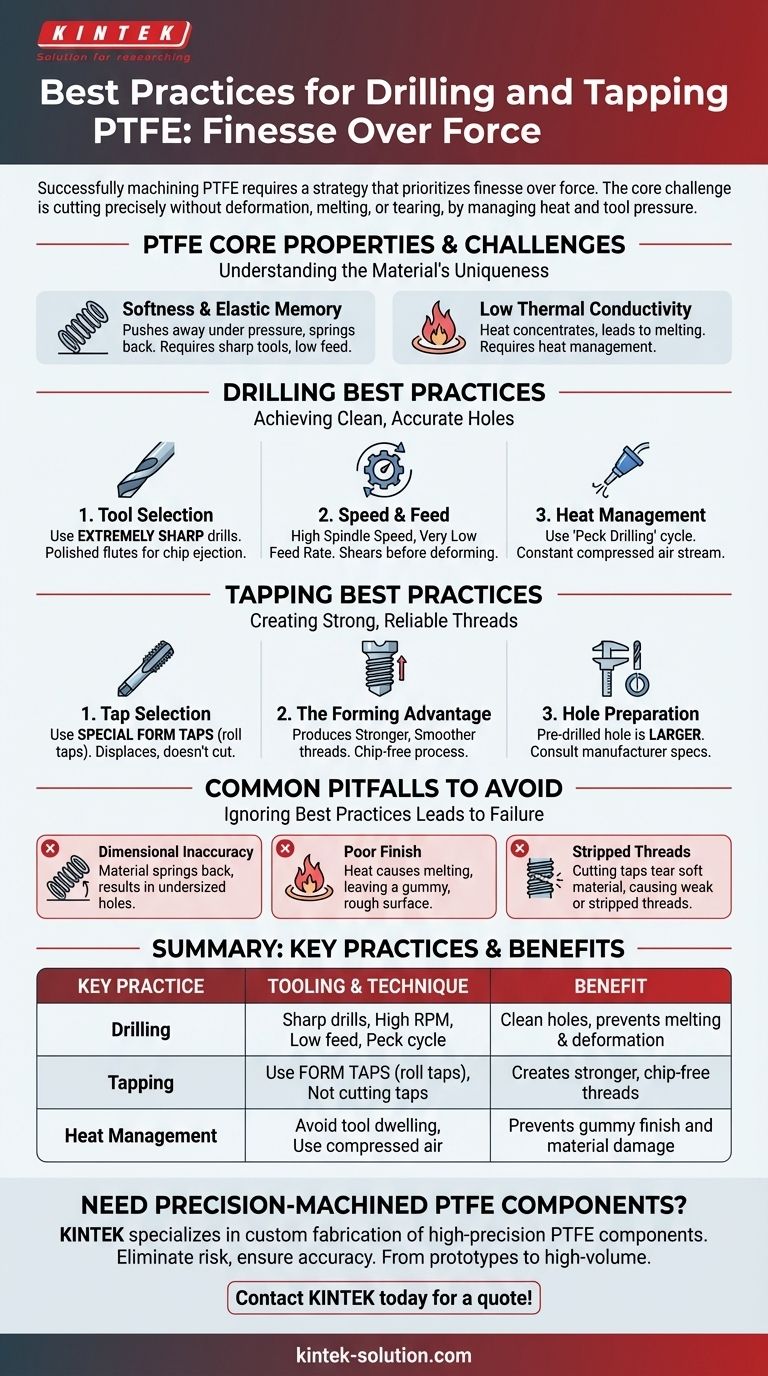
Mecanizar PTFE con éxito requiere una estrategia que priorice la delicadeza sobre la fuerza. La mejor práctica es utilizar herramientas extremadamente afiladas a altas velocidades de husillo pero con una velocidad de avance muy baja, una combinación que corta el material limpiamente antes de que sus dos propiedades más desafiantes —la blandura y la mala disipación del calor— puedan comprometer el resultado.
El desafío central al trabajar con PTFE no es cortarlo, sino cortarlo con precisión sin provocar que se deforme, se derrita o se desgarre. Su éxito depende enteramente de la gestión del calor acumulado y la presión de la herramienta.

