Para perforar PTFE con éxito, debe abordar su combinación única de suavidad, bajo punto de fusión y alta expansión térmica. Esto requiere el uso de brocas de acero de alta velocidad (HSS) extremadamente afiladas a velocidades moderadas para evitar el sobrecalentamiento y la deformación del material. La presión de sujeción adecuada y asegurar que la broca esté perfectamente perpendicular también son fundamentales para evitar imprecisiones dimensionales y el "desvío" de la broca.
El principal desafío al perforar politetrafluoroetileno (PTFE) no es cortar el material, sino controlarlo. Su suavidad y alta expansión térmica significan que las herramientas, velocidades o presiones de sujeción inadecuadas deformarán fácilmente la pieza, lo que resultará en orificios imprecisos.

Por qué perforar PTFE es un desafío único
Para mecanizar cualquier material de manera efectiva, primero debe comprender su naturaleza. Las características definitorias del PTFE, aunque beneficiosas en su aplicación final, presentan desafíos distintos durante la fabricación.
Comprender las propiedades fundamentales del material
El PTFE es famoso por ser blando, resbaladizo y químicamente inerte. También tiene un coeficiente de expansión térmica extremadamente alto, lo que significa que se expande y contrae significativamente con los cambios de temperatura.
Esta combinación significa que el material ofrece poca resistencia a una herramienta de corte, pero es muy susceptible a la deformación tanto por presión mecánica como por calor.
El riesgo de generación de calor
La fricción de una broca genera calor. Debido al bajo punto de fusión y la mala conductividad térmica del PTFE, este calor se concentra en el punto de corte en lugar de disiparse a través del material.
Incluso un pequeño aumento de temperatura hará que el material se expanda, haciendo que el orificio que está perforando sea más pequeño que la broca. El calor continuo hará que se derrita y se "deslice" en lugar de cortar limpiamente.
Deformación bajo presión
La suavidad del PTFE y su tendencia a "fluir" (deformarse con el tiempo bajo una carga constante) dificultan la sujeción de la pieza de trabajo.
Si sujeta una pieza de PTFE con demasiada fuerza en una mordaza, la comprimirá. Después de perforar un orificio y liberar la presión, el material se relajará y las dimensiones del orificio ya no serán precisas.
Las herramientas y técnicas adecuadas para la precisión
Lograr un orificio preciso en PTFE depende totalmente del uso de las herramientas correctas y de un proceso disciplinado que minimice el calor y la presión.
Selección y geometría de la broca
El factor más importante es la herramienta. Utilice brocas de acero de alta velocidad (HSS) que estén extremadamente afiladas. Un borde de corte pulido y afilado cortará el material limpiamente.
Una broca desafilada empujará y rasgará el material, generando fricción y calor excesivos, que es la principal causa de fallo.
Velocidades y avances moderados
Resista la tentación de utilizar altas RPM. Las velocidades de corte moderadas son esenciales para minimizar la generación de calor.
El objetivo es crear una viruta continua, lo que indica que el material se está cizallando correctamente. Si el material se vuelve gomoso o se derrite sobre la broca, su velocidad es demasiado alta.
Sujeción y fijación de la pieza de trabajo
Asegure la pieza de trabajo con la fuerza justa para mantenerla estable. La presión de sujeción debe distribuirse sobre un área grande si es posible para evitar puntos de compresión localizados.
Nunca apriete demasiado un accesorio, ya que esto garantizará imprecisiones dimensionales una vez que se suelte la pieza.
Alineación y evacuación de virutas
La broca debe estar perfectamente perpendicular a la pieza de trabajo. La suavidad del PTFE permite que una broca se desvíe o "derrape" fácilmente del centro si no está alineada correctamente.
Asegúrese de que las virutas se evacuen del orificio a medida que perfora. La acumulación de virutas puede derretirse y obstruir el orificio, arruinando el acabado superficial y las dimensiones.
Comprender las compensaciones y los errores comunes
Diseñar y mecanizar con PTFE requiere aceptar sus limitaciones inherentes. Comprender estas compensaciones es clave para un resultado exitoso.
El desafío de las tolerancias ajustadas
La alta expansión térmica del PTFE y su tendencia a fluir lo convierten en una mala opción para aplicaciones que requieren tolerancias dimensionales extremadamente ajustadas.
