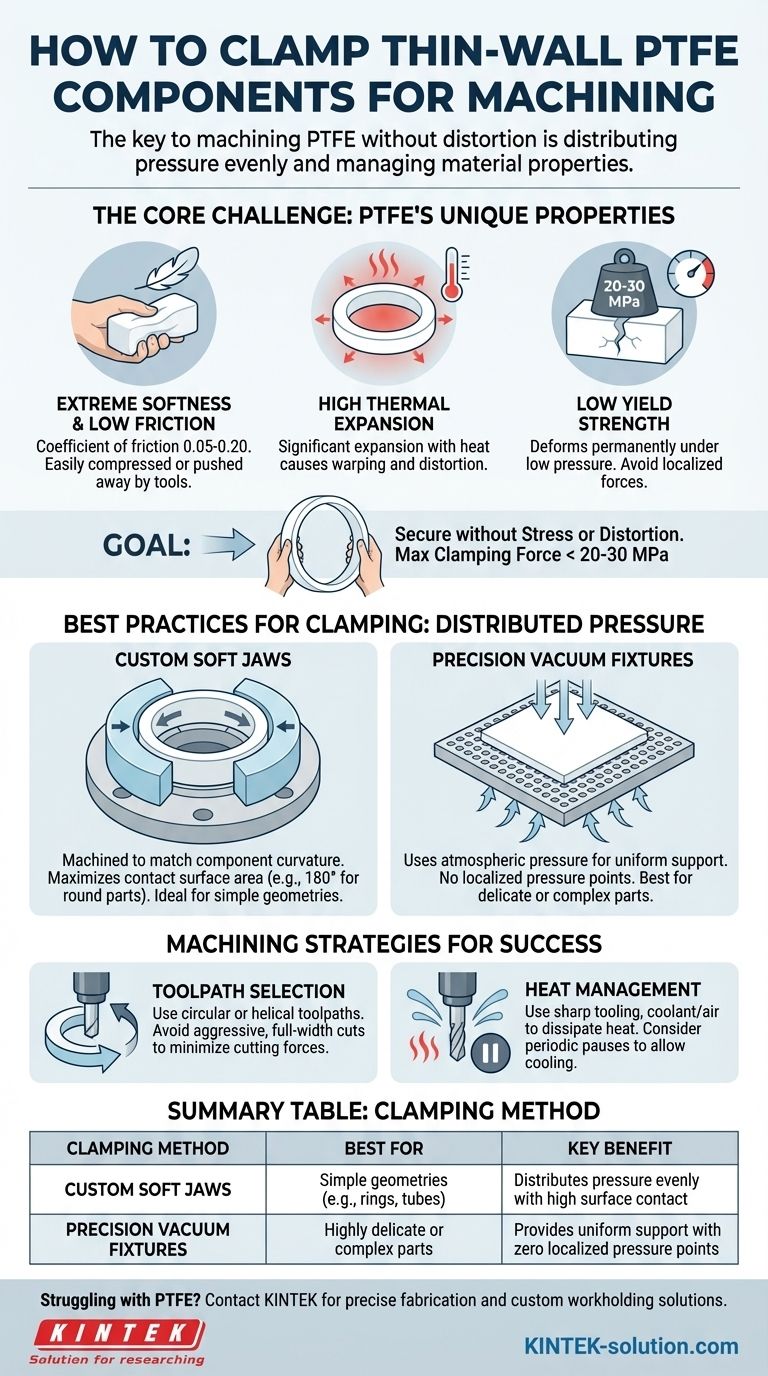
Para sujetar correctamente los componentes de PTFE de pared delgada, debe utilizar un método que distribuya la presión uniformemente en un área de superficie grande. Las mejores opciones son las mordazas blandas hechas a medida o los accesorios de vacío de precisión. El objetivo es aplicar una fuerza de sujeción significativamente inferior al límite elástico del PTFE de 20–30 MPa para evitar cualquier deformación mientras se asegura que la pieza permanezca fija.
