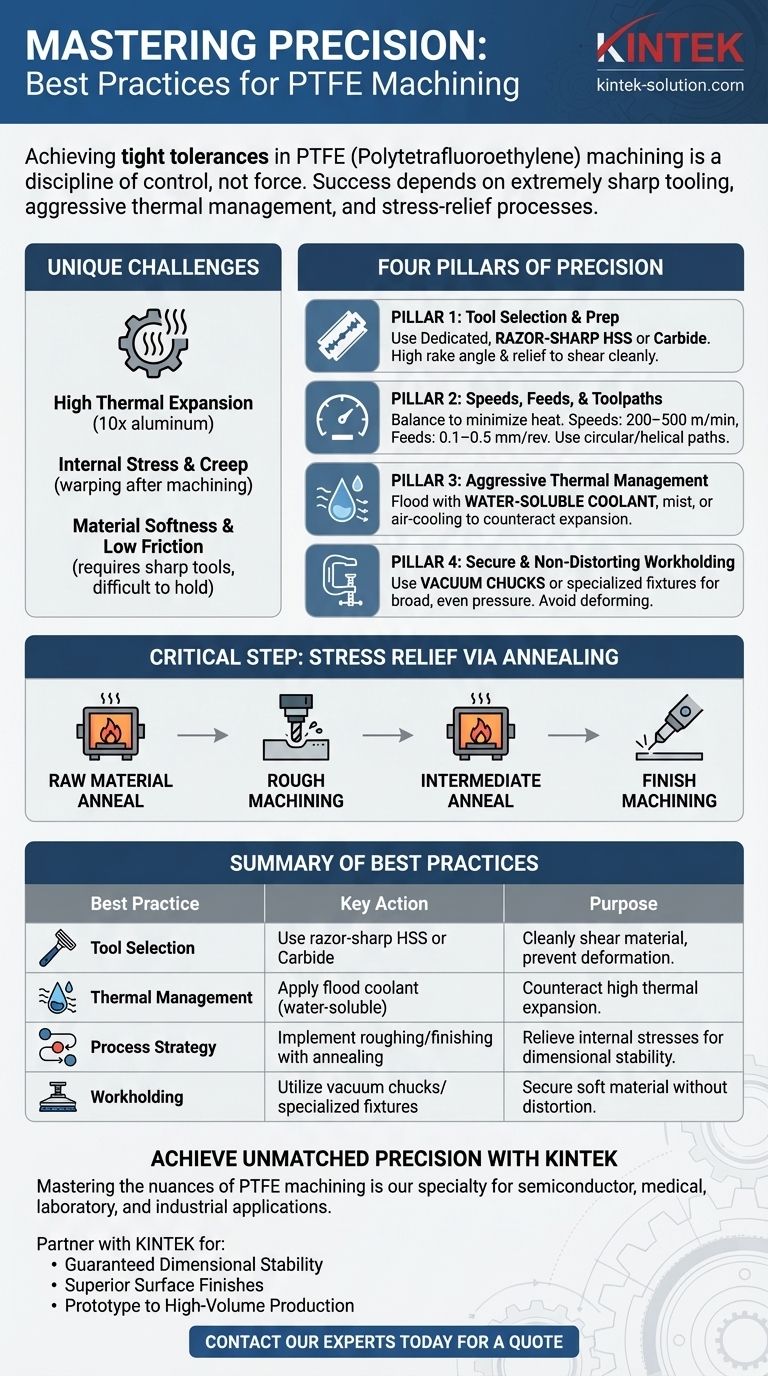
Lograr tolerancias estrictas en el mecanizado de politetrafluoroetileno (PTFE) es una disciplina de control, no de fuerza. El éxito depende de una combinación de herramientas extremadamente afiladas, una gestión térmica agresiva para contrarrestar la alta tasa de expansión del material y procesos de alivio de tensiones como el recocido para garantizar la estabilidad dimensional. La clave es gestionar la inestabilidad inherente del material en cada etapa del proceso.
El desafío central del mecanizado de PTFE no es su dureza, sino su suavidad e inestabilidad. Cada mejor práctica está diseñada para superar su alta expansión térmica, las tensiones internas y la tendencia a deformarse bajo la presión de corte.

Comprender los desafíos únicos del mecanizado de PTFE
Antes de aplicar técnicas, debe comprender las propiedades que hacen que el PTFE (a menudo conocido por la marca comercial Teflon) sea notoriamente difícil de mecanizar con precisión.
