Las consideraciones finales más importantes al mecanizar Teflón (PTFE) son anticipar la inestabilidad del material, implementar protocolos de seguridad estrictos y, a menudo, realizar un proceso de relajación de tensiones posterior al mecanizado. El éxito con el Teflón tiene menos que ver con el corte en sí y más con el control de las fuerzas térmicas y físicas que hacen que se deforme, fluya y libere vapores peligrosos.
Las características definitorias del Teflón —su suavidad, alta expansión térmica y baja fricción— son también sus mayores desafíos de mecanizado. Dominar este material requiere una estrategia centrada en minimizar el calor, asegurar la pieza de trabajo sin distorsión y priorizar la seguridad del operario por encima de todo.

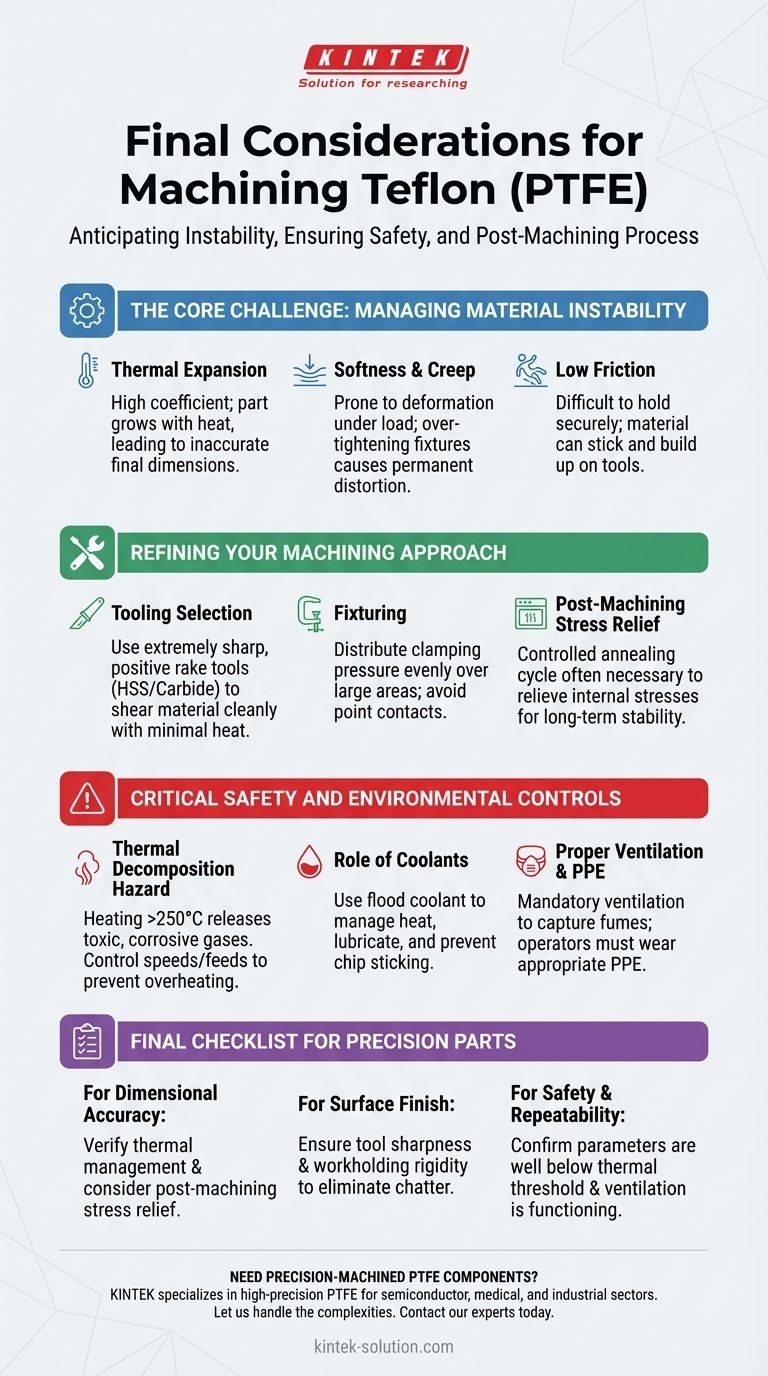
El Desafío Central: Gestionar la Inestabilidad del Material
El mecanizado de Teflón es fundamentalmente diferente al mecanizado de metales o incluso de otros plásticos. Las propiedades únicas del material requieren un cambio de mentalidad, pasando de la eliminación agresiva de material a una conformación suave y precisa mientras se gestiona su inestabilidad inherente.