La clave para mecanizar PTFE de pared delgada es reconocer que la sujeción exitosa de la pieza es solo una parte de la ecuación. Debe adoptar una estrategia integral que gestione la suavidad inherente del material, su baja fricción y su alta expansión térmica para evitar la distorsión tanto por la presión de sujeción como por las fuerzas de corte.

El desafío central: Las propiedades únicas del PTFE
Comprender el politetrafluoroetileno (PTFE) es el primer paso para mecanizarlo con éxito. Sus propiedades lo hacen muy deseable para muchas aplicaciones, pero también crean desafíos específicos durante la fabricación.
Extrema suavidad y baja fricción
El PTFE es un material excepcionalmente blando y resbaladizo, con un coeficiente de fricción entre 0,05 y 0,20. Esto significa que puede comprimirse, deformarse o ser desplazado fácilmente por las herramientas de corte si no está debidamente soportado.
Alta expansión térmica
El material se expande y contrae significativamente con los cambios de temperatura. El calor generado durante el mecanizado puede hacer que las paredes delgadas se deformen o se comben fácilmente, arruinando la precisión dimensional.
Bajo límite elástico
El límite elástico es el punto en el que un material comienza a deformarse permanentemente. El bajo límite elástico del PTFE (20–30 MPa) significa que incluso una presión de sujeción localizada y moderada de las mordazas duras estándar lo aplastará.
Mejores prácticas para la sujeción y el amarre de la pieza
El objetivo principal de cualquier estrategia de sujeción para el PTFE es asegurar la pieza de trabajo sin introducir ninguna tensión o distorsión. Esto requiere alejarse de la sujeción localizada de alta presión.
El principio de presión distribuida
En lugar de pellizcar el material, su sujeción debe acunarlo. La fuerza debe distribuirse en la mayor área de superficie posible para mantener la presión en cualquier punto individual al mínimo absoluto.
Uso de mordazas blandas
Las mordazas blandas, generalmente hechas de aluminio, son la solución más común. Deben mecanizarse para que coincidan con precisión con la curvatura del componente, asegurando un contacto de 180 grados para piezas redondas. Esto maximiza el área de superficie y distribuye la carga uniformemente.
Empleo de accesorios de vacío
Para los componentes de pared delgada más delicados o complejos, un accesorio de vacío de precisión es la opción superior. Este método utiliza la presión atmosférica para mantener la pieza contra una superficie perfectamente plana o con forma personalizada, proporcionando un soporte completamente uniforme sin puntos de presión localizados.
Más allá de la sujeción: Estrategias de mecanizado para el éxito
Una sujeción eficaz es fundamental, pero fracasará si el proceso de mecanizado en sí introduce un esfuerzo excesivo. Su estrategia de corte debe diseñarse para adaptarse a la naturaleza delicada del material.
Selección de la trayectoria de la herramienta
Evite los cortes agresivos de ancho completo que involucren todo el diámetro de la herramienta. En su lugar, utilice trayectorias de herramienta circulares o helicoidales para retirar el material suavemente. Este enfoque minimiza las fuerzas de corte y reduce la vibración en secciones delgadas.
La gestión del calor es fundamental
Debe evitar la acumulación de calor a toda costa. Utilice herramientas afiladas para reducir la fricción, aplique refrigerante o aire comprimido para disipar el calor y considere pausas periódicas en la trayectoria de la herramienta para permitir que el material se enfríe y se estabilice.
Comprender las compensaciones
Mecanizar PTFE de pared delgada implica un equilibrio delicado. Forzar demasiado en cualquier área conducirá al fracaso.
Exceso de sujeción frente a deslizamiento de la pieza
El conflicto central es asegurar la pieza lo suficientemente firme como para que no se mueva, pero lo suficientemente suave como para no deformarla. Esto requiere un tacto cuidadoso y accesorios que ofrezcan un soporte amplio en lugar de fuerza bruta.
