Para mecanizar con éxito el politetrafluoroetileno (PTFE), debe priorizar las herramientas afiladas para obtener cortes limpios, una refrigeración eficaz para gestionar la expansión térmica, velocidades y avances controlados para evitar el desgarro del material y una presión de sujeción mínima para evitar la deformación de la pieza.
El desafío central del mecanizado de PTFE no es su dureza, sino su inestabilidad inherente. El éxito depende enteramente de gestionar la tendencia del material a deformarse bajo presión y a expandirse con el calor, lo que requiere un enfoque en la delicadeza por encima de la fuerza.

El Desafío Central: Comprender el Comportamiento del PTFE
Mecanizar PTFE es engañosamente simple a primera vista. Es blando y se corta fácilmente. Sin embargo, lograr la precisión dimensional requiere una comprensión profunda de sus tres características principales.
Su Engañosa Suavidad
La baja densidad y suavidad del PTFE significan que ofrece poca resistencia a la herramienta de corte. Si bien esto facilita la remoción, también hace que el material sea propenso a rasgarse, engancharse y vibrar si la herramienta no está perfectamente afilada.
Esta suavidad también da como resultado la formación de rebabas significativas en los bordes de la pieza, que deben eliminarse cuidadosamente en un paso final de desbarbado para garantizar la función y el montaje adecuados.
Expansión Térmica Extrema
El PTFE tiene un coeficiente de expansión térmica muy alto. Incluso una pequeña cantidad de calor generado por la fricción durante el corte hará que el material se expanda significativamente, arruinando las tolerancias dimensionales.
Una vez que la pieza se enfría, se contraerá, y las dimensiones que parecían correctas durante el corte ya no estarán dentro de las especificaciones. Esto convierte la gestión del calor en la batalla principal en el mecanizado de precisión de PTFE.
Tendencia al Flujo por Esfuerzo (Stress Creep)
Bajo presión, el PTFE se deformará con el tiempo. Esta propiedad, conocida como flujo por esfuerzo (stress creep), es un gran desafío para la sujeción de la pieza de trabajo.
Si una pieza se sujeta con demasiada fuerza en una mordaza o accesorio, se comprimirá lentamente. La pieza puede estar mecanizada perfectamente, pero una vez que se libera la presión de sujeción, volverá a una forma distorsionada e inutilizable.
Parámetros y Técnicas Esenciales de Mecanizado
Cada decisión de mecanizado debe tomarse con el objetivo de mitigar las tendencias naturales del material.
Selección de Herramientas: La Nitidez No es Negociable
El factor más importante es el filo de la herramienta de corte. Utilice herramientas extremadamente afiladas con un ángulo de desprendimiento alto y una superficie pulida y lisa.
Si bien las herramientas de Acero Rápido (HSS) o carburo funcionan bien, la nitidez y la geometría del filo de corte son mucho más críticas que el material de la herramienta en sí. Una herramienta desafilada arará el material, generando calor excesivo y un mal acabado.
Velocidades y Avances: Un Equilibrio Delicado
El objetivo es producir una viruta limpia sin generar calor excesivo. Frotar, en lugar de cortar, es la principal fuente de calor y debe evitarse.
Comience con velocidades de corte moderadas, típicamente entre 200 y 500 pies superficiales por minuto (SFM).
Utilice velocidades de avance lo suficientemente altas como para mantener una viruta continua, generalmente 0.002 a 0.010 pulgadas por revolución (IPR). Una velocidad de avance demasiado lenta hará que la herramienta se frote, generando calor y un mal acabado superficial.
El Papel del Refrigerante
El uso constante y liberal de refrigerante es obligatorio para gestionar la expansión térmica. El objetivo es inundar la pieza y la herramienta para disipar el calor tan rápido como se genera.
El aire a presión puede funcionar para cortes desbastados, pero un refrigerante soluble en agua es superior para las operaciones de acabado y para mantener tolerancias estrictas.
Sujeción de la Pieza: Presión Ligera y Constante
Evite la deformación utilizando la presión de sujeción mínima absoluta necesaria para sujetar la pieza de forma segura.
Utilice accesorios con áreas de superficie anchas o mordazas blandas personalizadas para distribuir la fuerza de sujeción uniformemente. Nunca aplique presión concentrada en un solo punto, ya que esto garantizará la distorsión debido al flujo por esfuerzo.
