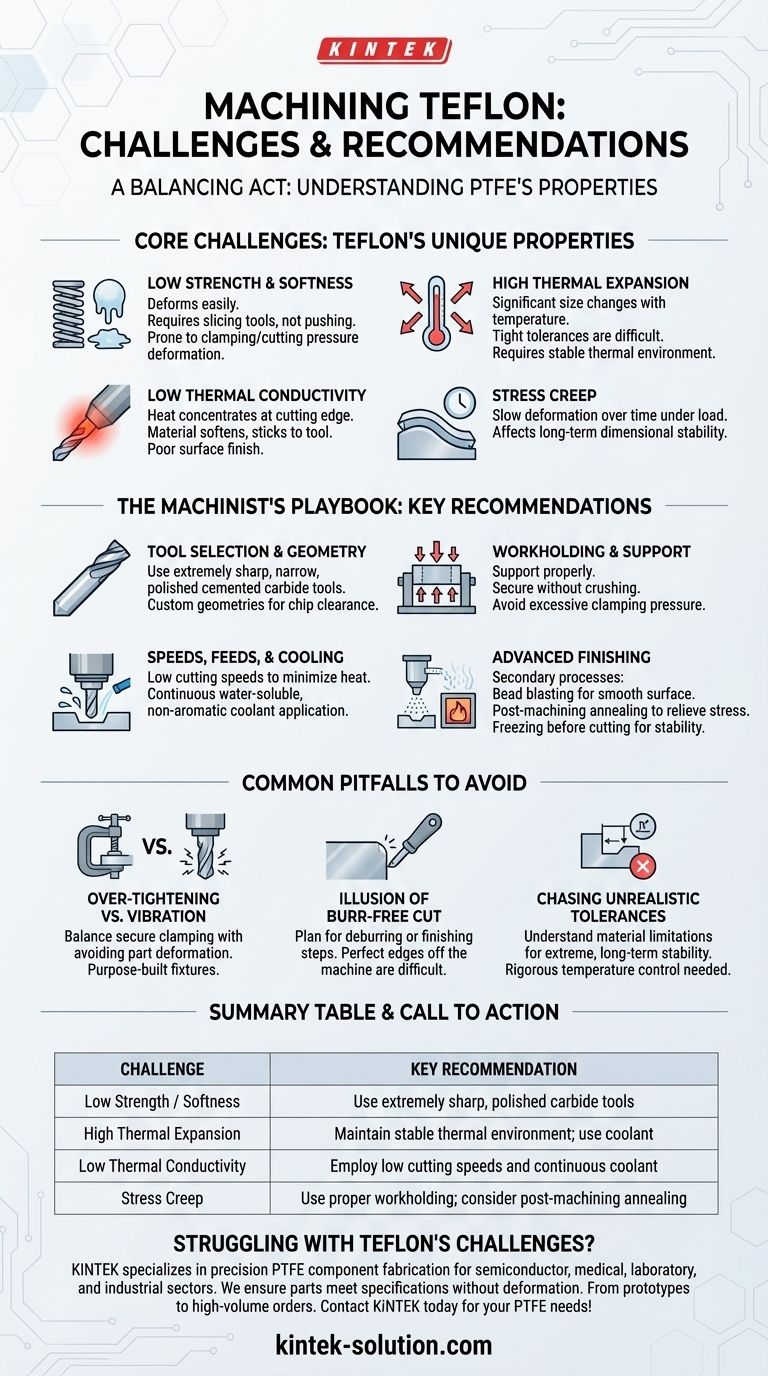
Mecanizar Teflón (PTFE) es un acto de equilibrio entre su aparente suavidad y sus desafíos ocultos. Las principales dificultades provienen de su baja resistencia, su alto coeficiente de expansión térmica y su tendencia a deformarse bajo presión. Las recomendaciones se centran en utilizar herramientas excepcionalmente afiladas, gestionar el calor con refrigerantes adecuados y velocidades de corte bajas, y asegurar la pieza de trabajo sin causar distorsión.