Comprender el desafío central: Las propiedades del PTFE
Para mecanizar PTFE de manera efectiva, primero debe comprender el material en sí. Sus características únicas son las que hacen que las prácticas de mecanizado estándar sean ineficaces.
Blandura y memoria elástica
El PTFE es un material excepcionalmente blando y flexible. Bajo la presión de una herramienta desafilada o una velocidad de avance agresiva, se apartará, estirará y deformará en lugar de formar una viruta limpia. También tiene memoria elástica, lo que significa que puede volver a su forma original después de que la herramienta pasa, lo que resulta en agujeros de tamaño insuficiente.
Baja conductividad térmica
A diferencia de los metales, el PTFE no conduce el calor lejos de la herramienta de corte. Esto provoca que el calor se concentre en el punto de contacto, lo que puede conducir rápidamente a la fusión, la formación de virutas gomosas y un mal acabado superficial.
Mejores prácticas para taladrar PTFE
Lograr un agujero limpio y dimensionalmente preciso en PTFE requiere una atención cuidadosa a las herramientas y la técnica.
La selección de la herramienta es fundamental
Su herramienta principal debe estar excepcionalmente afilada. Son ideales las brocas diseñadas específicamente para plásticos, que a menudo tienen un ángulo de punta más agudo y estrías muy pulidas. Un filo afilado corta limpiamente el material, mientras que las estrías pulidas ayudan a expulsar las virutas gomosas de manera eficiente.
Altas velocidades, avances bajos
Utilice una alta velocidad de husillo (RPM) para asegurar que el filo de corte se mueva lo suficientemente rápido como para cizallar el material antes de que pueda deformarse. Combine esto con una velocidad de avance muy baja. Empujar la broca hacia el material demasiado rápido hará que se desgarre y se deforme en lugar de cortarse.
Gestión del calor acumulado
Nunca permita que la herramienta permanezca en un solo lugar. Utilizar un ciclo de "taladrado por inmersión" (peck drilling) —donde la broca avanza ligeramente y luego se retrae para evacuar las virutas— es muy efectivo. Esta acción rompe la viruta y permite que tanto la herramienta como la pieza tengan un momento para enfriarse. Un chorro constante de aire comprimido también puede ayudar a evacuar las virutas y proporcionar algo de refrigeración.
Mejores prácticas para roscar PTFE
Crear roscas en PTFE presenta un conjunto similar de desafíos. La blandura del material facilita el desgarro o la creación de roscas débiles si se utiliza el enfoque incorrecto.
Utilice machos de conformar, no machos de corte
La mejor práctica más significativa para roscar PTFE es utilizar machos de conformar especiales (también conocidos como machos de laminado o de formado en frío). Estas herramientas no cortan material. En cambio, desplazan y comprimen el PTFE para formar el perfil de la rosca.
La ventaja de conformar
Este método produce una rosca mucho más fuerte, suave y precisa. Como no se crean virutas, el proceso es más limpio y evita el riesgo de que las virutas se atasquen en el agujero. Esto aborda directamente el objetivo de "roscar sin cortar".
Preparación del agujero
Cuando se utiliza un macho de conformar, el tamaño del agujero pre-taladrado es crítico y será más grande que el tamaño requerido para un macho de corte estándar. Consulte siempre las especificaciones del fabricante del macho para taladrar el agujero del tamaño correcto y asegurar el flujo de material adecuado.
Comprender las compensaciones y las trampas
Ignorar estas mejores prácticas puede llevar a varios fallos comunes que son frustrantes y costosos.
El riesgo de imprecisión dimensional
El uso de herramientas desafiladas o una presión de avance excesiva hará que el PTFE se estire alrededor de la broca. Cuando se retira la herramienta, el material volverá a su forma, lo que resultará en un agujero significativamente más pequeño que la broca utilizada para crearlo.
El problema de un acabado deficiente
El calor es el enemigo de un buen acabado superficial en PTFE. Si la velocidad de su husillo es demasiado baja o su herramienta no está lo suficientemente afilada, la fricción derretirá el material, dejando un acabado gomoso, rugoso e inaceptable dentro del agujero o en las roscas.