Comprender las Trampas y las Compensaciones
Ignorar las propiedades únicas del PTFE conducirá constantemente a piezas fallidas. La conciencia de los modos de falla comunes es clave para la prevención.
El Desafío de las Tolerancias Estrechas
Debido a su alta expansión térmica y tendencia al flujo, mantener tolerancias estrictas en PTFE es notoriamente difícil. Los diseños de piezas deben tener esto en cuenta.
Si un diseño requiere tolerancias extremadamente ajustadas, es fundamental realizar los cortes de acabado en un entorno con temperatura controlada y permitir que el material se estabilice antes de las mediciones finales.
El Paso Final y Crítico: Desbarbado
La naturaleza blanda y fibrosa del PTFE significa que casi todas las características mecanizadas tendrán una rebaba significativa.
Esto no es un signo de mecanizado deficiente, sino una propiedad inherente del material. Un proceso de desbarbado manual o automatizado, minucioso y cuidadoso, es un paso final requerido para casi cualquier pieza funcional de PTFE.
Piezas Desequilibradas o de Pared Delgada
La combinación de suavidad y generación de calor hace que el mecanizado de piezas de pared delgada o desequilibradas sea especialmente desafiante. Las fuerzas de corte y el calor pueden hacer que estas características se desvíen o deformen fácilmente, lo que lleva a imprecisiones.
Tomar la Decisión Correcta para su Objetivo
Su enfoque debe adaptarse en función del resultado más crítico para su pieza específica.
- Si su enfoque principal es lograr la mayor precisión dimensional posible: Priorice la refrigeración agresiva y una presión de sujeción mínima y distribuida uniformemente por encima de todo lo demás.
- Si su enfoque principal es lograr un acabado superficial superior: Concéntrese en utilizar herramientas excepcionalmente afiladas y pulidas y una velocidad de avance optimizada para producir una viruta limpia sin frotamiento.
- Si su enfoque principal es prevenir la deformación de la pieza: Diseñe accesorios que soporten toda la pieza de trabajo y aplique la fuerza de sujeción mínima absoluta requerida.
En última instancia, mecanizar PTFE con éxito significa respetar las propiedades del material en lugar de luchar contra ellas.
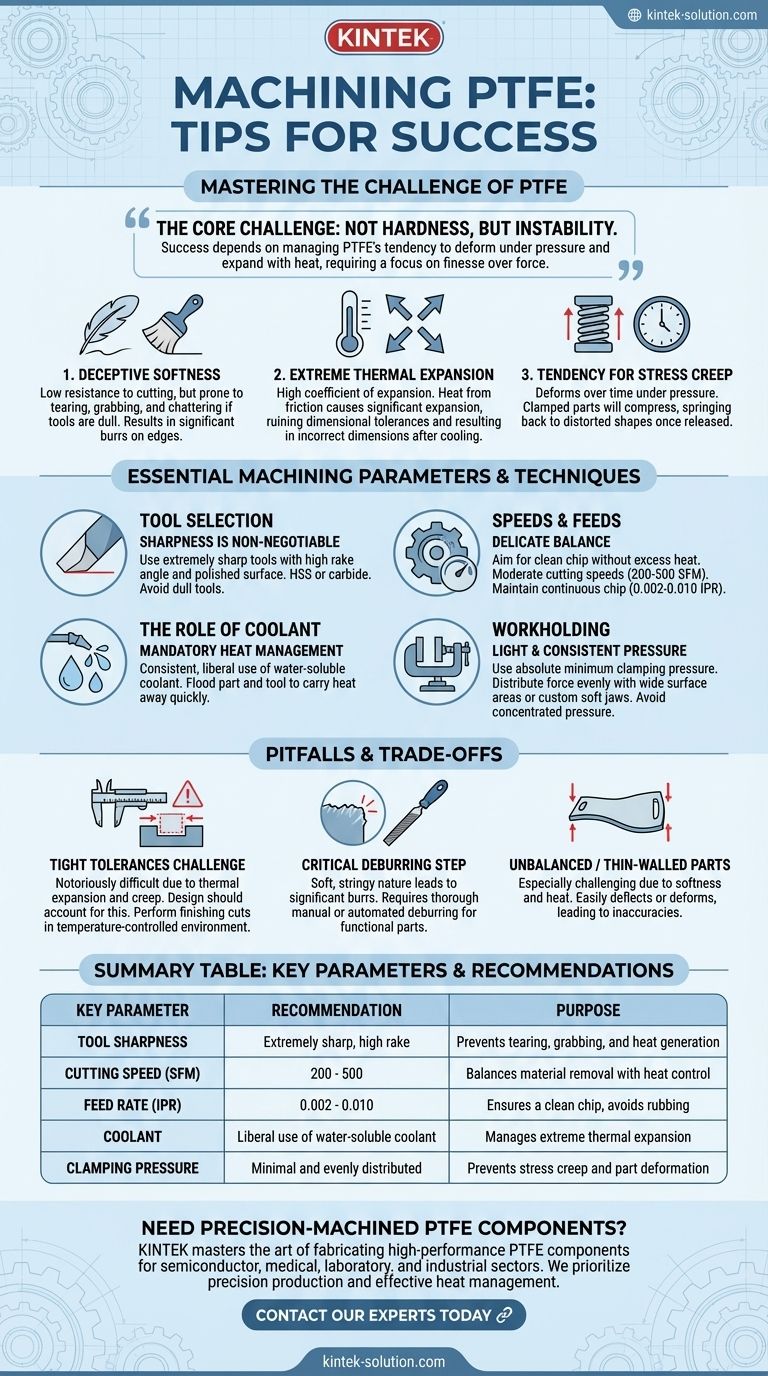
Tabla Resumen:
| Parámetro Clave | Recomendación | Propósito |
|---|---|---|
| Nitidez de la Herramienta | Extremadamente afilada, ángulo de desprendimiento alto | Previene el desgarro, el enganche y la generación de calor |