El Problema de la Expansión Térmica
El Teflón tiene un coeficiente de expansión térmica extremadamente alto. Esto significa que se expande y contrae significativamente incluso con cambios menores de temperatura.
El calor generado por el proceso de corte puede hacer que la pieza crezca, lo que resulta en dimensiones finales inexactas una vez que se enfría a temperatura ambiente. Esta es una causa principal de no poder mantener tolerancias ajustadas.
Suavidad, Flujo y Deformación
El Teflón es excepcionalmente blando y propenso al flujo por tensión (stress creep), lo que significa que se deformará lentamente con el tiempo cuando esté bajo una carga constante.
Apretar demasiado un tornillo de banco o una abrazadera no solo dañará la superficie, sino que puede distorsionar permanentemente la pieza. Esta suavidad también lo hace susceptible al vibrado de la herramienta (tool chatter), lo que degrada el acabado superficial.
La Paradoja de la Baja Fricción
La famosa cualidad resbaladiza del material hace que sea difícil de sujetar de forma segura para el mecanizado. Este bajo coeficiente de fricción también puede hacer que el material se pegue y se acumule en la herramienta de corte, especialmente si la herramienta no está lo suficientemente afilada.
Refinando su Enfoque de Mecanizado
Para contrarrestar los desafíos inherentes del Teflón, su estrategia final debe centrarse en herramientas especializadas, sujeción cuidadosa de la pieza de trabajo y tratamientos posteriores al mecanizado.
La Selección de Herramientas es Innegociable
Su elección de herramienta de corte es fundamental. El objetivo es cizallar el material limpiamente con una fricción mínima y generación de calor.
Utilice siempre bordes de corte extremadamente afilados. Tanto las herramientas de acero de alta velocidad (HSS) como las de carburo pueden funcionar, pero la nitidez es más importante que el material. Las herramientas deben tener un ángulo de desbaste positivo para crear una acción de corte.
Para operaciones específicas como la perforación, considere herramientas especializadas como brocas de espiral parabólica diseñadas para una evacuación eficiente de virutas en materiales blandos.
La Importancia de la Fijación
Asegurar la pieza de trabajo requiere un equilibrio delicado. Debe sujetarla con la firmeza suficiente para resistir las fuerzas de corte, pero con la suavidad suficiente para evitar la distorsión.
Utilice fijaciones con una gran superficie para distribuir la presión de sujeción de manera uniforme. Evite los contactos puntuales que puedan clavarse y deformar el material.
Relajación de Tensiones Posterior al Mecanizado
Incluso con una técnica perfecta, el mecanizado introduce tensiones internas en una pieza de Teflón. Para aplicaciones que requieren tolerancias ajustadas y estabilidad a largo plazo, a menudo es necesario un ciclo de recocido o relajación de tensiones posterior al mecanizado.
Esto implica calentar la pieza en un horno controlado a una temperatura específica por debajo de su punto de fusión y luego enfriarla lentamente, permitiendo que la estructura interna del material se relaje en un estado estable.
Controles Críticos de Seguridad y Medioambientales
No gestionar el entorno de mecanizado para el Teflón no es solo un problema de calidad; es un grave peligro para la seguridad.
El Peligro de Descomposición Térmica
Calentar el Teflón por encima de 250 °C (482 °F) puede hacer que se descomponga, liberando gases altamente tóxicos y corrosivos. Estos vapores representan un riesgo significativo para la salud.
Es absolutamente esencial controlar las velocidades y avances de corte para evitar el sobrecalentamiento. Nunca permita que las virutas se decoloren por el calor.
El Papel de los Refrigerantes
El uso de un sistema de refrigerante por inundación es una forma eficaz de gestionar el calor, lubricar el corte y evitar que las virutas se peguen a la herramienta.
