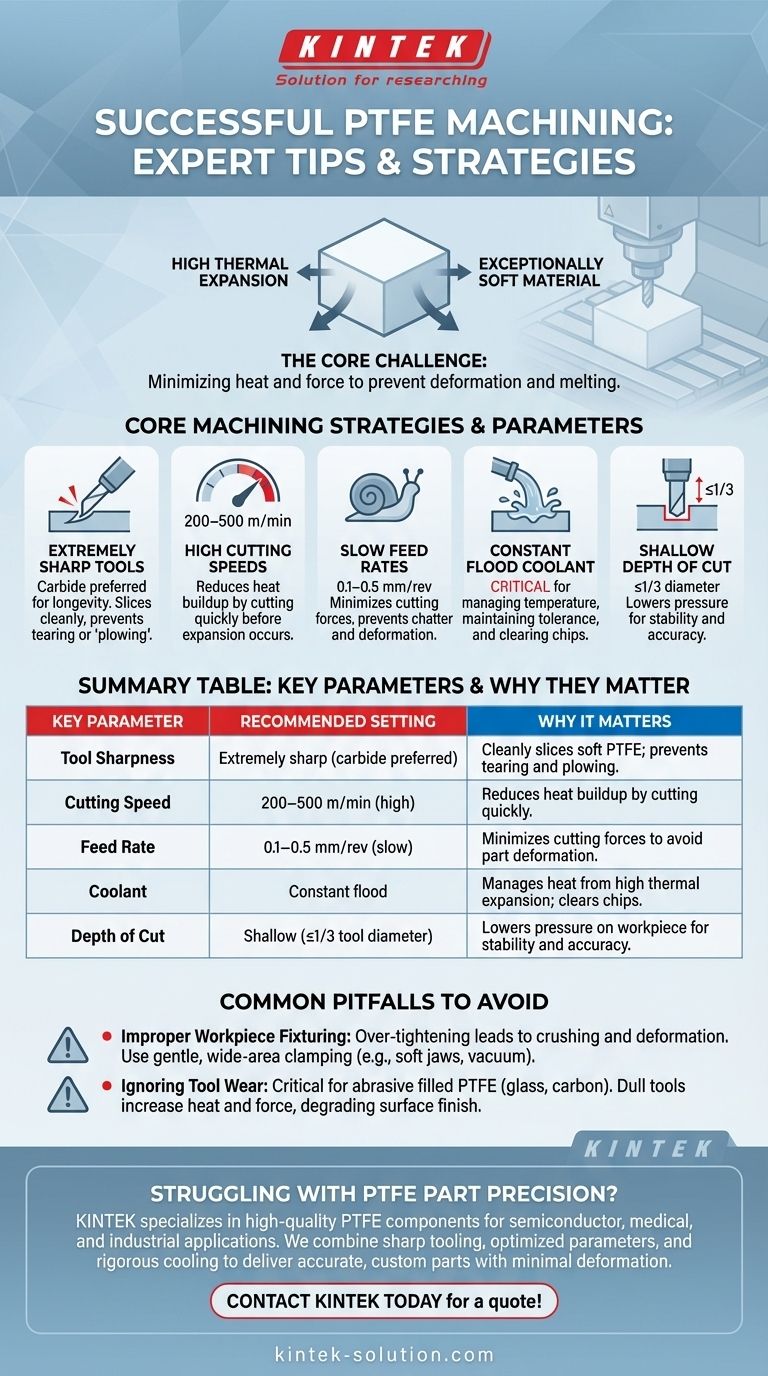
Para mecanizar PTFE con éxito, debe utilizar herramientas extremadamente afiladas, altas velocidades de corte, velocidades de avance lentas y una profundidad de corte superficial. Debido a que el PTFE es blando y se expande significativamente con el calor, aplicar un flujo constante de refrigerante es fundamental para controlar la temperatura, evitar la deformación y lograr tolerancias dimensionales estrictas.
El desafío central en el mecanizado de PTFE no es su dureza, sino su blandura, baja resistencia y alta expansión térmica. El éxito depende totalmente de minimizar las fuerzas de corte y la acumulación de calor para evitar que el material se deforme o se derrita durante el proceso.

