A primera vista, el Teflón (PTFE) parece fácil de mecanizar debido a su suavidad, pero esto es engañoso. Los desafíos únicos surgen de una combinación de propiedades que no se encuentran en los metales o incluso en otros plásticos: baja conductividad térmica, un alto coeficiente de expansión térmica y una tendencia a deformarse bajo presión, conocida como fluencia por tensión. Estos factores hacen que lograr tolerancias ajustadas y un acabado superficial limpio sea excepcionalmente difícil.
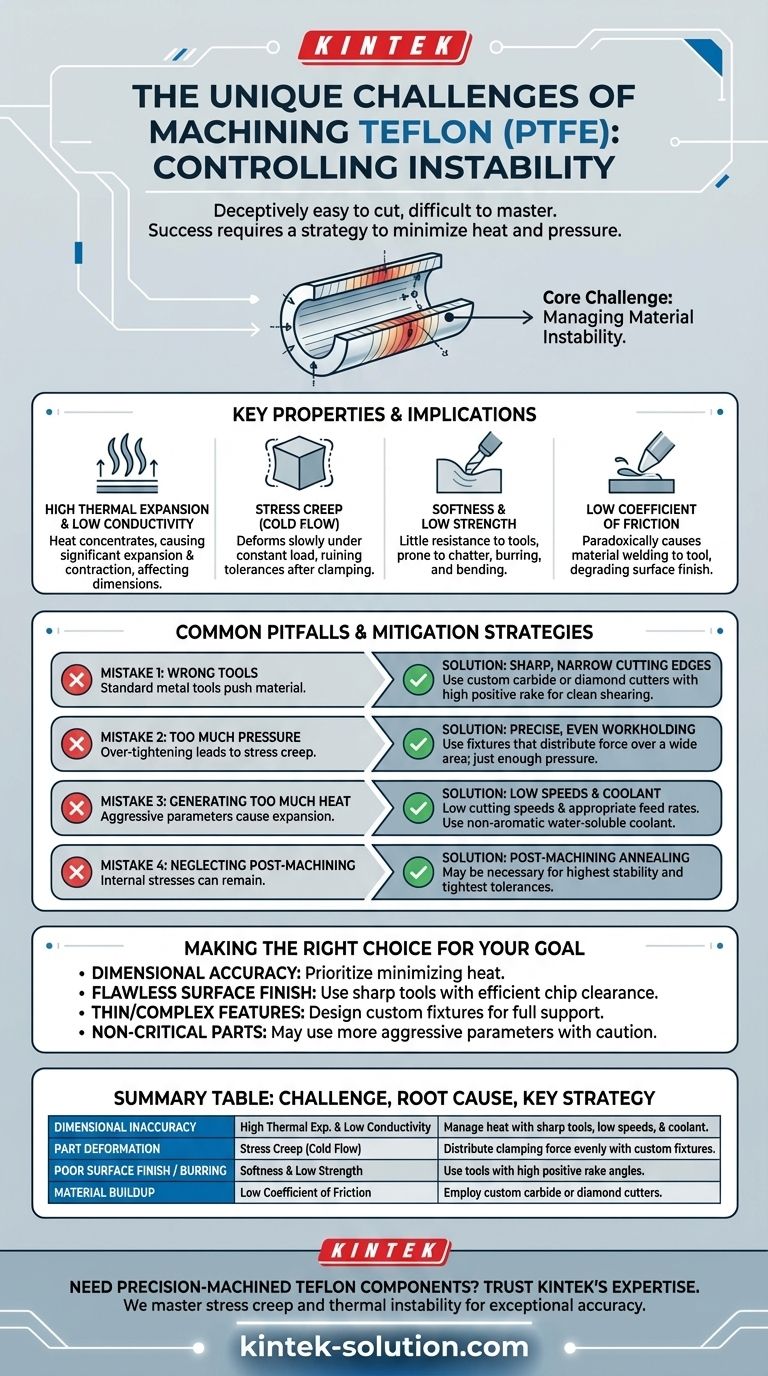
El desafío central en el mecanizado de Teflón no es cortar el material, sino controlar su inestabilidad inherente. El éxito requiere una estrategia centrada en minimizar el calor y la presión en cada etapa, desde la sujeción de la pieza hasta el corte final, para evitar que la pieza se deforme de manera impredecible.