El desafío central no es cortar el Teflón, sino controlarlo. El éxito depende de gestionar su inestabilidad inherente —su tendencia a deformarse bajo presión, expandirse con el calor y fluir con el tiempo— mediante el uso de herramientas excepcionalmente afiladas, fuerzas de corte ligeras y una gestión térmica rigurosa.
El Desafío Central: Comprender las Propiedades del Teflón
Para mecanizar Teflón de manera efectiva, primero debe respetar sus características únicas del material. Estas propiedades son la causa raíz de casi todos los desafíos encontrados durante el proceso de mecanizado.
Baja Resistencia y Alta Suavidad
El Teflón tiene una resistencia muy baja y es excepcionalmente blando en comparación con los metales o incluso otros plásticos como el Nylon.
Esto significa que se deforma fácilmente bajo la presión tanto de sujeción como de corte. Requiere herramientas que corten limpiamente en lugar de empujar el material.
Alta Expansión Térmica
El Teflón se expande y contrae significativamente incluso con cambios menores de temperatura. Este alto coeficiente de expansión térmica es un obstáculo principal para lograr tolerancias ajustadas.
Una pieza medida a una temperatura puede estar fuera de especificación a otra. Mantener un entorno térmico estable es fundamental para el trabajo de precisión.
Baja Conductividad Térmica
El Teflón es un excelente aislante, lo que significa que no disipa bien el calor.
Durante el mecanizado, el calor se concentra en el filo de corte en lugar de ser arrastrado con la viruta. Esto puede hacer que el material se ablande, se adhiera a la herramienta y degrade el acabado superficial.
Fluencia por Esfuerzo (Stress Creep)
El Teflón exhibe fluencia por esfuerzo (stress creep), lo que significa que se deformará lentamente con el tiempo cuando está bajo una carga constante.
Esto puede afectar la estabilidad dimensional a largo plazo de una pieza terminada, especialmente si se mantuvo bajo presión durante el mecanizado.
El Manual del Mecanizador: Recomendaciones Clave
Basándose en estas propiedades, surge un conjunto claro de mejores prácticas. Seguir estas pautas mitiga los problemas más comunes y conduce a resultados predecibles y de alta calidad.
Selección y Geometría de la Herramienta
La herramienta adecuada es innegociable. El utillaje estándar para metales producirá malos resultados.
Utilice herramientas extremadamente afiladas y estrechas, preferiblemente hechas de metal duro cementado. Las superficies pulidas de la herramienta reducen la fricción y evitan que el material se pegue. Las geometrías de herramientas personalizadas que mejoran el espacio para la evacuación de virutas son muy efectivas.
Sujeción y Soporte de la Pieza
Cómo sujeta la pieza de trabajo es tan importante como cómo la corta.
El material debe estar soportado adecuadamente y sujetado con firmeza para evitar vibraciones o movimientos. Sin embargo, una presión de sujeción excesiva hará que la pieza se deforme, lo que provocará cortes inexactos.
Velocidades, Avances y Refrigeración
Gestionar el calor es un objetivo principal.
Utilice velocidades de corte bajas para minimizar la generación de calor. Se recomienda encarecidamente una aplicación continua de un refrigerante soluble en agua no aromático para enfriar tanto la pieza de trabajo como la herramienta, mejorando el acabado superficial y la vida útil de la herramienta.
Acabado Avanzado y Estabilización
Para obtener resultados de la más alta calidad, pueden ser necesarios procesos secundarios.
Se puede utilizar el chorreado con microesferas (bead blasting) para crear un acabado superficial más liso y uniforme y eliminar rebabas menores. En algunos casos, el recocido posterior al mecanizado (un proceso controlado de calentamiento y enfriamiento) puede aliviar las tensiones internas acumuladas durante el mecanizado. Para una estabilidad extrema, algunos mecanizadores congelan temporalmente el material antes de cortarlo para reducir la deformación.
Errores Comunes a Evitar
Incluso con la estrategia correcta, varios errores comunes pueden comprometer la calidad de la pieza final. Ser consciente de estas compensaciones es crucial.
