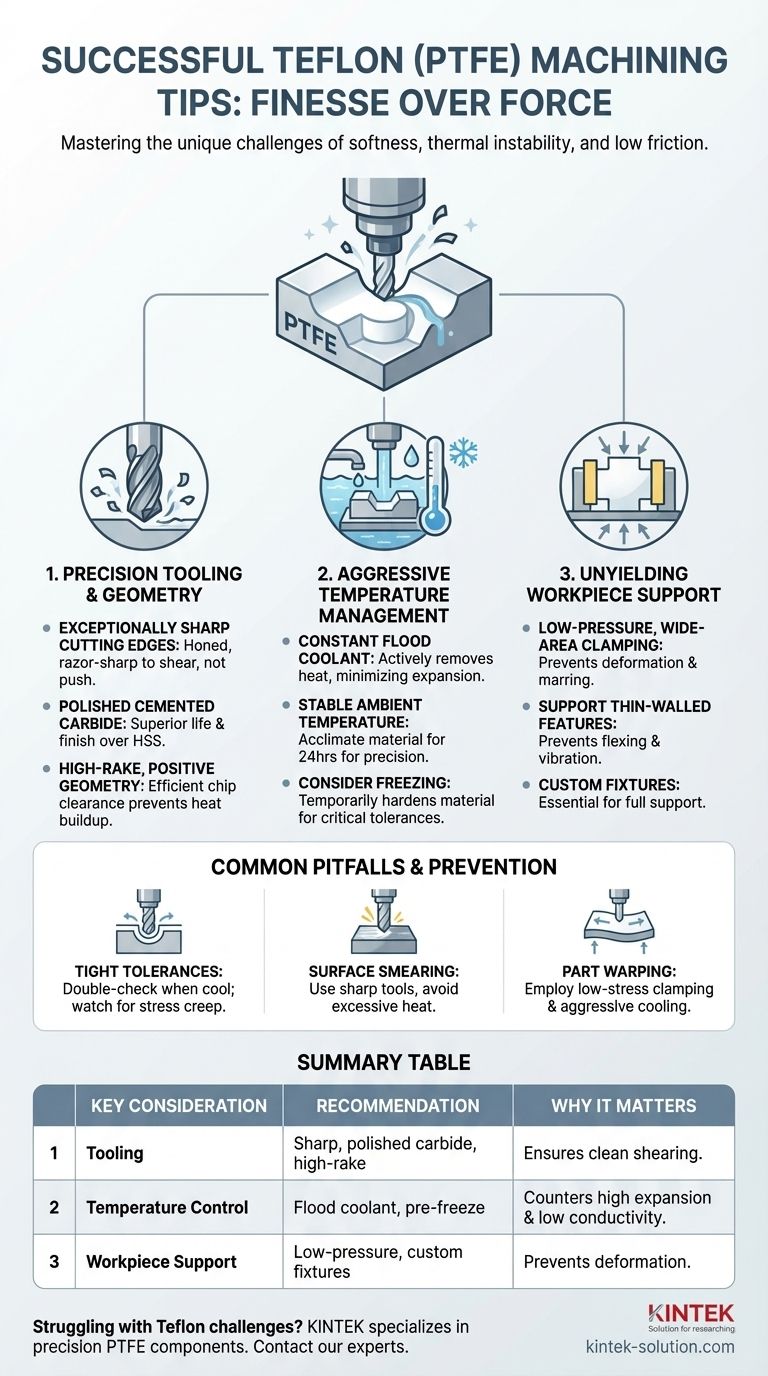
Para mecanizar con éxito el Teflón (PTFE), debe centrarse en tres áreas críticas: utilizar herramientas de carburo excepcionalmente afiladas y pulidas con geometrías que promuevan la evacuación de la viruta, gestionar agresivamente la temperatura con refrigerantes o incluso congelando el material, y proporcionar un soporte robusto a la pieza de trabajo para evitar que el material blando se deforme bajo presión. Estas técnicas contrarrestan directamente la suavidad inherente del Teflón, su baja conductividad térmica y su alta tasa de expansión térmica.
El desafío central del mecanizado de Teflón no es su dureza, sino su combinación única de suavidad, inestabilidad térmica y baja fricción. El éxito requiere una estrategia de delicadeza sobre la fuerza, centrándose enteramente en gestionar la acumulación de calor y prevenir la deformación física en cada etapa del proceso.