La Causa Raíz: Gestión de la Inestabilidad del Material
A diferencia de los metales que son rígidos y térmicamente estables, el Teflón es fundamentalmente inestable durante el proceso de mecanizado. Su suavidad facilita la eliminación del material, pero esta misma propiedad lo hace muy susceptible a la deformación por la presión de la herramienta y las fuerzas de sujeción.
La verdadera dificultad radica en gestionar la respuesta del material al calor y al estrés del mecanizado. Sin el enfoque correcto, las piezas pueden terminar fácilmente fuera de tolerancia, deformadas o cubiertas de rebabas.
Propiedades Clave y sus Implicaciones en el Mecanizado
Comprender cuatro propiedades clave del material es fundamental para diagnosticar y resolver los desafíos del mecanizado de Teflón.
Alta Expansión Térmica y Baja Conductividad
El Teflón no disipa bien el calor. El calor generado por la herramienta de corte permanece concentrado en el punto de contacto, lo que provoca que el material se expanda significativamente.
Cuando la pieza se enfría, se contrae. Este cambio constante de tamaño durante la operación convierte la sujeción de dimensiones precisas en un desafío principal.
Fluencia por Tensión (Flujo en Frío)
El Teflón tiene una tendencia a deformarse lentamente con el tiempo cuando está bajo una carga constante, incluso a temperatura ambiente. Esto se conoce como fluencia por tensión o flujo en frío.
Cuando una pieza se sujeta en una mordaza, comienza a fluir. Después del mecanizado, una vez que se libera la presión de sujeción, la pieza se deformará, arruinando cualquier tolerancia ajustada que se haya logrado.
Suavidad y Baja Resistencia
Aunque la suavidad facilita el corte del material, también significa que ofrece poca resistencia a la herramienta de corte, lo que conlleva el riesgo de vibración de la herramienta (chatter).
Esta suavidad también hace que el Teflón sea propenso a formar rebabas y puede hacer que la pieza se deforme o se desvíe del cortador, especialmente con paredes delgadas o formas desequilibradas.
Bajo Coeficiente de Fricción
La famosa cualidad resbaladiza del Teflón puede hacer paradójicamente que el material se adhiera o se suelde a la punta de la herramienta de corte. Esto ocurre cuando el calor y la presión son lo suficientemente altos como para ablandar el material.
Esta acumulación en el filo de la herramienta degrada el acabado superficial y puede hacer que las dimensiones finales de la pieza queden fuera de especificación.
Errores Comunes y Cómo Evitarlos
Mecanizar Teflón con éxito requiere una mentalidad y un conjunto de herramientas específicos diseñados para contrarrestar sus propiedades inherentes.
Error 1: Usar las Herramientas Incorrectas
Las herramientas de corte estándar utilizadas para metales no funcionarán bien. La suavidad del Teflón exige bordes de corte estrechos y extremadamente afilados para crear una acción de corte limpia en lugar de empujar el material.
A menudo son necesarios cortadores de carburo personalizados con ángulos de desbaste positivos altos y un gran ángulo de juego para evitar la acumulación de material y garantizar una evacuación limpia de la viruta. Para la mayor precisión, los cortadores de diamante ofrecen un rendimiento superior.
Error 2: Aplicar Demasiada Presión
Apretar demasiado una mordaza es un error común que garantiza el fracaso debido a la fluencia por tensión. La sujeción de la pieza de trabajo debe ser precisa y aplicar solo la presión suficiente para asegurarla.
Utilice accesorios que distribuyan la fuerza de sujeción uniformemente sobre una amplia superficie. Esto proporciona soporte sin crear los puntos de presión localizados que conducen a la deformación.
Error 3: Generar Demasiado Calor
Las velocidades y avances de corte agresivos que funcionan para otros materiales generarán un calor excesivo en el Teflón, lo que provocará que se expanda y arruine las tolerancias.
Utilice velocidades de corte bajas y velocidades de avance apropiadas. También se recomienda encarecidamente la aplicación de un refrigerante soluble en agua no aromático para controlar el calor, mejorar el acabado superficial y prolongar la vida útil de la herramienta.