Apretar Demasiado vs. Vibración
Este es el dilema central de la sujeción de la pieza. Sujetar con demasiada firmeza aplastará o deformará la pieza, mientras que sujetar con demasiada flojedad provocará vibración de la herramienta y un acabado superficial deficiente.
La solución requiere accesorios diseñados específicamente que proporcionen un soporte amplio con una presión mínima y distribuida uniformemente.
La Ilusión de un Corte sin Rebaba
Debido a la suavidad del Teflón, lograr un borde perfectamente nítido y sin rebabas es extremadamente difícil.
Espere realizar un paso de desbarbado o acabado. Planifique esto en su proceso en lugar de intentar lograr un acabado impecable directamente desde la máquina.
Perseguir Tolerancias Poco Realistas
Dada su expansión térmica y fluencia por esfuerzo, el Teflón no es el material ideal para componentes que requieren una estabilidad dimensional extrema a largo plazo.
Comprenda las limitaciones del material. Si debe mantener una tolerancia ajustada, requiere un control de temperatura riguroso durante todo el proceso, desde el almacenamiento hasta la inspección final.
Tomar la Decisión Correcta para su Objetivo
Su enfoque específico debe adaptarse al objetivo principal de la pieza que está creando.
- Si su enfoque principal es la alta precisión: Priorice la estabilidad térmica absoluta en su taller y considere el recocido posterior al mecanizado para garantizar la precisión dimensional.
- Si su enfoque principal es el acabado superficial: Utilice herramientas de carburo pulido, un flujo constante de refrigerante y prepárese para utilizar un método de postprocesamiento como el chorreado con microesferas.
- Si su enfoque principal es la eficiencia de producción: Invierta en sujeciones personalizadas que permitan una sujeción segura y repetible sin deformación, y utilice herramientas de carburo de alta calidad para maximizar la vida útil de la herramienta.
Al tratar el Teflón con la delicadeza que requiere, puede transformar sus propiedades desafiantes en resultados predecibles y exitosos.
Tabla de Resumen:
| Desafío | Recomendación Clave |
|---|---|
| Baja Resistencia / Suavidad | Utilizar herramientas de carburo pulido extremadamente afiladas |
| Alta Expansión Térmica | Mantener un entorno térmico estable; usar refrigerante |
| Baja Conductividad Térmica | Emplear velocidades de corte bajas y refrigerante continuo |
| Fluencia por Esfuerzo | Usar sujeción adecuada de la pieza; considerar recocido posterior al mecanizado |
¿Tiene dificultades con los desafíos únicos del mecanizado de Teflón? KINTEK se especializa en la fabricación de componentes de PTFE de precisión para los sectores de semiconductores, médico, laboratorio e industrial. Entendemos el equilibrio crítico requerido para mecanizar Teflón de manera efectiva, asegurando que sus piezas cumplan con las especificaciones exactas sin deformación. Nuestra experiencia en fabricación personalizada, desde prototipos hasta pedidos de alto volumen, garantiza resultados superiores. Permítanos manejar las complejidades para que usted obtenga componentes confiables y de alto rendimiento. ¡Contacte a KINTEK hoy para discutir sus necesidades de proyectos de PTFE!
Guía Visual
Productos relacionados
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Fundas y Barras Huecas de PTFE Personalizadas para Aplicaciones Avanzadas
- Barras de PTFE personalizables para aplicaciones industriales avanzadas
La gente también pregunta
- ¿Cómo se comportan los recipientes de politetrafluoroetileno (PTFE) en cuanto a permeación de gases? Perspectivas de expertos sobre la absorción de disolventes
- ¿Qué industrias utilizan piezas de PTFE personalizadas y con qué fines? Resuelva desafíos críticos con materiales de alto rendimiento
- ¿Cuáles son los tamaños mínimos y máximos para mecanizar piezas de PTFE? Diseñe para el éxito sin límites universales
- ¿Qué capacidades de fabricación están asociadas con las piezas de PTFE? Desbloquee la precisión con el mecanizado experto
- ¿Qué consideraciones de diseño son importantes para las piezas de PTFE personalizadas? Diseño para el rendimiento y la fiabilidad



