Velocidad de mecanizado frente a estabilidad térmica
Las velocidades y avances agresivos pueden parecer eficientes, pero generan un calor excesivo que hará que la pieza se deforme. Es necesario un enfoque más lento y deliberado para mantener la precisión dimensional en secciones delgadas.
Complejidad del accesorio frente a la geometría de la pieza
Un anillo simple se puede mecanizar perfectamente con mordazas blandas bien hechas. Sin embargo, una pieza más compleja o más delgada podría ser imposible de sujetar sin un accesorio de vacío mecanizado a medida, lo que añade tiempo y coste significativos a la configuración.
Tomar la decisión correcta para su objetivo
Su estrategia de sujeción debe dictarse por la geometría de la pieza y su objetivo principal.
- Si su enfoque principal es prevenir la deformación en formas simples: Las mordazas blandas perforadas a medida que maximizan el contacto superficial son el punto de partida más práctico y efectivo.
- Si su enfoque principal es mecanizar piezas muy delicadas o complejas: Un accesorio de vacío de precisión es el método más fiable para proporcionar un soporte uniforme y sin tensiones.
- Si su enfoque principal es lograr una fiabilidad general del proceso: Combine su método de sujeción elegido con trayectorias de herramienta de bajo estrés y gestión térmica activa para garantizar el éxito.
En última instancia, dominar el mecanizado de PTFE de pared delgada proviene de tratar el material con delicadeza, no con fuerza.
Tabla de resumen:
| Método de sujeción | Mejor para | Beneficio clave |
|---|---|---|
| Mordazas blandas personalizadas | Geometrías simples (p. ej., anillos, tubos) | Distribuye la presión uniformemente con alto contacto superficial |
| Accesorios de vacío de precisión | Piezas muy delicadas o complejas | Proporciona soporte uniforme sin puntos de presión localizados |
¿Tiene dificultades para mecanizar PTFE de pared delgada sin distorsión? KINTEK se especializa en la fabricación precisa de componentes de PTFE para las industrias de semiconductores, médica y de laboratorios. Nuestra experiencia en sujeción personalizada y mecanizado de bajo estrés garantiza que sus piezas delicadas se sujeten de forma segura y se mecanizen según especificaciones exactas, desde prototipos hasta pedidos de gran volumen.
Póngase en contacto con KINTEK hoy mismo para analizar su proyecto y obtener un presupuesto.
Guía Visual
Productos relacionados
- Dispositivo de Prueba de Célula de Botón PTFE Resistente a Ácidos Mecanizado Personalizable Pinza de Prueba Electroquímica de Alta Pureza
- Pinzas Resistentes a la Corrosión para Pruebas de Baterías de Moneda de PTFE y Accesorios de Batería Personalizados a Prueba de Ácidos de Fluoropolímero
- Soporte de Membrana de Filtro PTFE para Filtración de Cloruro de Hidrógeno y Agua 90mm Pinza de Muestreo Ambiental Personalizable
- Placa de aislamiento térmico de PTFE personalizable, resistente a altas temperaturas y corrosión, soporte de laboratorio por capas de varios niveles
- Embudo de separación a presión constante de PTFE personalizado, material de laboratorio resistente a la corrosión y bajo fondo para matraces PFA
La gente también pregunta
- ¿En qué contextos de fabricación industrial se utilizan las pinzas o fijaciones para baterías de PTFE? Optimice la producción de baterías.
- ¿De qué manera los accesorios de prueba de baterías de PTFE mejoran el rendimiento y la fiabilidad del laboratorio? Maximizar la eficiencia de la investigación
- ¿Cómo funcionan las pinzas de batería de PTFE en sistemas especializados? Mejore la precisión y la durabilidad en entornos corrosivos
- ¿Cuál es el rango de operación térmica de las abrazaderas de batería de PTFE en la investigación electroquímica? Estabilidad de -200°C a +260°C
- ¿Cuáles son las ventajas de aislamiento eléctrico e integridad de señal al utilizar pinzas para baterías de PTFE? Garantice la precisión de los datos



