| Velocidad de Corte (SFM) | 200 - 500 | Equilibra la remoción de material con el control del calor |
| Velocidad de Avance (IPR) | 0.002 - 0.010 | Asegura una viruta limpia, evita el roce |
| Refrigerante | Uso liberal de refrigerante soluble en agua | Gestiona la expansión térmica extrema |
| Presión de Sujeción | Mínima y distribuida uniformemente | Previene el flujo por esfuerzo y la deformación de la pieza |
¿Necesita Componentes de PTFE Mecanizados con Precisión?
Mecanizar PTFE a especificaciones exactas requiere experiencia especializada y un profundo respeto por las propiedades del material. En KINTEK, hemos dominado el arte de fabricar componentes de PTFE de alto rendimiento, desde sellos y revestimientos hasta material de laboratorio complejo, para los sectores de semiconductores, médico, laboratorio e industrial.
Priorizamos la producción de precisión y la gestión eficaz del calor para garantizar que sus piezas cumplan con requisitos dimensionales y funcionales estrictos, ya sea que necesite prototipos o pedidos de alto volumen.
Permítanos manejar los desafíos del mecanizado de PTFE por usted. Contacte a nuestros expertos hoy para discutir sus necesidades de fabricación personalizadas.
Guía Visual
Productos relacionados
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Mecanizado a medida moldeado PTFE Teflon fabricante de piezas para el laboratorio ITO FTO vidrio conductor de limpieza Cesta de la flor
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Bolas Personalizadas de PTFE Teflón para Aplicaciones Industriales Avanzadas
- Disco Dispersor de PTFE Resistente a la Corrosión y Pala de Agitación de Hélice para Altas Temperaturas para Mezcla Química de Laboratorio
La gente también pregunta
- ¿Qué capacidades de fabricación están asociadas con las piezas de PTFE? Desbloquee la precisión con el mecanizado experto
- ¿Qué industrias utilizan piezas de PTFE personalizadas y con qué fines? Resuelva desafíos críticos con materiales de alto rendimiento
- ¿Cuáles son los beneficios clave del PTFE en la fabricación personalizada? Desbloquee el rendimiento en condiciones extremas
- ¿Qué industrias se benefician más de las piezas de PTFE personalizadas? Resuelva desafíos de entornos extremos
- ¿Cuáles son las principales ventajas de usar PTFE para piezas personalizadas? Resuelva Desafíos de Ingeniería Complejos



