El peligro de las roscas desgarradas
Intentar utilizar un macho de corte estándar, especialmente uno agresivo, es la causa más común de fallos en las roscas. Los filos de corte del macho tenderán a desgarrar y tirar del material blando, lo que resultará en roscas que son débiles, mal formadas o completamente desgarradas.
Tomar la decisión correcta para su objetivo
Adapte su técnica en función de su resultado más crítico.
- Si su enfoque principal es la precisión dimensional: Priorice herramientas extremadamente afiladas y un ciclo de taladrado por inmersión con velocidades de avance muy bajas para eliminar el calor y la deformación del material.
- Si su enfoque principal son las roscas fuertes y fiables: La solución definitiva es utilizar un macho de conformar en lugar de un macho de corte, asegurándose de que su agujero pre-taladrado tenga el tamaño correcto para el conformado.
- Si está experimentando un mal acabado superficial: Los factores inmediatos a abordar son aumentar la velocidad de su husillo y verificar que sus herramientas de corte estén lo más afiladas posible.
Al tratar el PTFE con el enfoque único que requiere, puede producir consistentemente resultados limpios, precisos y fiables.
Tabla de resumen:
| Práctica clave | Herramientas y técnica | Beneficio |
|---|---|---|
| Taladrado | Brocas afiladas, RPM altas, avance bajo, ciclo por inmersión | Agujeros limpios, previene la fusión y la deformación |
| Roscado | Usar machos de conformar (roll taps), no machos de corte | Crea roscas más fuertes y sin virutas |
| Gestión del calor | Evitar que la herramienta se detenga, usar aire comprimido | Previene el acabado gomoso y el daño al material |
¿Necesita componentes de PTFE mecanizados con precisión?
Mecanizar PTFE internamente requiere habilidades y herramientas especializadas. ¿Por qué arriesgarse a desperdiciar material y sufrir retrasos en la producción? KINTEK se especializa en la fabricación personalizada de componentes de PTFE de alta precisión, incluidos sellos, revestimientos, material de laboratorio y piezas complejas con características taladradas y roscadas.
Damos servicio a los sectores de semiconductores, médico, de laboratorio e industrial, entregando la precisión dimensional y el acabado superficial superior que sus aplicaciones exigen. Desde prototipos hasta pedidos de gran volumen, nuestra experiencia garantiza que sus piezas de PTFE se fabriquen correctamente a la primera.
Permítanos encargarnos del mecanizado de precisión por usted. ¡Contacte con KINTEB hoy para obtener un presupuesto!
Guía Visual
Productos relacionados
- Sistema de Filtración de PTFE Personalizado Resistentes a Ácidos Grado Semiconductores de Alta Pureza para Procesamiento Químico
- Grifo de PTFE de Alta Resistencia a la Corrosión Válvula de Politetrafluoroetileno para Bidones de Almacenamiento Químico y Sistemas de Transferencia de Fluidos Grado Industrial Personalizable
- Sistema de Filtración al Vacío de PTFE y PFA Resistente a la Corrosión Personalizable y Antifragmentación para Laboratorio
- Filtro Resistentes a la Corrosión de PTFE con Conexiones de Válvula PFA y Placa Tamiz Integrada
- Jeringuilla de PTFE de 50 ml resistente a altas temperaturas y productos químicos, inyector de Teflon personalizado con sellado roscado para análisis de trazas
La gente también pregunta
- ¿Qué resistencia a la temperatura ofrecen los filtros de PTFE? Estabilidad térmica inigualable de -200 °C a +260 °C
- ¿Qué productos químicos son totalmente compatibles con los filtros de PTFE? Descubra una resistencia química inigualable
- ¿Por qué se prefieren los filtros de politetrafluoroetileno (PTFE) para aplicaciones farmacéuticas y de bioprocesamiento en laboratorio?
- ¿Qué hace que los sistemas de filtración de PTFE sean ventajosos para uso industrial y científico? Estabilidad química y térmica inigualables
- ¿Cómo beneficia la hidrofobicidad de los filtros de PTFE su uso? Garantizar un flujo de gas ininterrumpido y la filtración de disolventes



