Por qué el mecanizado de Teflón es un desafío único
Antes de aplicar técnicas específicas, es esencial comprender las propiedades del material que dictan toda la estrategia de mecanizado. Las características más valiosas del Teflón para su aplicación final son las mismas que lo hacen difícil de procesar con precisión.
El problema de la suavidad
El Teflón es un material excepcionalmente blando. Esto significa que tiene una fuerte tendencia a comprimirse, deformarse o untarse bajo la presión de la herramienta en lugar de cortarse limpiamente.
Esto requiere bordes de corte extremadamente afilados y una estrategia de sujeción de la pieza de trabajo que soporte toda la pieza, evitando que se flexione lejos de la herramienta.
El problema de la expansión térmica
El Teflón tiene un coeficiente de expansión térmica muy alto. Incluso un pequeño aumento de temperatura debido a la fricción del corte hará que el material se expanda significativamente.
Esta expansión puede arruinar la precisión dimensional, haciendo imposible mantener tolerancias estrictas si el calor no se gestiona activamente. Es la razón principal por la que el refrigerante no es solo recomendable, sino esencial.
El problema de la baja conductividad térmica
Complicando el problema de la expansión, el Teflón es un excelente aislante. No disipa bien el calor.
Esto significa que cualquier calor generado por la herramienta de corte permanece concentrado en el punto de corte, lo que conduce rápidamente a la expansión del material, el apelmazamiento y la posible fusión.
Los pilares del mecanizado exitoso de Teflón
Un enfoque exitoso se basa en controlar los factores de herramientas, temperatura y soporte. Fallar en cualquiera de estos comprometerá la pieza final.
Selección y geometría de la herramienta
La herramienta adecuada es el factor más importante para lograr un corte limpio en lugar de un desastre untado.
Utilice bordes de corte extremadamente afilados. Es obligatorio un borde pulido y afilado como una navaja. Cualquier falta de filo hará que la herramienta empuje y unte el material en lugar de cortarlo.
Elija herramientas de carburo cementado. Si bien el acero de alta velocidad (HSS) afilado puede funcionar, las herramientas de carburo cementado pulido proporcionan una vida útil y un acabado superficial superiores.
Asegure una geometría positiva y de alto desprendimiento (rake). La herramienta debe estar diseñada para levantar y evacuar las virutas de la pieza de trabajo de manera eficiente. Una mala evacuación de la viruta conduce a la acumulación de calor y al daño superficial.
Gestión agresiva de la temperatura
Controlar la temperatura de la pieza es controlar sus dimensiones. Esto no se puede exagerar.
Aplique un flujo constante de refrigerante. Los refrigerantes solubles en agua son excelentes para eliminar activamente el calor de la zona de corte, minimizando la expansión térmica.
Mantenga una temperatura ambiente estable. Para trabajos de alta precisión, permita que el material se aclimate a la temperatura del taller durante 24 horas antes de mecanizarlo para asegurar un punto de partida estable.
Considere congelar el material. Para las tolerancias más críticas, congelar temporalmente el PTFE lo hace más duro y rígido. Esto reduce drásticamente la deformación y los efectos térmicos, permitiendo cortes más precisos.
Soporte inquebrantable de la pieza de trabajo
Debido a que el Teflón es tan blando, se deformará fácilmente bajo la presión de sujeción o la fuerza del propio corte.
Utilice una presión de sujeción baja en un área superficial amplia. Evite las mordazas de mandíbula afilada que puedan rayar o indentar el material. Las mordazas blandas o accesorios personalizados que soporten completamente la pieza son ideales.
Soporte características delgadas o delicadas. Asegúrese de que el material directamente detrás del área que se está cortando esté completamente soportado para evitar que se flexione o vibre.
Comprender los escollos comunes
Incluso con la estrategia correcta, ciertos desafíos son inherentes al trabajo con PTFE. Reconocerlos es clave para la solución de problemas y la prevención.
El desafío de las tolerancias estrictas
Mantener tolerancias estrictas es difícil debido a los efectos combinados de la expansión térmica y el arrastre por tensión (stress creep): la tendencia del material a deformarse lentamente con el tiempo cuando está bajo presión.
Siempre verifique dos veces las dimensiones después de que la pieza se haya enfriado a temperatura ambiente y tenga en cuenta que puede producirse un movimiento posterior al mecanizado.