Error 4: Ignorar los Efectos Post-Mecanizado
Incluso con una técnica perfecta, se pueden inducir tensiones internas durante el mecanizado. Para piezas que requieren el mayor grado de estabilidad y las tolerancias más ajustadas, puede ser necesario un recocido posterior al mecanizado para aliviar estas tensiones.
Tomar la Decisión Correcta para su Objetivo
Su estrategia debe adaptarse en función de los requisitos específicos de la pieza terminada.
- Si su enfoque principal es la precisión dimensional: Priorice minimizar el calor utilizando herramientas muy afiladas, velocidades de corte bajas y un refrigerante eficaz.
- Si su enfoque principal es un acabado superficial impecable: Utilice herramientas con bordes de corte estrechos y afilados y geometrías diseñadas específicamente para una evacuación eficiente de la viruta.
- Si está trabajando con características delgadas o complejas: Diseñe accesorios personalizados que soporten completamente la pieza sin aplicar una presión de sujeción excesiva.
- Si su pieza no es crítica y las tolerancias son amplias: Es posible que pueda utilizar parámetros más agresivos, pero tenga en cuenta la acumulación de calor y la deformación.
El éxito en el mecanizado de Teflón no proviene de la fuerza, sino de un enfoque preciso y deliberado que respeta la naturaleza única e inestable del material.
Tabla Resumen:
| Desafío | Causa Raíz | Estrategia Clave de Mitigación |
|---|---|---|
| Imprecisión Dimensional | Alta expansión térmica y baja conductividad | Utilizar herramientas afiladas, velocidades bajas y refrigerante para controlar el calor. |
| Deformación de la Pieza (Fluencia por Tensión) | Flujo en frío del material bajo presión | Diseñar accesorios para distribuir uniformemente la fuerza de sujeción. |
| Mal Acabado Superficial / Rebabas | Suavidad y baja resistencia | Utilizar herramientas con ángulos de desbaste positivos altos para un corte limpio. |
| Acumulación de Material en la Herramienta | Bajo coeficiente de fricción | Emplear cortadores personalizados de carburo o diamante para una evacuación eficiente de la viruta. |
¿Necesita Componentes de Teflón Mecanizados con Precisión? Confíe en la Experiencia de KINTEK.
Mecanizar Teflón para cumplir con especificaciones exactas requiere conocimientos y equipos especializados. KINTEK fabrica componentes de PTFE de alta calidad (sellos, revestimientos, material de laboratorio y más) para los sectores de semiconductores, médico, laboratorio e industrial. Dominamos los desafíos de la fluencia por tensión y la inestabilidad térmica para entregar piezas con una precisión dimensional y un acabado superficial excepcionales.
Priorizamos la producción de precisión y ofrecemos fabricación personalizada desde prototipos hasta pedidos de gran volumen. Permítanos aplicar nuestra experiencia a su proyecto.
Contacte a KINTEK hoy mismo para obtener un presupuesto y vea cómo podemos aportar estabilidad y precisión a sus piezas de Teflón.
Guía Visual
Productos relacionados
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Fabricante de piezas de PTFE a medida para contenedores y componentes de teflón
- Disco de dispersión PTFE grado alimenticio y cosmético, paleta de agitación grande antiadherente y resistente a la corrosión, impulsor personalizable
- Barras de PTFE personalizables para aplicaciones industriales avanzadas
- Disco Dispersor de PTFE Resistente a la Corrosión y Pala de Agitación de Hélice para Altas Temperaturas para Mezcla Química de Laboratorio
La gente también pregunta
- ¿Cuáles son los beneficios clave del PTFE en la fabricación personalizada? Desbloquee el rendimiento en condiciones extremas
- ¿Por qué es importante la selección de herramientas en el mecanizado CNC de piezas de PTFE? Lograr precisión y calidad
- ¿Cuáles son las propiedades clave del Teflón (PTFE) utilizadas en piezas personalizadas? | Logre el máximo rendimiento
- ¿Qué industrias se benefician más de las piezas de PTFE personalizadas? Resuelva desafíos de entornos extremos
- ¿Qué industrias utilizan piezas de PTFE personalizadas y con qué fines? Resuelva desafíos críticos con materiales de alto rendimiento



