Los desafíos únicos del mecanizado de PTFE
El politetrafluoroetileno (PTFE), a menudo conocido por la marca Teflon, presenta un conjunto único de desafíos de mecanizado. Comprender estas propiedades es el primer paso para producir piezas precisas.
Manejo de la blandura y la deformación
El PTFE es un material excepcionalmente blando. Esto significa que puede ser fácilmente comprimido o distorsionado por herramientas de corte desafiladas o una presión de sujeción excesiva de los accesorios.
En lugar de cortarse limpiamente, el material puede ser empujado o "arado" por una herramienta que no está lo suficientemente afilada, lo que provoca un mal acabado superficial e imprecisión dimensional.
Alto coeficiente de expansión térmica
El PTFE se expande y contrae con los cambios de temperatura mucho más que los metales o incluso muchos otros plásticos.
Incluso una pequeña cantidad de calor generado por el proceso de corte puede hacer que la pieza de trabajo se expanda, alterando las dimensiones críticas. Cuando la pieza se enfría, será más pequeña de lo previsto, lo que convierte el control de tolerancias en una preocupación principal.
El impacto de los rellenos (vidrio, carbono, grafito)
Para mejorar sus propiedades mecánicas, el PTFE a menudo se mezcla con rellenos como vidrio, carbono o grafito. Estos compuestos de PTFE ofrecen una mejor resistencia al desgaste, mayor estabilidad y menor deformación bajo carga.
Sin embargo, estos rellenos también hacen que el material sea significativamente más abrasivo. El mecanizado de PTFE relleno provocará un rápido desgaste de la herramienta, lo que requerirá herramientas de corte más duras y duraderas para mantener el filo y la precisión.
Estrategias y parámetros centrales de mecanizado
Lograr un resultado de alta calidad con PTFE requiere un enfoque deliberado que contrarreste directamente sus propiedades naturales.
La selección de herramientas es crítica
Sus herramientas de corte deben estar extremadamente afiladas. Un filo afilado corta limpiamente el material blando, mientras que un filo desafilado lo desgarrará.
Para el PTFE virgen, las herramientas de acero de alta velocidad (HSS) pueden funcionar, pero las herramientas con punta de carburo son una mejor opción para la longevidad y el filo. Para los grados de PTFE rellenos abrasivos, el carburo es esencial para resistir el desgaste.
Optimización de velocidades y avances
La regla general para el PTFE es alta velocidad, avance lento.
- Velocidades de corte: Mantenga altas velocidades de corte, típicamente en el rango de 200 a 500 m/min (hasta 1000 m/min en algunos casos). Esto permite que la herramienta corte el material antes de que se acumule calor significativo.
- Velocidades de avance: Utilice velocidades de avance más lentas, alrededor de 0,1 a 0,5 mm/rev. Un avance lento reduce las fuerzas de corte ejercidas sobre el material, evitando que vibre o se deforme.
El papel del refrigerante
Un suministro constante y generoso de refrigerante no es negociable. El refrigerante cumple dos funciones principales.
Primero, controla el calor en el punto de corte, evitando la expansión térmica y preservando la precisión dimensional. Segundo, ayuda a eliminar las virutas, que de otro modo podrían volverse gomosas y enrollarse alrededor de la herramienta.
Control de la profundidad de corte
Utilice una profundidad de corte superficial. Una buena pauta es no exceder un tercio del diámetro de la herramienta de corte.
Esto minimiza la presión sobre la pieza de trabajo, reduciendo aún más el riesgo de deformación y vibración de la herramienta, lo cual es común con materiales blandos.
Errores comunes a evitar
El éxito con el PTFE a menudo radica en evitar errores comunes relacionados con sus propiedades únicas.
Fijación inadecuada de la pieza de trabajo
Apretar demasiado un tornillo o una abrazadera puede aplastar o deformar fácilmente una pieza de PTFE antes de realizar el primer corte.
Utilice accesorios que distribuyan la fuerza de sujeción sobre una amplia superficie, como mordazas blandas o accesorios de vacío, para sujetar la pieza de trabajo de forma segura sin distorsión.