Una pieza medida a una temperatura tendrá dimensiones diferentes a otra. Esto debe tenerse en cuenta durante la fase de diseño.
Cambios dimensionales posteriores a la perforación
Incluso después de una operación de perforación exitosa, la pieza puede cambiar. A medida que la pieza de trabajo se enfríe a temperatura ambiente, el orificio perforado se hará más grande.
Para una precisión real, permita que el material se estabilice térmicamente antes de tomar una medición final.
Evitar el deslizamiento del material
El fallo más común es el deslizamiento o derretimiento, lo que crea un orificio sucio e impreciso. Esto casi siempre es causado por una combinación de dos factores: una herramienta de corte desafilada y una velocidad de perforación excesiva.
Tomar la decisión correcta para su objetivo
Al adaptar su enfoque a su objetivo principal, puede mitigar los desafíos de trabajar con PTFE.
- Si su enfoque principal es la precisión dimensional: Priorice herramientas HSS extremadamente afiladas, utilice velocidades moderadas y permita que el material se estabilice a temperatura ambiente antes de la medición final.
- Si su enfoque principal es evitar el fallo del material: Concéntrese en minimizar la generación de calor mediante la velocidad de perforación adecuada y asegúrese de que las virutas se eliminen eficazmente para evitar que se derritan.
- Si está diseñando la pieza: Reconozca las propiedades del PTFE diseñando para tolerancias más amplias siempre que sea posible para tener en cuenta su expansión térmica inherente y su fluencia.
Al respetar las propiedades únicas del PTFE en lugar de luchar contra ellas, puede lograr resultados limpios y precisos de manera consistente.
Tabla de resumen:
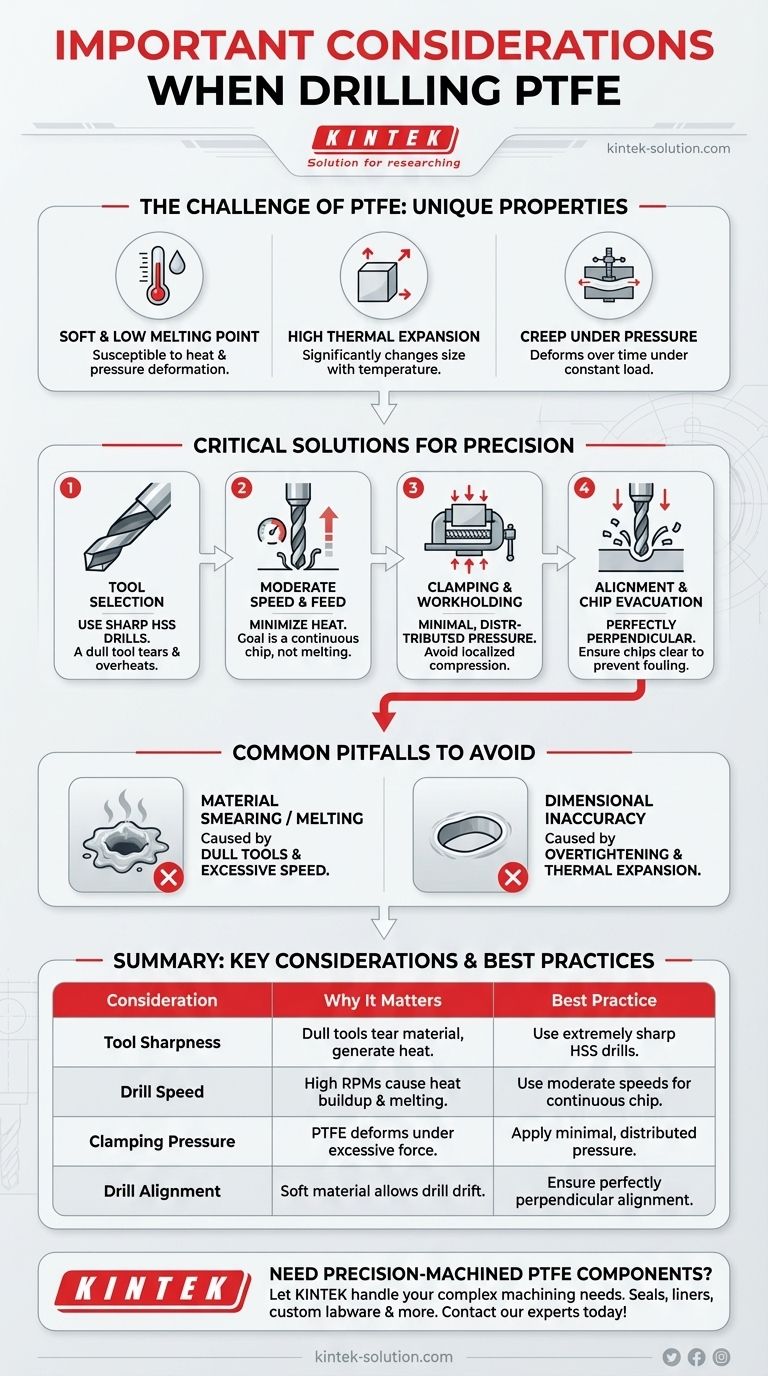
| Consideración clave | Por qué es importante | Mejor práctica |
|---|---|---|
| Nitidez de la herramienta | Las herramientas desafiladas desgarran el material y generan calor excesivo. | Utilice brocas de acero de alta velocidad (HSS) extremadamente afiladas. |
| Velocidad de perforación | Las altas RPM provocan acumulación de calor y fusión. | Utilice velocidades moderadas para generar una viruta continua. |
| Presión de sujeción | El PTFE se deforma bajo una fuerza excesiva, arruinando las dimensiones. | Aplique una presión mínima y distribuida para sujetar la pieza de trabajo. |