Alta expansión térmica
El PTFE tiene un coeficiente de expansión térmica aproximadamente diez veces mayor que el del aluminio. Esto significa que incluso una pequeña cantidad de calor generado durante el corte hace que el material se expanda significativamente.
Una pieza mecanizada con especificaciones perfectas mientras está caliente se encogerá y quedará fuera de tolerancia a medida que se enfríe a temperatura ambiente.
Tensión interna y fluencia (Creep)
El proceso utilizado para crear las formas brutas de PTFE (como varillas o láminas) deja tensiones internas. A medida que se mecaniza material, estas tensiones se liberan de manera desigual.
Esta liberación puede hacer que el material se pandee, se curve o se distorsione, a menudo horas o incluso días después de que haya finalizado el mecanizado. Este fenómeno se conoce como fluencia por tensión (stress creep).
Suavidad del material y baja fricción
El PTFE es un material blando que requiere herramientas excepcionalmente afiladas para lograr una acción de corte limpia. Una herramienta sin filo no cortará, sino que empujará o arará el material, lo que provocará un mal acabado superficial e imprecisiones dimensionales.
Su bajo coeficiente de fricción (resbaladizo) también dificulta sujetarlo de forma segura sin deformarlo.
Los pilares del mecanizado de precisión de PTFE
Para contrarrestar estos desafíos, su proceso de mecanizado debe basarse en cuatro pilares distintos.
Pilar 1: Selección y preparación de la herramienta
El factor más importante es el filo de su herramienta de corte. Un borde afilado corta limpiamente el material en lugar de deformarlo.
Utilice herramientas dedicadas hechas de acero rápido (HSS) o carburo. La herramienta debe estar rectificada con un filo de navaja, con un ángulo de desprendimiento alto y un alivio significativo para evitar el roce.
Pilar 2: Velocidades, avances y trayectorias de herramienta estratégicas
Debe equilibrar las velocidades y los avances para minimizar la generación de calor y al mismo tiempo asegurar un corte limpio.
Comience con velocidades de corte de alrededor de 200–500 m/min y velocidades de avance de 0.1–0.5 mm/rev. Estos son puntos de partida; ajústelos según la geometría específica de la pieza y la rigidez de la máquina.
Emplee trayectorias de herramienta circulares o helicoidales para minimizar la interacción de la herramienta y la vibración. Evite los cortes agresivos de ancho completo que introducen tensión y calor excesivos en la pieza de trabajo.
Pilar 3: Gestión térmica agresiva
Controlar la temperatura no es negociable. El objetivo es eliminar el calor tan rápido como se genera.
Un flujo generoso de refrigerante soluble en agua es muy eficaz. Para ciertas aplicaciones, los sistemas de niebla o la refrigeración directa por aire también pueden funcionar para evitar la acumulación de calor y eliminar las virutas.
Pilar 4: Sujeción de la pieza segura y que no provoque distorsión
Su dispositivo de sujeción debe mantener la pieza de trabajo de PTFE firmemente sujeta para evitar cualquier movimiento durante el mecanizado.
Utilice accesorios especializados o platos de vacío que proporcionen una presión de sujeción amplia y uniforme. Esto evita que el material blando sea aplastado o deformado, lo que arruinaría las dimensiones finales.
Un paso crítico: Alivio de tensiones mediante recocido
Para trabajos de la más alta precisión, el mecanizado por sí solo no es suficiente. El recocido es un proceso de tratamiento térmico que normaliza el material al aliviar las tensiones internas.
Por qué es necesario el recocido
Al calentar el PTFE a una temperatura específica, mantenerlo y luego enfriarlo lentamente, permite que la estructura interna del material se relaje. Esto crea una pieza de trabajo mucho más estable con menos probabilidades de deformarse después del mecanizado.
Cuándo recocer
Una mejor práctica común para piezas de tolerancia estricta es un proceso de varias etapas:
- Recocer el material en bruto.
- Realizar un mecanizado desbaste, dejando una pequeña cantidad de material para el pase final.
- Recocer la pieza de nuevo para aliviar las tensiones inducidas por la operación de desbaste.
- Realizar el pase final de mecanizado de acabado para llevar la pieza a sus dimensiones finales.
Errores comunes a evitar
Los errores en el mecanizado de PTFE son comunes porque el enfoque requerido a menudo es contraintuitivo en comparación con el trabajo con metales.