Si mecaniza en seco, debe utilizar parámetros de corte aún más conservadores y contar con un sistema para una eliminación eficiente de las virutas para evitar la acumulación de calor.
Ventilación Adecuada y EPP
Un sistema de ventilación robusto es obligatorio para capturar cualquier posible vapor en la fuente. Los operarios siempre deben usar el equipo de protección personal (EPP) apropiado, incluidas gafas de seguridad.
Lista de Verificación Final para Piezas de Teflón de Precisión
Para asegurar que su proceso dé un resultado exitoso, adapte su revisión final a su objetivo principal.
- Si su enfoque principal es la precisión dimensional: Su verificación final debe centrarse en la gestión térmica, asegurando que su refrigerante sea efectivo y considerando un ciclo de relajación de tensiones posterior al mecanizado.
- Si su enfoque principal es el acabado superficial: Su verificación final debe centrarse en la nitidez de sus herramientas de corte y la rigidez de la sujeción de la pieza de trabajo para eliminar el vibrado.
- Si su enfoque principal es la seguridad y la repetibilidad: Su verificación final debe ser confirmar que los parámetros de corte están muy por debajo del umbral de descomposición térmica y que todos los sistemas de ventilación funcionan perfectamente.
En última instancia, el mecanizado exitoso de Teflón proviene de respetar las propiedades del material en lugar de luchar contra ellas.
Tabla de Resumen:
| Consideración Clave | Por Qué es Importante |
|---|---|
| Expansión Térmica | Previene la imprecisión dimensional a medida que la pieza se enfría. |
| Herramientas Afiladas | Asegura un corte limpio, minimiza el calor y previene la acumulación de material. |
| Fijación Suave | Evita la deformación permanente de la pieza por la presión de sujeción. |
| Protocolos de Seguridad | Mitiga el riesgo de vapores tóxicos liberados si el material se sobrecalienta (>250°C/482°F). |
| Relajación de Tensiones Post-Mecanizado | Alivia las tensiones internas para una estabilidad dimensional a largo plazo. |
¿Necesita Componentes de PTFE Mecanizados con Precisión?
Mecanizar Teflón a especificaciones exactas requiere experiencia y procesos especializados. KINTEK fabrica componentes de PTFE de alta precisión —incluidos sellos, revestimientos y material de laboratorio personalizado— para los sectores de semiconductores, médico, de laboratorio e industrial.
Priorizamos la producción de precisión y gestionamos las consideraciones críticas de expansión térmica, relajación de tensiones y seguridad para usted, desde prototipos hasta pedidos de gran volumen.
Permítanos manejar las complejidades. Contacte a nuestros expertos hoy para discutir los requisitos de su proyecto.
Guía Visual
Productos relacionados
- Frasco de reacción pequeño de PTFE, tanque de disolución de muestras de Teflón resistente a la corrosión, contenedor de almacenamiento de fluoropolímero moldeado en una sola pieza
- Reactor de Politetrafluoroetileno (PTFE) Personalizable y Matraz de Teflón Resistente a la Corrosión
- Fabricante de piezas de PTFE a medida para piezas de teflón y pinzas de PTFE
- Bolas Personalizadas de PTFE Teflón para Aplicaciones Industriales Avanzadas
- Botella pequeña de reacción de PTFE resistente a la corrosión, tanque de almacenamiento de muestras de Teflón moldeado de una sola pieza
La gente también pregunta
- ¿Cuáles son las ventajas de la superficie antiadherente de la botella de PTFE? Garantice la pureza y la eficiencia en su laboratorio
- ¿Cuáles son las propiedades clave que hacen que el Teflón sea ampliamente aplicable? Desbloquee una resistencia química y térmica inigualable
- ¿Cuáles son las características clave de los frascos reactivos de PTFE? Resistencia química superior y durabilidad
- ¿Cómo se fabrican típicamente los recipientes y aparatos de laboratorio de PTFE? Dentro del proceso de mecanizado de precisión
- ¿Cuáles son las características de las botellas de laboratorio de PTFE? Resistencia química inigualable y tolerancia a temperaturas extremas



