Ignorar el desgaste de la herramienta
Esto es especialmente crítico con el PTFE relleno. A medida que la herramienta se desafila debido a los rellenos abrasivos, las fuerzas de corte aumentan, el calor se acumula y el acabado superficial se degrada rápidamente.
Inspeccione sus herramientas con regularidad para comprobar su filo y reemplácelas antes de que causen problemas. Una herramienta afilada es su activo más importante.
Tomar la decisión correcta para su objetivo
Su enfoque debe adaptarse al grado específico de PTFE con el que está trabajando y a la precisión que requiere su pieza final.
- Si su enfoque principal es mecanizar PTFE virgen (sin relleno): Priorice herramientas extremadamente afiladas y refrigeración agresiva para controlar su blandura y alta expansión térmica.
- Si su enfoque principal es mecanizar PTFE relleno (vidrio, carbono): Utilice herramientas de carburo duras y resistentes al desgaste y sígalas de cerca para detectar el desafilado causado por los rellenos abrasivos.
- Si su enfoque principal es lograr tolerancias de alta precisión: Enfatice la estabilidad del proceso por encima de todo: una sujeción segura pero suave, un flujo de refrigerante constante y velocidades y avances finamente ajustados son esenciales.
Al respetar las características únicas del material, puede producir de manera confiable componentes de PTFE precisos y de alta calidad.
Tabla de resumen:
| Parámetro clave | Configuración recomendada | Por qué es importante |
|---|---|---|
| Nitidez de la herramienta | Extremadamente afilada (se prefiere el carburo) | Corta limpiamente el PTFE blando; evita el desgarro y el arado. |
| Velocidad de corte | 200–500 m/min (alta) | Reduce la acumulación de calor al cortar rápidamente. |
| Velocidad de avance | 0,1–0,5 mm/rev (lenta) | Minimiza las fuerzas de corte para evitar la deformación de la pieza. |
| Refrigerante | Flujo constante | Controla el calor de la alta expansión térmica; elimina las virutas. |
| Profundidad de corte | Superficial (≤1/3 del diámetro de la herramienta) | Reduce la presión sobre la pieza de trabajo para lograr estabilidad y precisión. |
¿Tiene problemas con la precisión de las piezas de PTFE? KINTEK se especializa en el mecanizado de componentes de PTFE de alta calidad (sellos, revestimientos, material de laboratorio) para aplicaciones semiconductoras, médicas e industriales. Combinamos herramientas afiladas, parámetros optimizados y refrigeración rigurosa para entregar piezas personalizadas, desde prototipos hasta pedidos de gran volumen, con tolerancias exactas y mínima deformación. Deje que nuestra experiencia resuelva sus desafíos con PTFE. ¡Contacte a KINTEK hoy para obtener una cotización!
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Embudo de goteo a presión constante de politetrafluoroetileno PTFE personalizado, conjunto de control de fluidos resistente a la corrosión con compatibilidad para tapones de conversión
- Disco Dispersor de PTFE Resistente a la Corrosión y Pala de Agitación de Hélice para Altas Temperaturas para Mezcla Química de Laboratorio
- Embudo de separación a presión constante de PTFE personalizado, material de laboratorio resistente a la corrosión y bajo fondo para matraces PFA
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
La gente también pregunta
- ¿Cuáles son las ventajas de mecanizar PTFE sobre otros materiales? Desbloquee un rendimiento superior en entornos hostiles
- ¿Se pueden personalizar las piezas de PTFE mecanizadas? Logre soluciones de precisión para aplicaciones exigentes
- ¿Cuáles son algunas aplicaciones comunes del PTFE mecanizado? Aproveche sus propiedades únicas para aplicaciones exigentes
- ¿Qué opciones de personalización están disponibles para los materiales de PTFE? Adapte el rendimiento a su aplicación
- ¿Qué hace que el PTFE mecanizado sea adecuado para aplicaciones industriales? Rendimiento inigualable en condiciones extremas



