Uso de herramientas sin filo o inadecuadas
Este es el error más frecuente. Una herramienta que se siente afilada al tacto puede no ser lo suficientemente afilada para el PTFE. El resultado es el arrastre del material, un acabado "gomoso" y la incapacidad de mantener el tamaño.
Ignorar la acumulación de calor
Mecanizar PTFE en seco sin ningún tipo de refrigeración es una receta para el fracaso. La pieza inevitablemente se expandirá durante el corte y quedará de tamaño insuficiente una vez que se enfríe.
Sujeción de la pieza inadecuada
Si la pieza puede moverse o vibrar incluso ligeramente en el accesorio, todos los demás esfuerzos de precisión se desperdician. La resbaladiza naturaleza del PTFE lo convierte en un riesgo significativo.
Expectativas de tolerancia poco realistas
Si bien las tolerancias estrictas son alcanzables, las propiedades inherentes del PTFE significan que existen límites prácticos. El diseño de la pieza siempre debe tener en cuenta la alta expansión térmica del material y el potencial de fluencia.
Tomar la decisión correcta para su aplicación
Adapte su enfoque basándose en el requisito más crítico de la pieza terminada.
- Si su enfoque principal es la estabilidad dimensional en piezas complejas: Priorice un proceso de varios pasos con recocido entre los pases de desbaste y acabado.
- Si su enfoque principal es lograr el mejor acabado superficial posible: Utilice herramientas dedicadas y extremadamente afiladas con un suministro constante y de gran volumen de refrigerante.
- Si su enfoque principal es la consistencia en una tirada de producción: Implemente controles estrictos de la temperatura ambiental y utilice herramientas de inspección de alta precisión como una CMM para validar su configuración y proceso.
Dominar estos principios transforma el desafío de mecanizar PTFE de un arte frustrante a una ciencia repetible.
Tabla de resumen:
| Mejor Práctica | Acción Clave | Propósito |
|---|---|---|
| Selección de herramientas | Utilizar herramientas HSS o de carburo con filo de navaja | Cortar limpiamente el material, prevenir la deformación |
| Gestión térmica | Aplicar refrigerante por inundación (ej. soluble en agua) | Contrarrestar la alta expansión térmica |
| Estrategia de proceso | Implementar desbaste/acabado con recocido | Aliviar las tensiones internas para la estabilidad dimensional |
| Sujeción de la pieza | Utilizar platos de vacío o accesorios especializados | Sujetar el material blando sin distorsión |
Logre una precisión inigualable en sus componentes de PTFE con KINTEK
Dominar los matices del mecanizado de PTFE es nuestra especialidad. Para aplicaciones de semiconductores, médicas, de laboratorio e industriales donde la precisión no es negociable, KINTEK cumple.
Aprovechamos exactamente las mejores prácticas descritas aquí—desde la gestión térmica agresiva hasta el recocido estratégico para el alivio de tensiones—para fabricar sellos, revestimientos, material de laboratorio y componentes personalizados de PTFE de alto rendimiento que cumplen con sus especificaciones más exigentes.
Asóciese con KINTEK para:
- Estabilidad dimensional garantizada: Nuestros procesos controlados aseguran que sus piezas permanezcan dentro de la tolerancia, superando los desafíos inherentes del PTFE.
- Acabados superficiales superiores: Logre las superficies limpias y funcionales que su aplicación requiere.
- De prototipo a producción de alto volumen: Escalamos nuestra precisión a sus necesidades, garantizando consistencia en cada pedido.
Permítanos diseñar su solución. Contacte a nuestros expertos hoy para discutir su proyecto y recibir una cotización.
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
La gente también pregunta
- ¿Cuáles son las ventajas de mecanizar PTFE sobre otros materiales? Desbloquee un rendimiento superior en entornos hostiles
- ¿Cómo se fabrican típicamente los recipientes y aparatos de laboratorio de PTFE? Dentro del proceso de mecanizado de precisión
- ¿Cuáles son algunas aplicaciones comunes del PTFE mecanizado? Aproveche sus propiedades únicas para aplicaciones exigentes
- ¿Cuáles son las principales ventajas de usar PTFE para piezas personalizadas? Resuelva Desafíos de Ingeniería Complejos
- ¿Qué hace que el PTFE mecanizado sea adecuado para aplicaciones industriales? Rendimiento inigualable en condiciones extremas



















