociable
La junta debe estar perfectamente centrada en la cara de la brida. Una junta desalineada tendrá una presión aplicada de manera desigual, creando una alta probabilidad tanto de una fuga en un lado como de extrusión en el otro.
Utilice herramientas de alineación si es necesario para asegurar que la junta esté posicionada correctamente antes de juntar las bridas.
El Papel Crítico de la Lubricación
Si el fabricante lo recomienda, aplique una pequeña cantidad de lubricante aprobado a las roscas de los pernos y las superficies de apoyo de las tuercas. Esto reduce la fricción y asegura que el par de apriete aplicado se traduzca en una fuerza de sujeción precisa y uniforme sobre la junta.
El Método de Apriete en Patrón Cruzado
Nunca apriete los pernos secuencialmente alrededor de la brida. Siempre use un patrón de estrella o cruzado. Esta técnica asegura que la fuerza de sujeción se aplique uniformemente a través de la superficie de la junta, previniendo pellizcos o sobrecompresión localizada.
Apriete los pernos en incrementos—por ejemplo, al 30% del par final, luego al 60% y finalmente al 100%—siguiendo siempre el patrón cruzado para cada ronda.
Comprensión de los Modos de Falla Comunes
Comprender cómo fallan las instalaciones es clave para hacerlas bien. Casi todas las fallas se pueden rastrear hasta un pequeño número de errores prevenibles.
Sobrecompresión: La Causa Principal de Falla
Este es el error más común. Aplicar demasiado par de apriete hace que el material blando de PTFE se extruya, o se salga de la brida. Esto no solo arruina la junta, sino que también reduce drásticamente la presión de sellado, lo que conduce a una fuga casi segura.
Subcompresión: El Riesgo de un Sello Inadecuado
Un par de apriete insuficiente significa que no hay suficiente fuerza de sujeción para hacer que la junta se amolde a las superficies de la brida. Esto deja vías de fuga microscópicas e impide la formación de un sello hermético y confiable desde el principio.
Desalineación y Daño: Creando Fugas Inevitables
Insertar la junta sin cuidado, permitir que se pellizque o no centrarla correctamente crea puntos de tensión desiguales. Estas áreas tendrán fugas debido a una presión insuficiente o fallarán debido a la extrusión, socavando toda la unión.
Cómo Aplicar Esto a Su Proyecto
Su estrategia de instalación debe guiarse por las demandas específicas de su sistema.
- Si su enfoque principal es la máxima resistencia química: Asegúrese de que las superficies de la brida estén completamente descontaminadas y utilice una junta de PTFE virgen de alta pureza.
- Si su enfoque principal es el servicio de alta presión o alta temperatura: Seleccione un PTFE relleno o expandido mecánicamente robusto y siga estrictamente los valores de par de apriete especificados por el fabricante para prevenir la extrusión.
- Si su enfoque principal es la confiabilidad y seguridad a largo plazo: Trate todo el proceso—desde la limpieza de la superficie hasta el par de apriete final—como un único procedimiento crítico donde cada paso es vital para el éxito.
Al tratar la instalación de la junta como un procedimiento técnico preciso, transforma un punto potencial de falla en una fuente de integridad y seguridad del sistema.
Tabla Resumen:
| Factor Crítico | Acción Clave | Por Qué es Importante |
|---|---|---|
| Preparación de la Brida | Limpiar, secar e inspeccionar superficies en busca de daños. | Previene fugas por residuos o imperfecciones. |
| Alineación de la Junta | Centrar la junta perfectamente en la cara de la brida. | Asegura una distribución uniforme de la presión. |
| Patrón de Apriete de Pernos | Usar un patrón de estrella/cruzado en pasos incrementales. | Previene el flujo en frío y la extrusión por fuerza desigual. |
Logre un Rendimiento de Sellado Impecable con Componentes de PTFE KINTEK
Una instalación correcta es solo la mitad de la ecuación: comienza con una junta fabricada con precisión. En KINTEK, nos especializamos en la producción de sellos, revestimientos y material de laboratorio de PTFE de alta calidad para los sectores de semiconductores, médico, laboratorio e industrial. Ya sea que necesite piezas estándar o fabricación personalizada, desde prototipos hasta pedidos de gran volumen, nuestro enfoque en la precisión garantiza que sus juntas funcionen de manera confiable bajo condiciones exigentes.
Permítanos ayudarle a eliminar fallas de instalación y mejorar la integridad del sistema.
Contacte a nuestros expertos hoy mismo para discutir su aplicación específica y recibir soluciones personalizadas que garanticen un sello perfecto.
Guía Visual
Productos relacionados
- Juntas Aislantes de PTFE Personalizables Resistentes a Altas Temperaturas Antiestáticas, Retardantes de Llama y a Prueba de Corrosión para Sellos Industriales
- Juntas aislantes de PTFE personalizadas, sellos de Teflón resistentes a la corrosión y componentes de plástico de ingeniería a medida
- Juntas aislantes personalizadas de PTFE y sellos de fluoropolimero resistentes a la corrosión para aplicaciones eléctricas industriales
- Grifo de PTFE de Alta Resistencia a la Corrosión Válvula de Politetrafluoroetileno para Bidones de Almacenamiento Químico y Sistemas de Transferencia de Fluidos Grado Industrial Personalizable
- Soporte personalizado de PTFE resistente a ácidos para sistema de absorción de hidrógeno con PFA, múltiples orificios
La gente también pregunta
- ¿Qué hace que las juntas de PTFE sean resistentes al calor y a los productos químicos? El secreto molecular de un rendimiento inigualable
- ¿Qué industrias se benefician de las juntas de PTFE debido a su cumplimiento con la FDA? Garantice la pureza y seguridad del producto
- ¿Cuáles son algunas aplicaciones específicas de las juntas de PTFE? Soluciones de sellado para entornos químicos y térmicos hostiles
- ¿Cómo se utiliza el PTFE en sellos y juntas? Aproveche su resistencia química y a la temperatura
- ¿Cuáles son las mejores aplicaciones para las juntas de PTFE estándar? Ideales para sellado químico y a altas temperaturas



