Evitar el untado superficial y las rebabas
El untado es una señal de que el material se está derritiendo o está siendo empujado por la herramienta en lugar de cortarse. Casi siempre es causado por una herramienta desafilada, calor excesivo o velocidades de avance incorrectas.
Asimismo, el Teflón no produce una "viruta" convencional, sino más bien un material residual gomoso y continuo. Las herramientas afiladas y la geometría adecuada son esenciales para cortar este material limpiamente y prevenir grandes rebabas.
Mitigar la deformación de la pieza
La deformación puede ocurrir tanto durante como después del mecanizado. Generalmente es causada por la liberación de tensiones internas en el material o por un calor y una fuerza de sujeción excesivos. Utilizar métodos de sujeción de bajo estrés y refrigeración agresiva es la mejor manera de evitar que la pieza cambie de forma inesperadamente.
Tomar la decisión correcta para su objetivo
Su estrategia de mecanizado debe adaptarse a los requisitos específicos de la pieza terminada.
- Si su enfoque principal es lograr las tolerancias más estrictas: Priorice el control agresivo de la temperatura, incluido el preenfriamiento o congelación del material antes de realizar los pasadas finales.
- Si su enfoque principal es el mejor acabado superficial posible: Concéntrese en utilizar herramientas de carburo pulido excepcionalmente afiladas y considere el chorreado de cuentas posterior al mecanizado para un acabado mate uniforme.
- Si su enfoque principal es prevenir la deformación en piezas de pared delgada: Diseñe accesorios que proporcionen soporte completo a la pieza de trabajo y utilice un flujo constante de refrigerante para prevenir la deformación inducida por el calor.
En última instancia, dominar el mecanizado de Teflón consiste en respetar las propiedades únicas del material y adaptar su proceso para tenerlas en cuenta.
Tabla de resumen:
| Consideración clave | Recomendación | Por qué es importante |
|---|---|---|
| Herramientas | Utilice herramientas de carburo pulido y afiladas con geometría de alto desprendimiento. | Asegura un corte limpio en lugar de untar el material blando. |
| Control de temperatura | Aplique refrigerante en flujo o pre-congele el material. | Contrarresta la alta expansión térmica y la baja conductividad para mantener las tolerancias. |
| Soporte de la pieza de trabajo | Utilice sujeción de baja presión y área amplia y accesorios personalizados. | Previene la deformación del PTFE blando bajo las fuerzas de corte o sujeción. |
¿Tiene problemas con desafíos de mecanizado de Teflón como el untado, la deformación o el mantenimiento de tolerancias estrictas? No tiene por qué ser así. En KINTEK, nos especializamos en la fabricación de precisión de componentes de PTFE, desde sellos y revestimientos personalizados hasta material de laboratorio complejo, para los sectores de semiconductores, médico e industrial. Nuestra experiencia en herramientas avanzadas y gestión de la temperatura garantiza que sus piezas de PTFE se fabriquen con las especificaciones exactas, cada vez.
Permítanos manejar las complejidades. Contacte a nuestros expertos hoy mismo para discutir su proyecto, desde el prototipo hasta la producción de gran volumen.
Guía Visual
Productos relacionados
- Celda de muestra cónica de PTFE mecanizada a medida, recipiente triangular de fluoropolímero resistente a la corrosión para análisis de trazas
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Aparato de Laboratorio Personalizado de PTFE: Celdas de Reacción Resistentes a la Corrosión y de Bajo Fondo, Fabricación CNC de Precisión
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Cortador de membrana de filtro de PTFE de alta pureza con hoja de cerámica para análisis de PM2.5 y divisor de papel de filtro de laboratorio personalizable
La gente también pregunta
- ¿Cuáles son las principales ventajas de usar PTFE para piezas personalizadas? Resuelva Desafíos de Ingeniería Complejos
- ¿Qué opciones de personalización están disponibles para los materiales de PTFE? Adapte el rendimiento a su aplicación
- ¿Cuáles son las ventajas de mecanizar PTFE sobre otros materiales? Desbloquee un rendimiento superior en entornos hostiles
- ¿Cómo se fabrican típicamente los recipientes y aparatos de laboratorio de PTFE? Dentro del proceso de mecanizado de precisión
- ¿Se pueden personalizar las piezas de PTFE mecanizadas? Logre soluciones de precisión para aplicaciones exigentes



