| Alineación de la broca | El material blando permite que la broca se desvíe del centro. | Asegúrese de que la broca esté perfectamente perpendicular a la pieza de trabajo. |
¿Necesita componentes de PTFE mecanizados con precisión?
Perforar PTFE es solo un paso para crear componentes de alto rendimiento. En KINTEK, nos especializamos en la fabricación de piezas de PTFE de precisión como sellos, revestimientos y material de laboratorio personalizado. Nuestra experiencia garantiza que sus componentes se fabriquen correctamente desde el principio, evitando las trampas de la deformación por calor y la imprecisión dimensional.
Damos servicio a los sectores de semiconductores, médico, laboratorio e industrial con fabricación personalizada, desde prototipos hasta pedidos de gran volumen.
Deje que nosotros nos encarguemos del mecanizado complejo: ¡Contacte con nuestros expertos hoy mismo para analizar los requisitos de su proyecto!
Guía Visual
Productos relacionados
- Embudo de goteo separador de presión constante PTFE personalizado, resistente a la corrosión, material de laboratorio de bajo fondo, embudo de goteo para análisis de trazas
- Rascadores y palas de PTFE personalizables para aplicaciones exigentes
- Embudo de goteo a presión constante de politetrafluoroetileno PTFE personalizado, conjunto de control de fluidos resistente a la corrosión con compatibilidad para tapones de conversión
- Grifo de PTFE de Alta Resistencia a la Corrosión Válvula de Politetrafluoroetileno para Bidones de Almacenamiento Químico y Sistemas de Transferencia de Fluidos Grado Industrial Personalizable
- Muestreador Sólido Personalizado de PTFE de Alta Pureza para Extracción de Laboratorio y Análisis Químico Sonda de Muestreo de Politetrafluoroetileno con Longitud Personalizable
La gente también pregunta
- ¿Cuál es el método de dispersión para producir PTFE y cuáles son sus productos? Ideal para recubrimientos delgados y películas
- ¿Cuáles son las limitaciones de los septos de PTFE/silicona con respecto a la temperatura? Factores clave para la integridad analítica
- ¿Cuáles son las diferencias de permeabilidad entre los septos de PTFE y los de silicona? Elija el sello adecuado para la integridad de su muestra
- ¿Cómo se comparan los costos de los septos de PTFE y silicona? Comprenda el valor más allá del precio
- ¿Cuáles son las diferencias en compatibilidad química entre los septos de PTFE y los de silicona? Garantice la integridad de la muestra



















